snajperman-s1 pisze:nie reaguje na drobne korekcje.
Uwierz, że reaguje,
snajperman-s1 pisze:trzeba go więcej odchylić żeby wiedzieć o ile się przestawiło
to prawda, - mimo, że reaguje na każdą najmniejszą zmianę potencjometru to nie zawsze wyświetla, dlaczego? pisałem wczęsniej, to będzie ciężkie do ogarnięcia i pewnie ta wada zostanie zanim coś nie wymyslę mądrego.
w sumie to nie jestem pewien czy jest Ci potrzebne patrzenie ile V korygujesz

z założenia to było żeby korygować patrząc na odległość palnika od materiału a nie na wyświetlacz.. co nie zmienia faktu, że wyświetlanie wartości nie działa idealnie.
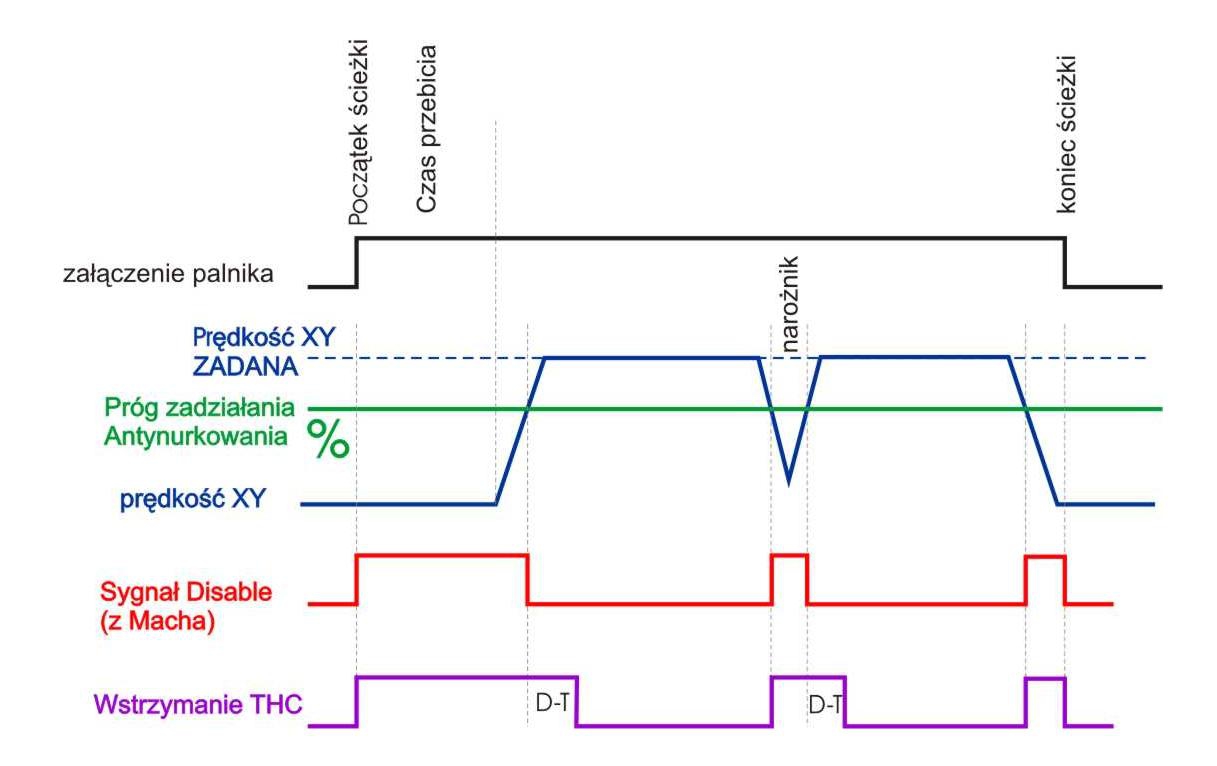
snajperman-s1 pisze:Zawiła sprawa z tym DISABLE
Spróbuję to opisać prościej niż wykresem...
Karpik pisze ciągle że reaguje na zmianę dynamiki... hmmm - dynamikę maszyny ustawiasz w menu macha i ona się nie zmienia podczas pracy i określa jakie maksymalne przeciążenia mogą powstać w wyniku przyspieszania/hamowania/zmiany kierunków. Nas tutaj interesuje prędkość liniowa, która właśnie się zmienia w zależności od ustawionej dynamiki ( przyspieszania / hamowania ).
zerknijcie na taką przykładową ścieżkę
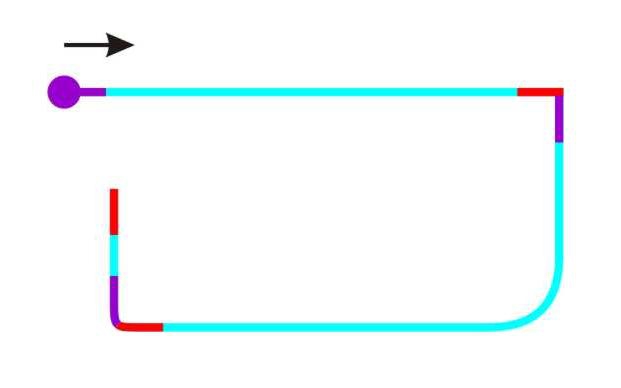
Prędkość zadana (w g -kodzie ) jest zaznaczona kolorem jasnoniebieskim
fiolet prezentuje odcinki gdzie maszyna jest rozpędzana a czerwień gdzie maszyna hamuje. Teoretycznie jeśli wartość progu zadziałania funkcji antynurkowania ustawicie na 100% (jeśli prędkość jest mniejsza niż zadana to THC niema regulować) to THC będzie włączone ( nie będzie sygnału DISABLE ) tylko na niebieskich odcinkach. Jeśli ustawicie na 50% to THC będzie działało już od połowy odcinków fioletowych (bo prędkość osiągnie 50%) aż do połowy czerwonych odcinków (brędkość spadnei do połowy zadanej prędkości)...





")


")