



dziwne zjawisko frezowania
-
 Dawar
Dawar
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 24
- Posty: 151
- Rejestracja: 20 lut 2009, 17:00
- Lokalizacja: Chorzów
Po zmianie kompa z laptopa na stacjonarny jest to samo. Jutro zadzwonię do producenta zapytać o ten efekt. Co do ustawienia tych parametrów to mógł byś mi to jakoś bardziej łopatologicznie wytłumaczyć gdzie to zmienić. (wielkie dzięki). Jestem początkujący we frezarkach cnc i bardzo amatorsko do tego podchodzę. jak tylko będę wiedział jak to zmienię to i zrobię kolejną próbę.
KW
Tagi:


-
 grg12
grg12
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 8
- Posty: 1759
- Rejestracja: 03 sty 2007, 14:27
- Lokalizacja: Wiedeń
Przypuszczam że znacząco zmniejszył zagłębienie na przebieg - pewnie nawet poniżej 0.1mm na cykle (na "rampie" nie widać schodków). Z tego by wynikało że teraz ma dużo więcej przebiegów (a więc i nawrotów) - to powoduje że teraz dużo wyraźniej widać jak punkt zerowy wędruje. Przedtem było tylko kilka/naście przebiegów wiec "rampa" była bardzo stroma co wyglądało jakby wrzeciono nie było prostopadłe do stołu - teraz wyraźnie widać że chodzi o coś innego (takie nachylenie wrzeciona ciężko przeoczyć). Z ciekawości puściłbym program robiący w powietrzu kilkaset kółeczek (bez zmiany zagłębienia) i sprawdził czy punkt zerowy się przesunął (może nawet będzie widać podczas kręcenia).ezbig pisze:Patrząc na najnowsze zdjęcie, to jedyne co się poprawiło to krawędź po frezowaniu. Teraz wygląda to znacznie lepiej.
Efekt jest bardzo regularny - może transoptory w optoizolatorze są zbyt wolne i przy każdym nawrocie "zjada" jeden impuls? Jak konkretnie sterownik jest podłączony do komputera?
Trzeba też wiedzieć że samo użycie ekranowanego kabla żadnej gwarancji nie daje - ekran musi być jeszcze poprawnie poprawnie podłączony. Jeszcze jedna rzecz - jeśli sterownik nie mają optoizolacji trzeba uważać jak jest podłączone zasilania komputera i sterownika - jeśli są podpięte pod różne fazy efekty mogą być dość interesujące... (najbezpieczniej podpiąć wszystko na jednym przedłużaczu - oczywiście jeśli mocy wystarczy)
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 20
- Posty: 9874
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Ja to nawet nie wiem jakiego programu używasz, ale chyba takiego którego nie znam.Dawar pisze:Co do ustawienia tych parametrów to mógł byś mi to jakoś bardziej łopatologicznie wytłumaczyć gdzie to zmienić.
Te parametry ustawia się w każdym bez wyjątku programie i jest to absolutna podstawa, bez tego nie warto zaczynać pracy.
Zwykle takie jajca jak u Ciebie biorą się właśnie ze zbyt stromej rampy (za duże przyśpieszenia) a niesymetryczność efektu to różnica pomiędzy ilością startów i hamowań w ruchach roboczych i przestawczych, oraz prędkości roboczych i przestawczych.
Oczywiście innych przyczyn nie można wykluczyć.
Test który zaproponowałem polega właśnie na ustawieniu parametrów tak łagodnych, żeby o żadnym gubieniu kroków nie mogło być mowy.
Wystąpienie objawów po wymianie okablowania może być tylko zbiegiem okoliczności, bo zakłócenia, jak sama nazwa sugeruje, powodują błędy przypadkowe, nieregularne, nieprzewidywalne, a Tobie raczej przy każdym przejściu robi się to samo.
Znajdź te parametry, wpisz małe wartości i zobacz co się będzie działo.
.
-
Dawar
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 24
- Posty: 151
- Rejestracja: 20 lut 2009, 17:00
- Lokalizacja: Chorzów
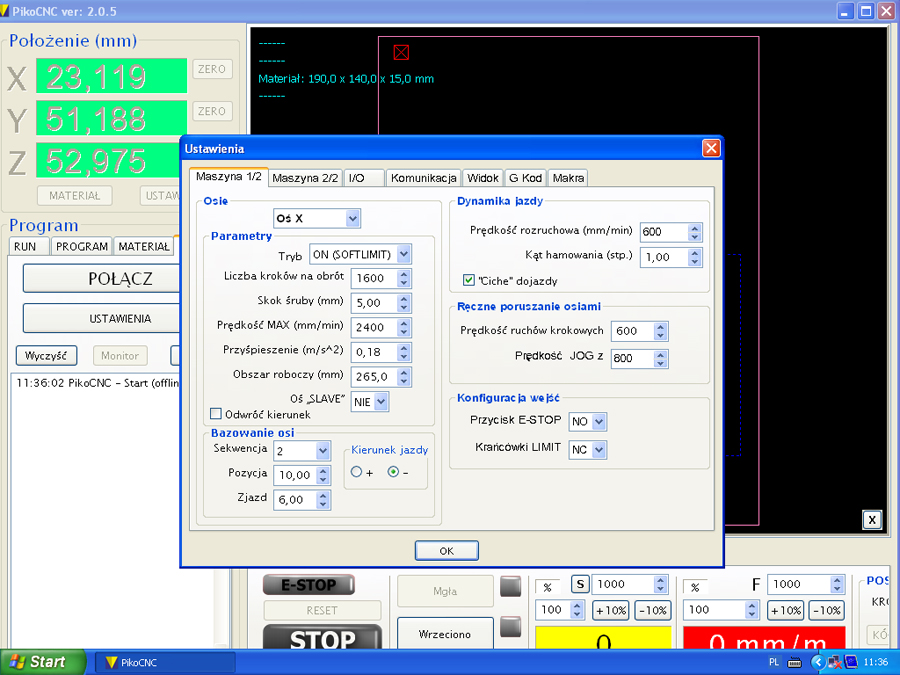
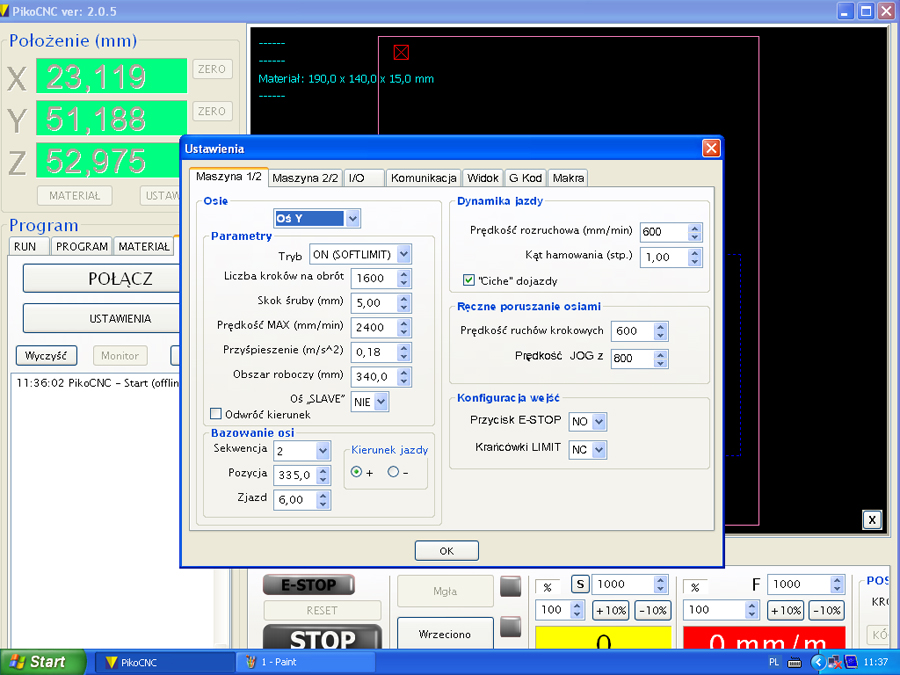
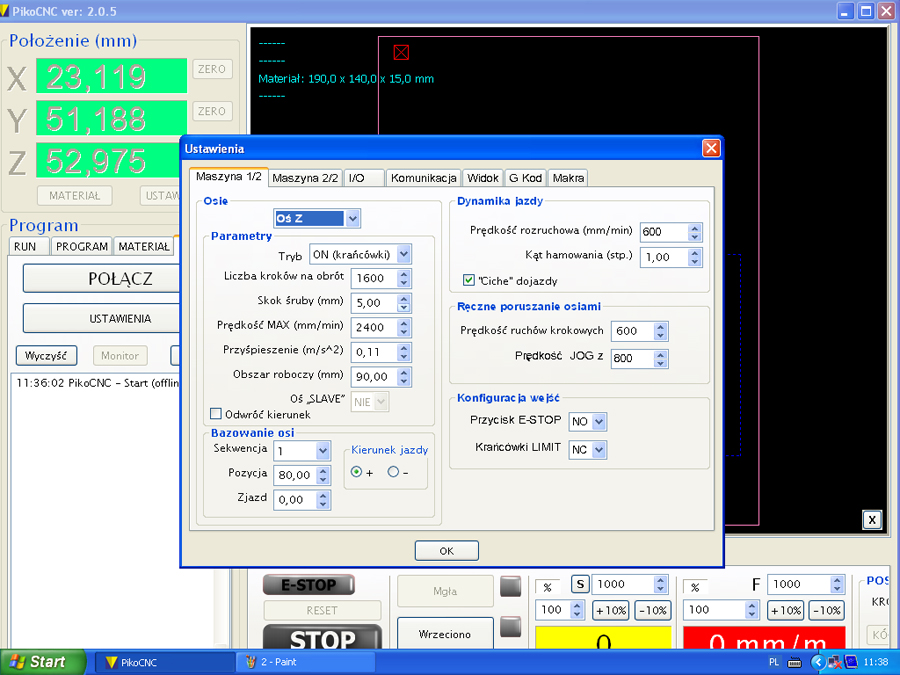
Używam sterownika PICO i Cam-ie przygotowałem projekt. Do sterowania silników używam sterownika Mixpol SLIM 3S. Ma on wejście przez LPT. Zmniejszyłem prędkość max do 100 w każdej z osi. Nie wiem czy to o to chodziło, ale dalej wyczuwalne jest na osi Z gubienie kroku. A o co chodzi z tym G0? Jak to ustawić?
KW
-
ezbig
- Lider FORUM (min. 2000)
- Posty w temacie: 18
- Posty: 2097
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
To trzeba autora zapytać na forum. Gaspar chyba też jest dobrze "obcykany" z tym sterowaniem. Zmiana prędkości ci nie pomoże, że źle rampa jest ustawiona.Dawar pisze:Używam sterownika PICO i Cam-ie przygotowałem projekt. Do sterowania silników używam sterownika Mixpol SLIM 3S. Ma on wejście przez LPT. Zmniejszyłem prędkość max do 100 w każdej z osi. Nie wiem czy to o to chodziło, ale dalej wyczuwalne jest na osi Z gubienie kroku. A o co chodzi z tym G0? Jak to ustawić?
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 20
- Posty: 9874
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Mylisz pojęcia.Dawar pisze:Używam sterownika PICO i Cam-ie przygotowałem projekt. Do sterowania silników używam sterownika Mixpol SLIM 3S. Ma on wejście przez LPT.
Pico jest sterowany przez USB, a LPT to port komputera i nie ma go w sterowniku, który jest STEP/DIR i ma tylko gniazdko pasujące do portu LPT komputera.
To jest bardzo ważne, bo programy działające w systemie Windows bardzo kiepsko sobie radzą ze sterowaniem czegokolwiek przez port LPT, natomiast całkiem nieźle im to wychodzi przez USB lub LAN.
Gdzie w PikoCNC ustawia się prędkości i rampy nie mam pojęcia.
.
-
ezbig
- Lider FORUM (min. 2000)
- Posty w temacie: 18
- Posty: 2097
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
http://www.pikocnc.com/download/file/1-manual
Strona 11-12 ("dynamika jazdy"). Dawar trzeba czasem poczytać instrukcję.
Strona 11-12 ("dynamika jazdy"). Dawar trzeba czasem poczytać instrukcję.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 20
- Posty: 9874
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
LPT to port w komputerze, a nazwa stąd, że zwykle podłączano tam drukarkę.Dawar pisze:mam podpięte na wejście sterownika przez gniazdo LPT
Jak coś nie jest komputerem, to nie ma portu LPT.
Co do ustawień w programie, to chyba nie ma tam niczego złego.
Tak dla pewności zmniejsz "Prędkość MAX" i "Prędkość rozruchowa".
.






