To już koniec. Ręce opadają . Zamiast coraz lepiej to gorzej. Chyba rozbiorę ją i sprzedam. Szkoda rok czasu i dużo kasy. Parametry testu: prędkość zagłębiania 50, skok 0,10, posuw 400 ( to chyba nie forsowne parametry obróbki), mgła denaturat (a raczej obficie), efekt - tragedia.

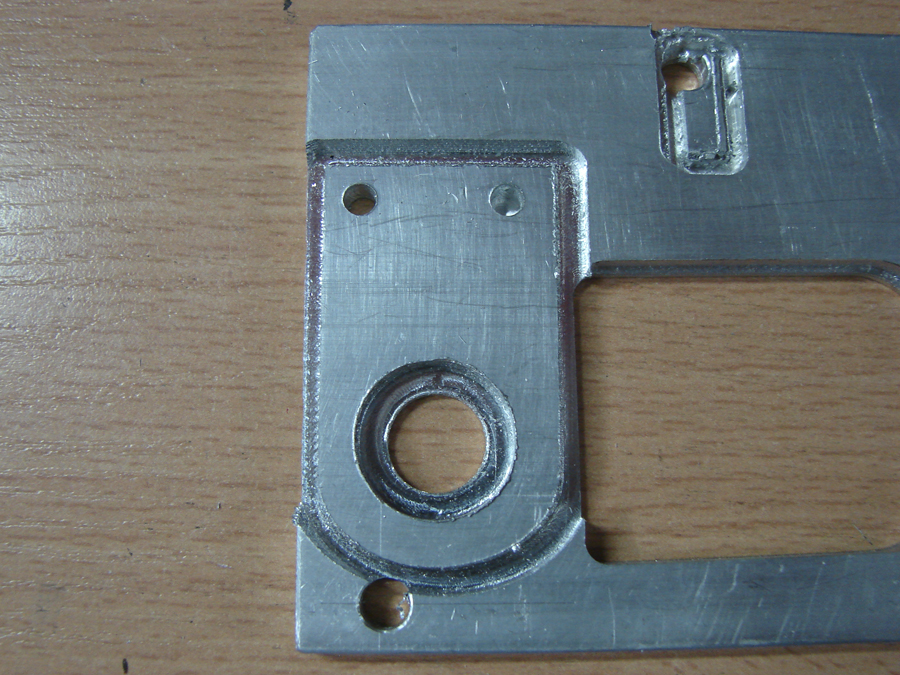
Pierwsze zdjęcie jest efekt dzisiejszej pracy po sprawdzeniu prawie wszystkiego. Wcześniej było tak jak na drugim zdjęciu nie docięło, ale przynajmniej wszystkie otwory na swoich miejscach. Nie wiem za każdym razem jest inaczej, może to rzeczywiście elektronika?





")



")


")




