egojack1 pisze:Przy niedokładnym wykonaniu prowadnic, a to jest najprawdopodobniej przyczyną różnicy 0,3mm przy przejeździe stolika, samo zebranie fly cutterem z powierzchni stołu bez poprawek prowadnic nie pomoże.
Dlatego tez zastrzegłem;
RomanJ4 pisze:Po upewnieniu się, że pomiary innych płaszczyzn są Ok i zwichrowanie nie jest ich skutkiem.
Fakt, że może powinienem uszczegułowić, że prowadnice (jaskółki) podstawy i płyty krzyżowej(pośredniej) po której jeździ płyta stołu roboczego powinny być przedtem zmierzone. I w pomiarze prostopadłe we wszystkich osiach do osi wrzeciona, co wskazywałoby u kolegi na nierównoległość pow. ślizgowych jaskółki i pow. roboczej stołu roboczego.
Wydawało mi się to jednak oczywiste.
Ale jak to zrobić, przecież np podstawa(i jej jaskółka) względem osi wrzeciona jest nieruchoma?
Można to zrobić pośrednio.
Po uprzednim zmierzeniu równoległości wszystkich płaszczyzn roboczych(ślizgowych) płyty krzyżowej(pośredniej), i upewnieniu się, że żadne z nich nie są do siebie skośne, możemy zmierzyć prostopadłość do wrzeciona w przesuwie wzdłuż osi
A i
B.
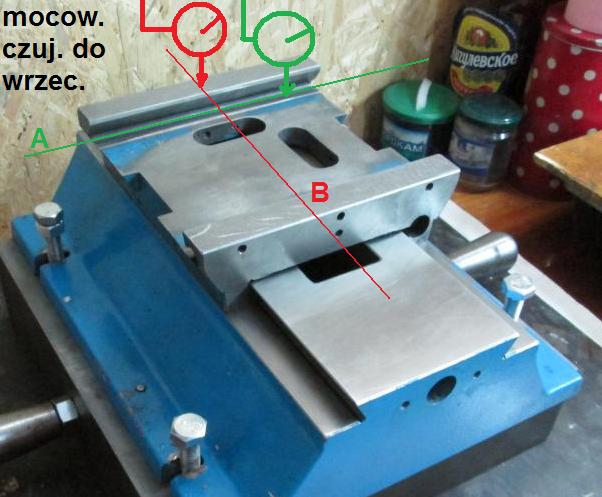
(rysunki poglądowe - stół od innej frezarki, ale konstrukcyjnie podobny)
O ile we wzdłużnej osi
A można zmierzyć bezpośrednio prostopadłość pow. ślizgowej(jaskółki na płycie krzyżowej) po której przesuwa się płyta robocza stołu, to już z poprzeczną osią
B jest trudniej.
I trzeba tu skorzystać z pośrednictwa np płyty szklanej opartej na identycznej wysokości kostkach, położonych z kolei bezpośrednio na ślizgach jaskółki stołu roboczego(najlepiej). Lub (już bez kostek) bezpośrednio na górnej pow.płyty krzyżowej (o ile wcześniej nie stwierdziliśmy nierównoległości płaszczyzn w p.k.).
Trzeba tu zauważyć, że dla "Zosi" pomiar równoległości (jak to się nieraz mierzy) dolnej powierzchni samej podstawy do pow. ślizgowej jaskółki (wymiar
a) nie wnosi nic istotnego. Potrzebny jest pomiar względem wrzeciona (rys.).

Bo kolumna głowicy mocowana jest do górnej powierzchni tej podstawy, i nie można w ten sposób zdiagnozować dlaczego stół roboczy "chodzi z klina" w stosunku do osi wrzeciona. Nawet jeśli sama kolumna głowicy byłaby krzywo zamocowana do tejże podstawy.





")




")






