




")
Jeszcze raz.atom1477 pisze: ↑29 sty 2025, 15:43Nie. Posiada je też falownik do którego podałeś dokumentację.
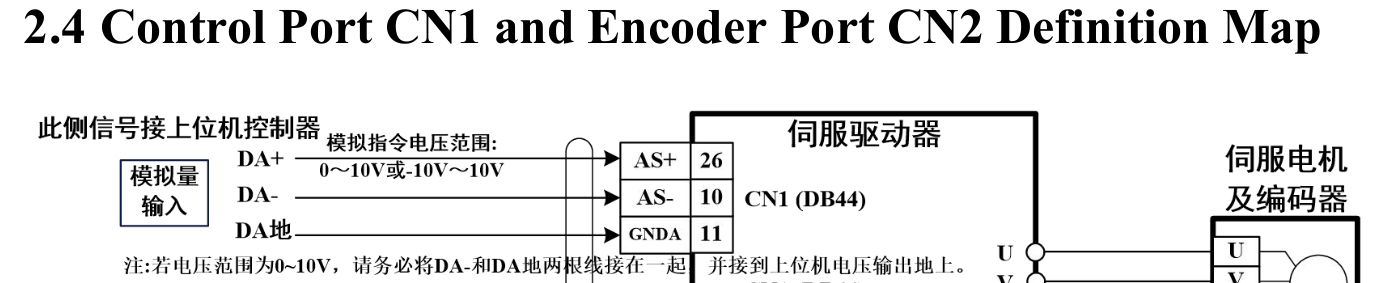
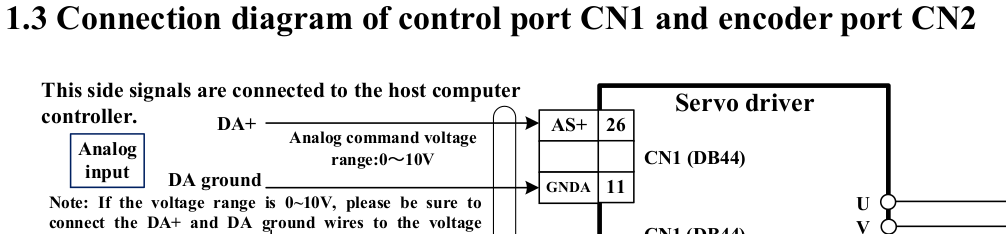
Sam pisałeś że nie zrozumiałeś jak się go podłącza. No to widocznie nie zrozumiałeś też jakie on ma wejście. No to Ci chciałem wyjaśnić że on też ma wejście -10...+10 V.
Największemu chamowi na forum chcesz pomóc, a i tak dostaniesz opieprz.
Rozmawialiśmy o falowniku z szuflady, którego typu nie podałem.
Zacząłeś wypowiedź od słów "Jak dla mnie to jest to wejście różnicowe", więc nie miej pretensji, że ktoś nie wiedział co masz na myśli.
Teraz dopiero wiadomo o co Ci chodziło, ale to nadal jest bez sensu, bo mamy dwa manuale, a w każdym inne informacje.
Czyli nie wiadomo jakie wejścia będzie miał sterownik, którego jeszcze nie mam, więc nie mogę tego sprawdzić.
Nawiasem mówiąc, sytuacja typowa dla chińskich produktów, które albo mają kiepską dokumentację, albo nie mają jej wcale.


")






