


Frezaro wiertarka - opinia.

")

-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 10
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
W tym temacie, choć dotyczy innej maszynki, znajdziesz sporo wskazówek co i jak można zmierzyć, poprawić. Co prawda jest długi i po rosyjsku, ale sporo zdjęć pozwala na zorientowanie się o co chodzi, nawet bez znajomości języka.grawer pisze:Piłuję, skrobię, przerabiam. Maszyna ma być taka jaką wyobrażam. Nie mam stołu traserskiego ale co będzie możliwe zrobić to zrobię. Potem wyczyszczę wymaluję, nasmaruję, poskładam, wyreguluję.
http://www.chipmaker.ru/topic/126278/
kilka przykładów..
http://www.chipmaker.ru/index.php?app=c ... id=1613668
http://www.chipmaker.ru/index.php?app=c ... id=1612799
itd...
Taka moja rada: pomyśl nad dobrą wanną z odpływem (np z zaginanej ocynkowanej blachy) między maszynę a blat, bo frezowanie z chłodziwem (co się często robi) bez niej, kiedy leje się ze stołu(jeśli on nie ma swojego) po okolicy jest bardzo upierdliwe.. Najlepiej z demontowalnymi spływami, i na szerokość skrajnych położeń stołu.Zastanawiałem się nad kupnem stołu lub zrobieniem. Naraz olśnienie. Idealny stół mam w warsztacie na którym była zamontowana praska i nożyce do blachy. Zmierzyłem, cud ,miód i orzeszki.Ciężki, dobre z 50kg, solidne nogi, centymetrowa płyta i wymiary idealne pod frezarkę. Wytrasowałem otwory, owierciłem nagwintowałem M10. Jutro kładę podstawę i alleluja i do przodu





pozdrawiam,
Roman
Roman

-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 10
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
tu znajdziesz,
https://www.cnc.info.pl/topics79/planszajba-vt65071.htm
https://www.cnc.info.pl/topics89/bass-p ... 384,10.htm
I jeszcze jedna informacja poza powyższymi - jeśli w oryginalnej nazwie pliku zdjęcia (na dysku) jest tzw. "polski znak" (ó; ż; ń; ć; ą; ę, itd....) to zdjęcie też się nie wgra, lub się wgra i wygeneruje kod, ale nie będzie w naszym wpisie otwierać {ALT}
Należy wtedy przed wgraniem zmienić nazwę na taką bez nich..
https://www.cnc.info.pl/topics79/planszajba-vt65071.htm
https://www.cnc.info.pl/topics89/bass-p ... 384,10.htm
I jeszcze jedna informacja poza powyższymi - jeśli w oryginalnej nazwie pliku zdjęcia (na dysku) jest tzw. "polski znak" (ó; ż; ń; ć; ą; ę, itd....) to zdjęcie też się nie wgra, lub się wgra i wygeneruje kod, ale nie będzie w naszym wpisie otwierać {ALT}
Należy wtedy przed wgraniem zmienić nazwę na taką bez nich..
pozdrawiam,
Roman
Roman
-
grawer
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 59
- Posty: 394
- Rejestracja: 25 maja 2010, 15:55
- Lokalizacja: Bielsko-Biała
Dzięki RomanJ4. Próbuję wrzucić zdjęcia. Weszły, błąd był że miałem w nazwie zdjęć literę ę. Pociągnę ten temat by nie zakładać nowego. Postaram się opisywać i słowem i zdjęciami moje boje z frezarką. Poniżej frezarka w kawałkach oraz solidne "podwozie".


[ Dodano: 2016-01-19, 23:44 ]
Co jest na wyposażeniu.
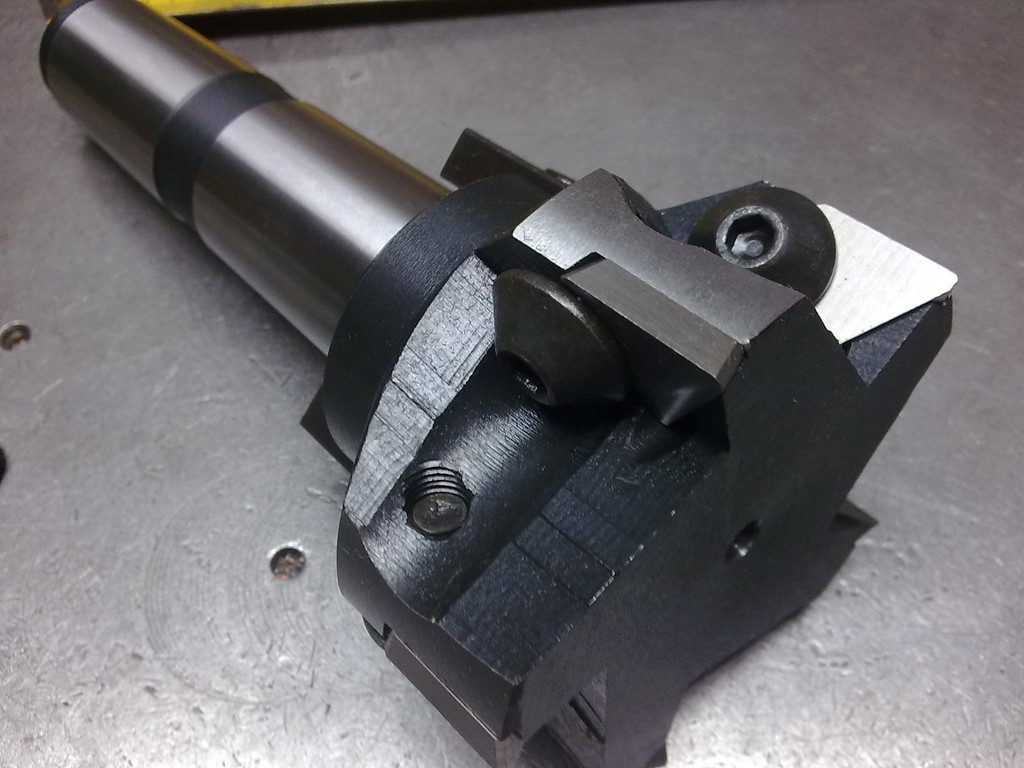




A tak wygląda stół i suport po rozebraniu.




Zabieram się za podstawę i suport. Jest nie ciekawie. Skrobię, przymierzam, skrobię... Ciągle suport klepie, a klin się kończy. Trzeba zrobić nowe nacięcie dla śruby regulacyjnej. Oraz skrócić wystającą część klina.


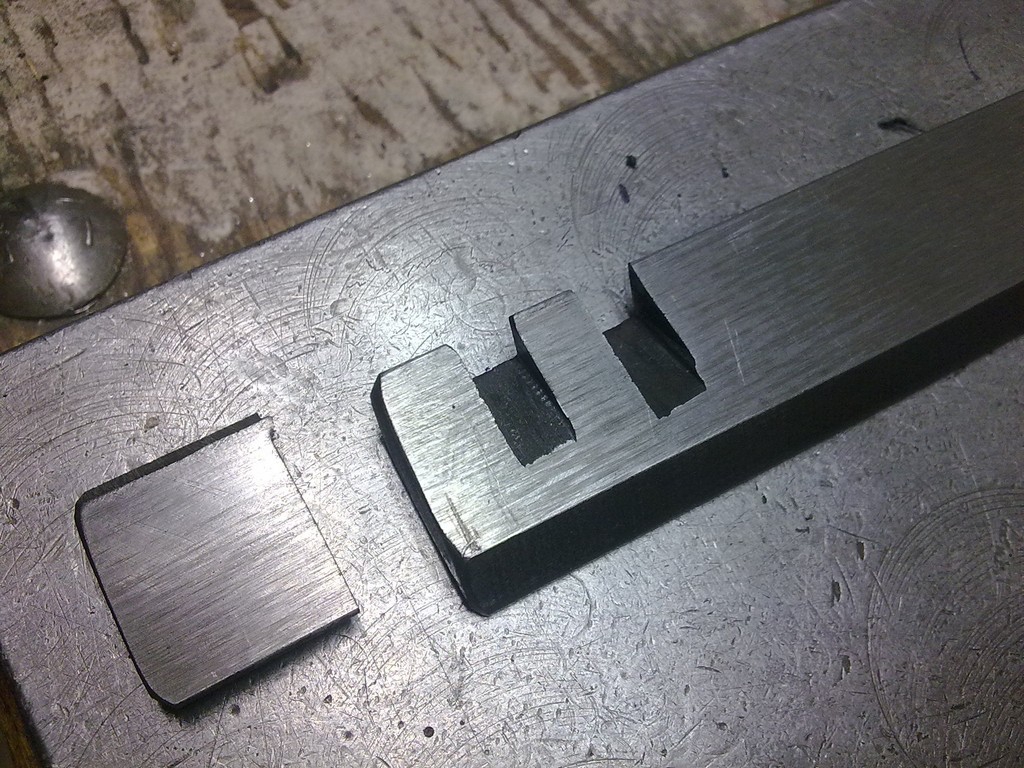
Wreszcie dopasowane, posmarowane olejem i chodzi jak po maśle. Pora zabrać się za stół i suport. Przymiarka i to samo tutaj z kolei zwichrowanie. Mierzę miedzy płaszczyznami wchodzi szczelinomierz 24 setki. Ładnie, będzie zabawa. Klin to masakra.



Pół dnia zeszło i zaczyna to przypominać coś sensownego. Jutro ciąg dalszy.
[ Dodano: 2016-01-19, 23:44 ]
Co jest na wyposażeniu.
A tak wygląda stół i suport po rozebraniu.
Zabieram się za podstawę i suport. Jest nie ciekawie. Skrobię, przymierzam, skrobię... Ciągle suport klepie, a klin się kończy. Trzeba zrobić nowe nacięcie dla śruby regulacyjnej. Oraz skrócić wystającą część klina.
Wreszcie dopasowane, posmarowane olejem i chodzi jak po maśle. Pora zabrać się za stół i suport. Przymiarka i to samo tutaj z kolei zwichrowanie. Mierzę miedzy płaszczyznami wchodzi szczelinomierz 24 setki. Ładnie, będzie zabawa. Klin to masakra.
Pół dnia zeszło i zaczyna to przypominać coś sensownego. Jutro ciąg dalszy.

-
grawer
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 59
- Posty: 394
- Rejestracja: 25 maja 2010, 15:55
- Lokalizacja: Bielsko-Biała
Ciąg dalszy prac przy maszynie. Pasowanie i skrobanie prowadnic stołu mam już za sobą.
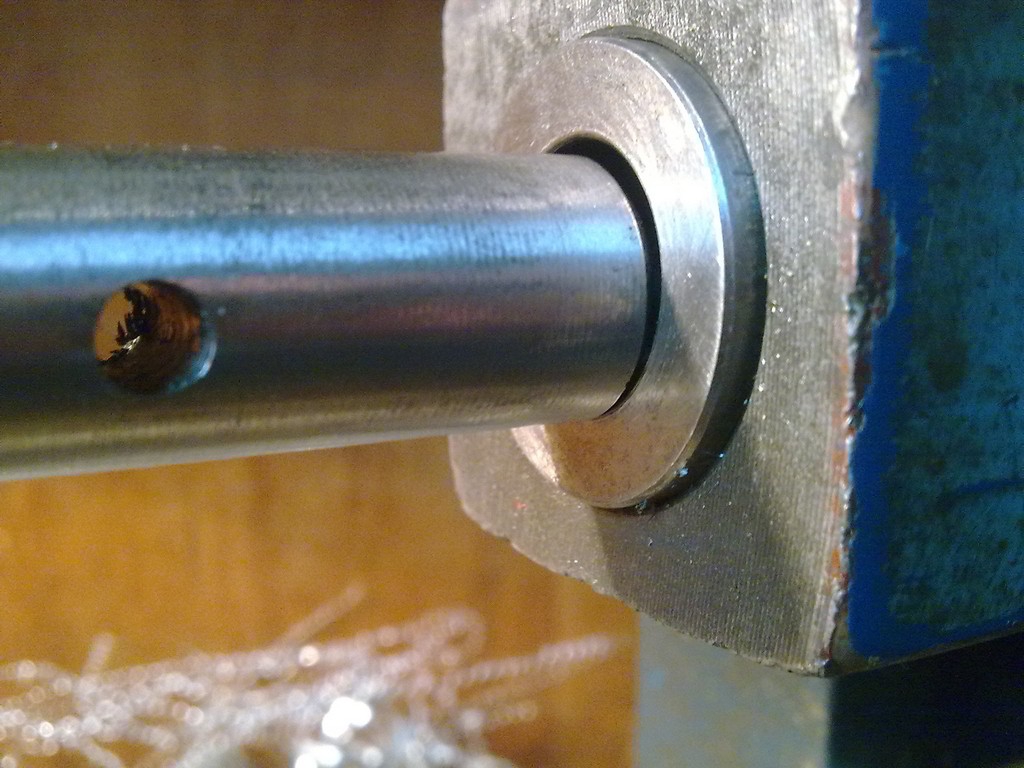
Luzy pokasowane, czas na złożenie i sprawdzenie czy wszystko ładnie się przesuwa. No i problem. Po skręceniu śruby nie można obrócić. Założyłem w uchwyt tokarki.
Obracam, i nie trzeba czujnika bije około 3mm. Ponieważ śruby są w miarę tanie, to myślę że lepiej kupić nowe. No i następny problem. Śruby mają skok 2,5mm. Przeglądając internet nie znalazłem o takim skoku. Kupując o innym skoku wiązało by się to z wykonaniem nowych podziałek. Więc prostowanie. Praskę mam zdjętą ze stołu. Pozostał młotek. Zamiast prostować statycznie będzie dynamicznie. Uderzenie młotkiem i na tokarkę. Kilka uderzeń i śruba dostatecznie prosta. Złożenie w całość i próba. Obraca się z lekkimi tarciami. Poszła pasta zaworowa w ruch i po chwili ładnie się suwa.



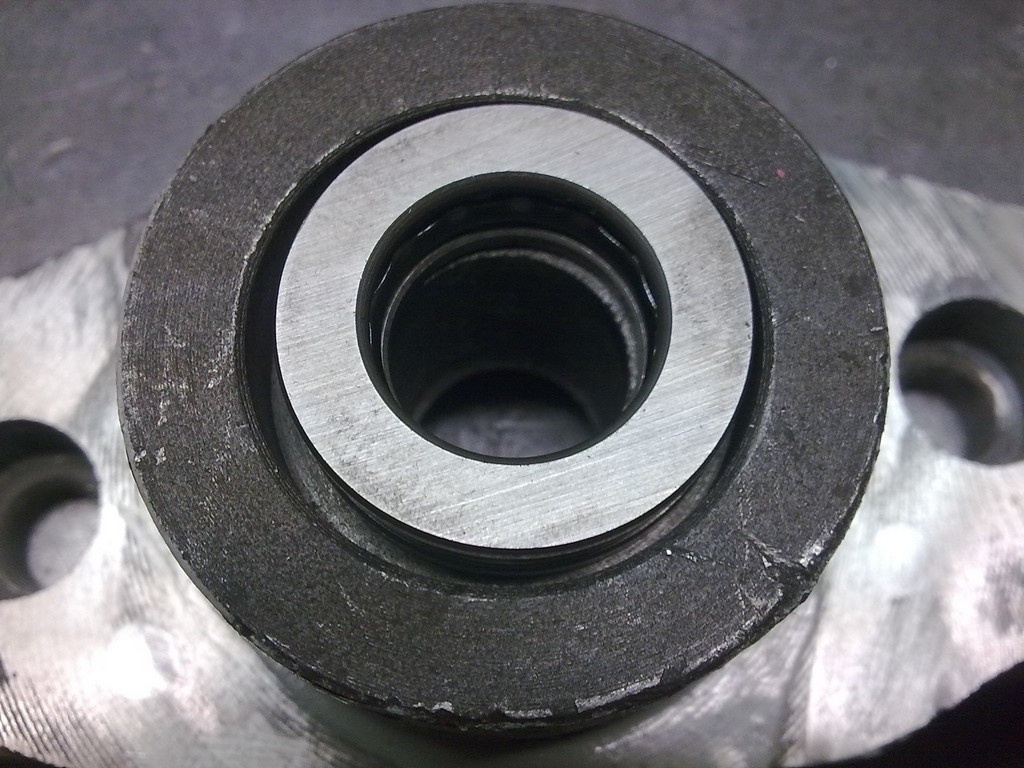
Oglądam łożyskowanie śruby i widzę że łozyska są włożone luźno i nie spełniają swego zadania. Świadczy o tym luz poosiowy, który nie jest kasowany nakrętką. Zmierzyłem luz szczelinomierzem i dopasowałem odpowiedniej gubości podkładkę. To jest to. Luz nie wyczuwałny. W gniazda osadziłem wytoczone pierścienie i wpasowałem bieżnie łożysk oporowych.




Następna część co mnie nie pasowała to podziałka. Luźno się obraca gdy nie jest zablokowana śrubką. Wykorzystałem to rozwiązanie co mam przy tokarce. Nacięcie rowka na wałku gdzie się obraca podziałka i wstawienie hamulca. Hamulcem jest wygięty odcinek drutu sprężynującego. Po nasmarowaniu i złożeniu pierścień podziłki kreci się swobodnie lecz z lekim oporem.




Dzisiaj na koniec jeszcze opiłowałem ostre krawędzie w podstawie. C.D.N.

[ Dodano: 2016-02-02, 20:13 ]
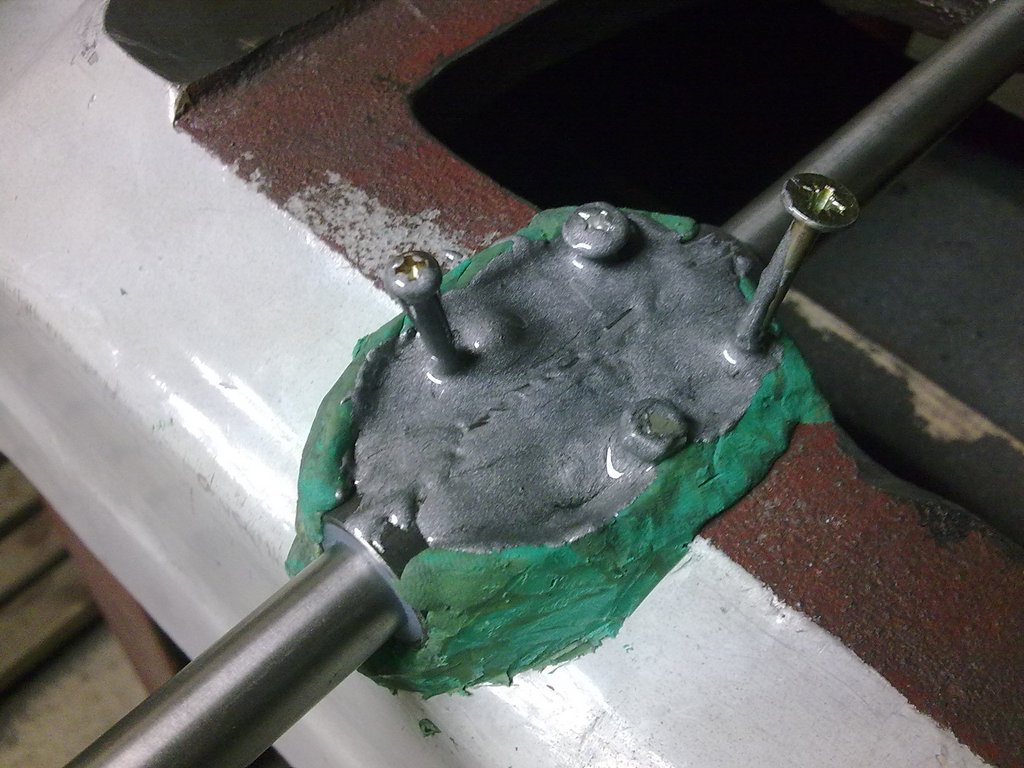
Dzisiaj kolega dorobił mi przedłużenie do śruby pociągowej. Pręt ø 14 nierdzewka. W tej chwili wystaje z tyłu podstawy w nadmiarze. Przytnie się według potrzeby. Wcześnie za pomocą gumówki i niezawodnej wiertarki, zielonej CELMY zrobiłem wgłębienia w podstawie. Tędy pobiegnie napęd od silnika. Stalowa rurka z dwoma tulejkami z tworzywa centruje przedłużenie do silnika. Rurka została wklejona na kleju do remontu bloków silników samochodowych. Tulejki z tworzywa zostaną usunięte, na ich miejsce wstawiona zostanie tulejka z mosiądzu. Jutro przymierzę się do zrobienia bazy do mocowania silnika. Ze złomu przyniosłem 3 szt silników od wycieraczek samochodowych. Mam również silniki krokowe.
Zobaczę co będzie lepsze. Na razie parę zdjęć z dnia dzisiejszego. C.D.N.





Luzy pokasowane, czas na złożenie i sprawdzenie czy wszystko ładnie się przesuwa. No i problem. Po skręceniu śruby nie można obrócić. Założyłem w uchwyt tokarki.
Obracam, i nie trzeba czujnika bije około 3mm. Ponieważ śruby są w miarę tanie, to myślę że lepiej kupić nowe. No i następny problem. Śruby mają skok 2,5mm. Przeglądając internet nie znalazłem o takim skoku. Kupując o innym skoku wiązało by się to z wykonaniem nowych podziałek. Więc prostowanie. Praskę mam zdjętą ze stołu. Pozostał młotek. Zamiast prostować statycznie będzie dynamicznie.
Oglądam łożyskowanie śruby i widzę że łozyska są włożone luźno i nie spełniają swego zadania. Świadczy o tym luz poosiowy, który nie jest kasowany nakrętką. Zmierzyłem luz szczelinomierzem i dopasowałem odpowiedniej gubości podkładkę. To jest to. Luz nie wyczuwałny. W gniazda osadziłem wytoczone pierścienie i wpasowałem bieżnie łożysk oporowych.
Następna część co mnie nie pasowała to podziałka. Luźno się obraca gdy nie jest zablokowana śrubką. Wykorzystałem to rozwiązanie co mam przy tokarce. Nacięcie rowka na wałku gdzie się obraca podziałka i wstawienie hamulca. Hamulcem jest wygięty odcinek drutu sprężynującego. Po nasmarowaniu i złożeniu pierścień podziłki kreci się swobodnie lecz z lekim oporem.
Dzisiaj na koniec jeszcze opiłowałem ostre krawędzie w podstawie. C.D.N.
[ Dodano: 2016-02-02, 20:13 ]
Dzisiaj kolega dorobił mi przedłużenie do śruby pociągowej. Pręt ø 14 nierdzewka. W tej chwili wystaje z tyłu podstawy w nadmiarze. Przytnie się według potrzeby. Wcześnie za pomocą gumówki i niezawodnej wiertarki, zielonej CELMY zrobiłem wgłębienia w podstawie. Tędy pobiegnie napęd od silnika. Stalowa rurka z dwoma tulejkami z tworzywa centruje przedłużenie do silnika. Rurka została wklejona na kleju do remontu bloków silników samochodowych. Tulejki z tworzywa zostaną usunięte, na ich miejsce wstawiona zostanie tulejka z mosiądzu. Jutro przymierzę się do zrobienia bazy do mocowania silnika. Ze złomu przyniosłem 3 szt silników od wycieraczek samochodowych. Mam również silniki krokowe.
Zobaczę co będzie lepsze. Na razie parę zdjęć z dnia dzisiejszego. C.D.N.






-
grawer
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 59
- Posty: 394
- Rejestracja: 25 maja 2010, 15:55
- Lokalizacja: Bielsko-Biała
Zastosuję się do rad kolegi Jogi_. Myślałem że to u mnie się tak dziwnie wyświetla. Nikt nie zwracał uwagi to nie wiedziałem. Teraz będzie prawidłowo.
Dzisiaj wyszlifowałem powierzchnię pod płytę mocującą silnik krokowy, oraz
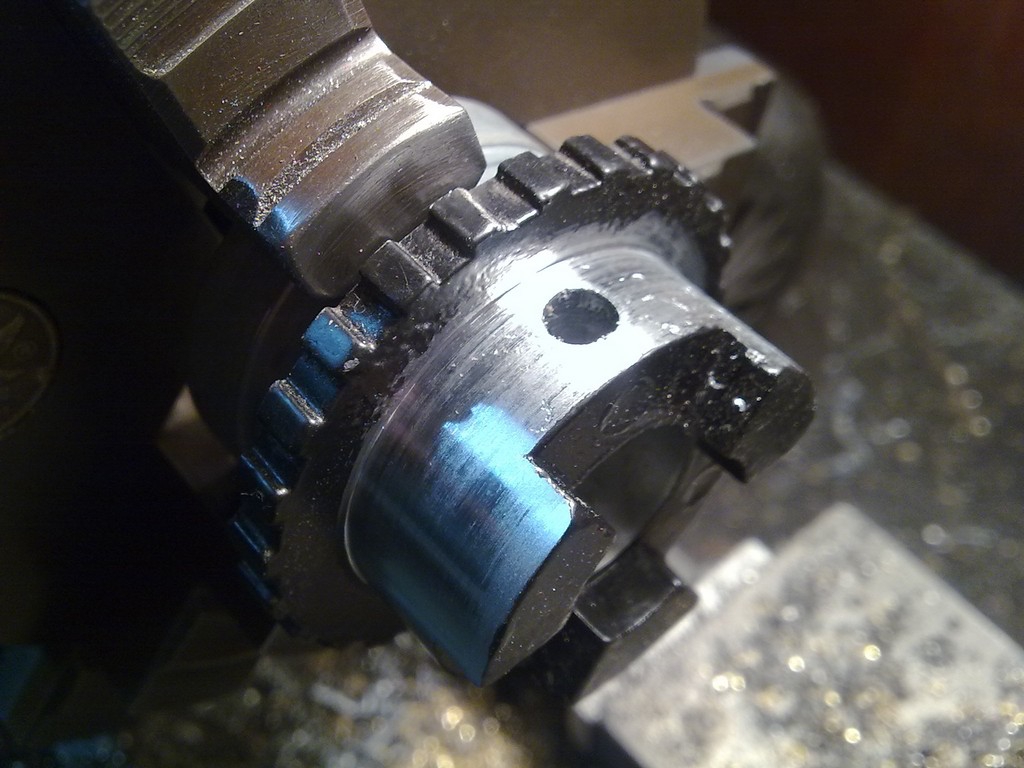
wzmocniłem bakelitowe koło paska zębatego. Klej dwuskładnikowy, oraz dodałem jako wypełnienie opiłki żeliwa, których jest dość sporo po szlifowaniu.


Po utwardzeniu kleju wybiłem rdzeń i wytoczyłem z duralu właściwą tuleję. Tak wyglądają koła paska zębatego, oraz pasek. Małe koło jeszcze bez wypełnienia.


Następnie wyciąłem z płyty duralowej prostokąt, jako podstawę do mocowania silnika krokowego. Silnik krokowy zamocowany jest do osobnej płytki ze słupkami dystansowymi.
Płytka jest przesuwna by można było zrobić naciąg paska, oraz go zdjąć gdy będę chciał wykonywać posuw ręcznie.
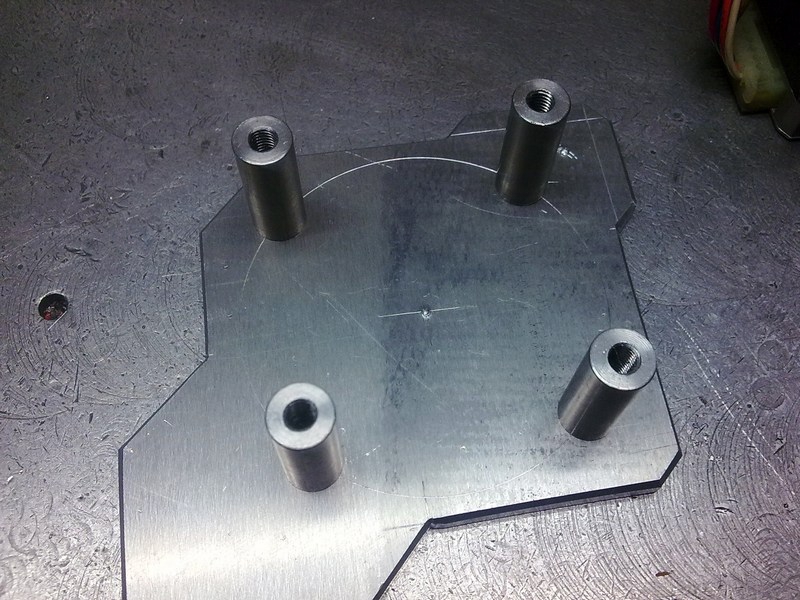

Poniżej oś obrotu płytki silnika, oraz gniazdo mimośrodu naprężania paska.


Tutaj widok płytki silnika oraz dźwignia z mimośrodem.
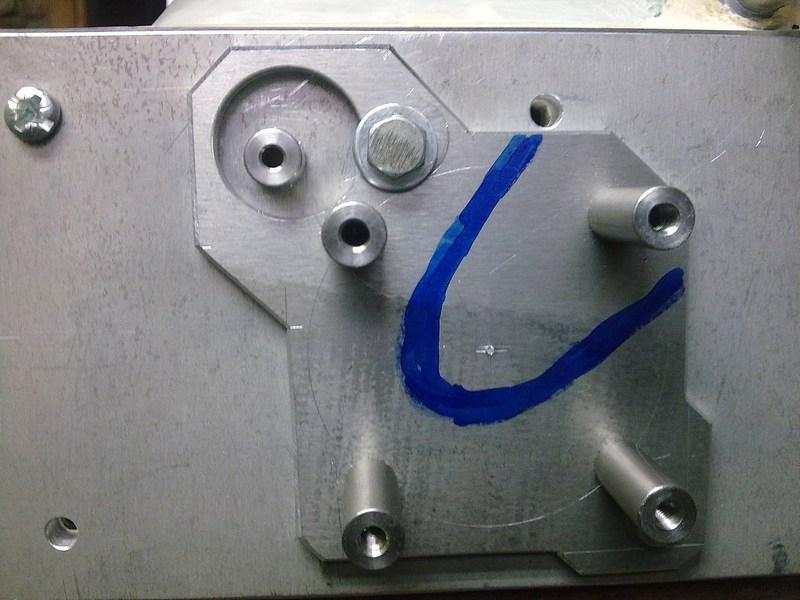

Przykręcona dźwignia mimośrodu oraz zamontowany silnik.

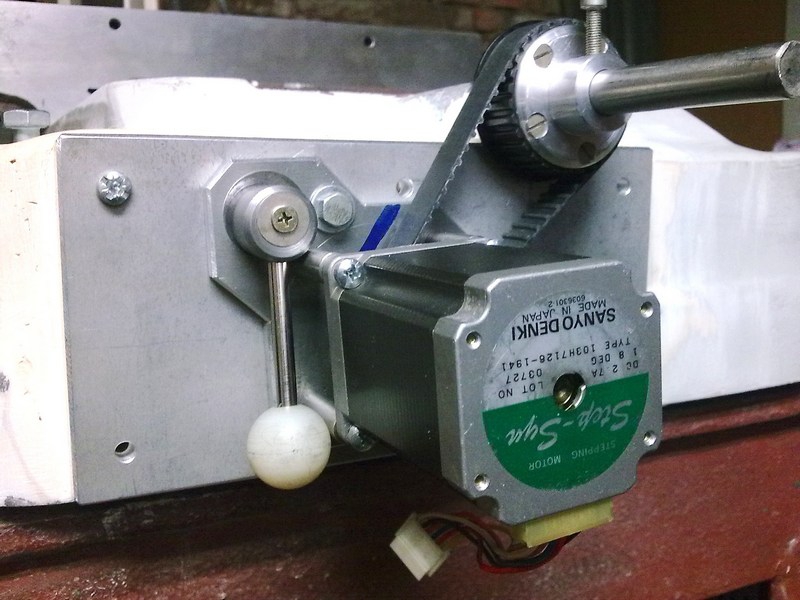
Wykonałem również za pomocą "dremela" rowki smarne, oraz tulejkę mosiężną prowadzącą
wałek od silnika krokowego.


A tak wygląda mocowanie śruby trapezowej z wałkiem. W śrubie gwint M14x1,5 i na wałku, oraz nakrętka kontrująca.
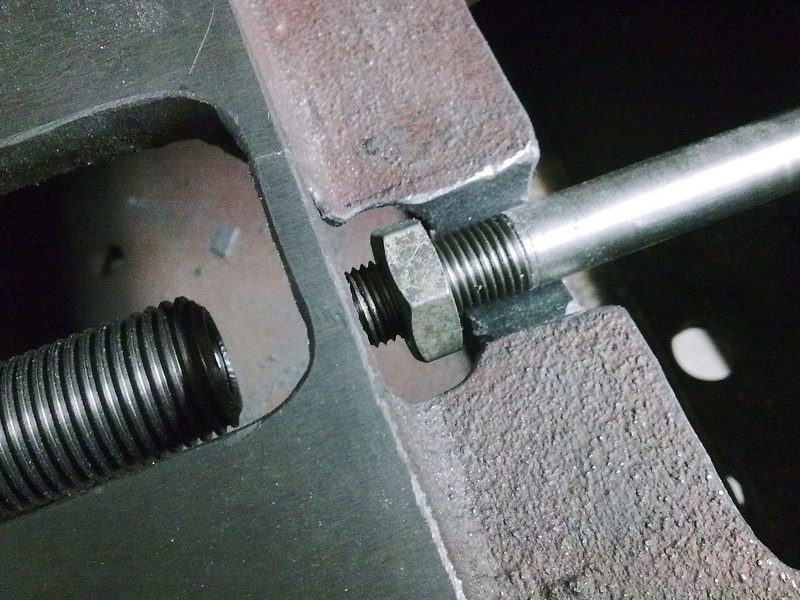
Tyle na dzisiaj. C.D.N.
Dzisiaj wyszlifowałem powierzchnię pod płytę mocującą silnik krokowy, oraz
wzmocniłem bakelitowe koło paska zębatego. Klej dwuskładnikowy, oraz dodałem jako wypełnienie opiłki żeliwa, których jest dość sporo po szlifowaniu.
Po utwardzeniu kleju wybiłem rdzeń i wytoczyłem z duralu właściwą tuleję. Tak wyglądają koła paska zębatego, oraz pasek. Małe koło jeszcze bez wypełnienia.
Następnie wyciąłem z płyty duralowej prostokąt, jako podstawę do mocowania silnika krokowego. Silnik krokowy zamocowany jest do osobnej płytki ze słupkami dystansowymi.
Płytka jest przesuwna by można było zrobić naciąg paska, oraz go zdjąć gdy będę chciał wykonywać posuw ręcznie.
Poniżej oś obrotu płytki silnika, oraz gniazdo mimośrodu naprężania paska.
Tutaj widok płytki silnika oraz dźwignia z mimośrodem.
Przykręcona dźwignia mimośrodu oraz zamontowany silnik.
Wykonałem również za pomocą "dremela" rowki smarne, oraz tulejkę mosiężną prowadzącą
wałek od silnika krokowego.
A tak wygląda mocowanie śruby trapezowej z wałkiem. W śrubie gwint M14x1,5 i na wałku, oraz nakrętka kontrująca.
Tyle na dzisiaj. C.D.N.






