Kompensacja na tokarce Fanuc 32i


-
sammuel
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 27
- Posty: 192
- Rejestracja: 15 paź 2014, 16:18
- Lokalizacja: Poznań
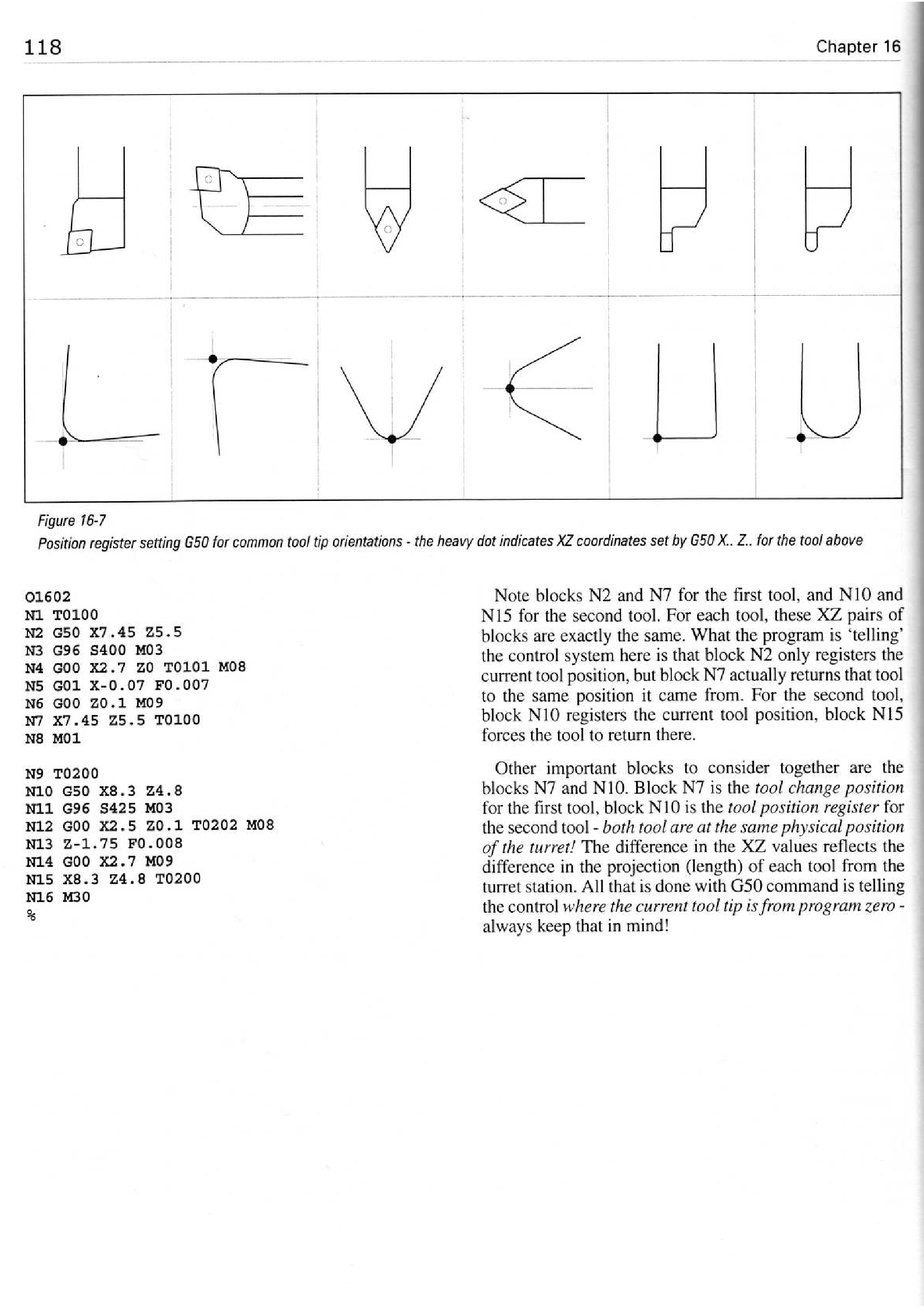
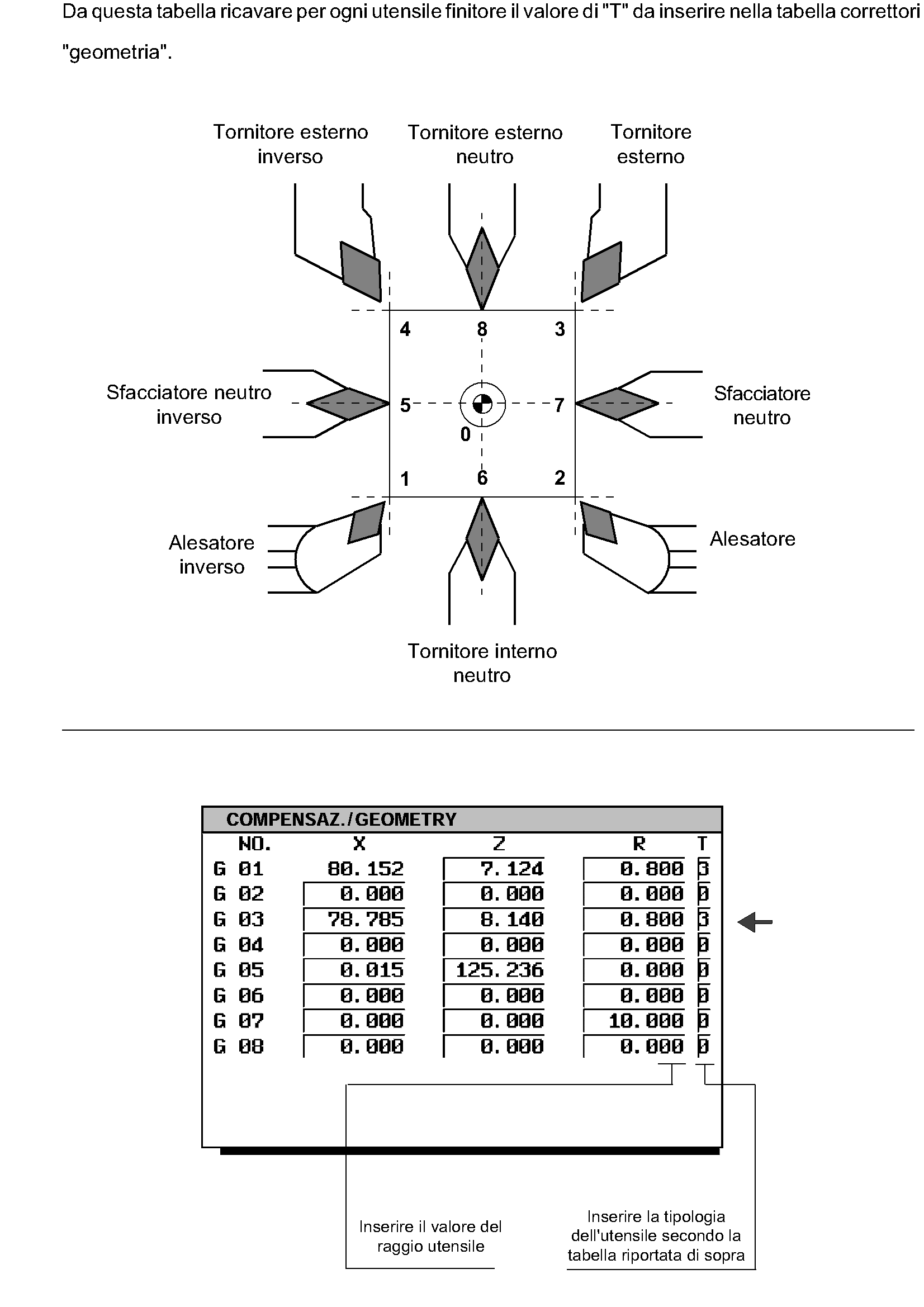
No to już rozumiem o co chodzi. Tylko jak to jest z tymi kwadrantami? Przy takim toczeniu jak zadam kwadrant nr.3 to kompensuje mi promień tylko w tym punkcie, gdzie znajdował się dotychczas mój punkt urojony czy we wszystkich kierunkach? Bo skoro chcę, żeby maszyna odsunęła się w osi Z w kierunku uchwytu przy wcinaniu się w materiał po kącie to nie powinienem przypadkiem użyć kwadrantu nr. 8?
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 14
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
W końcu .....sammuel pisze:No to już rozumiem o co chodzi. ...
O kwadrantach poczytaj tu
https://www.cnc.info.pl/prosze-o-opinie ... w=previous
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
 Krzycho_Wporzo
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 10
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa

-
sammuel
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 27
- Posty: 192
- Rejestracja: 15 paź 2014, 16:18
- Lokalizacja: Poznań
Dobra, to ostatnie pytanie. Przy aktywnej kompensacji, kiedy chcę używać cyklu G71, a potem tym samym narzędziem zrobić obróbkę wykańczającą to zapis, który podałem wcześniej jest poprawny? Chodzi mi o zapis z wydłużonym "zetem" w obróbce zgrubnej, tak żeby na zgrubie nóż za wcześnie nie wcinał się w materiał.
-
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 10
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
-
sammuel
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 27
- Posty: 192
- Rejestracja: 15 paź 2014, 16:18
- Lokalizacja: Poznań
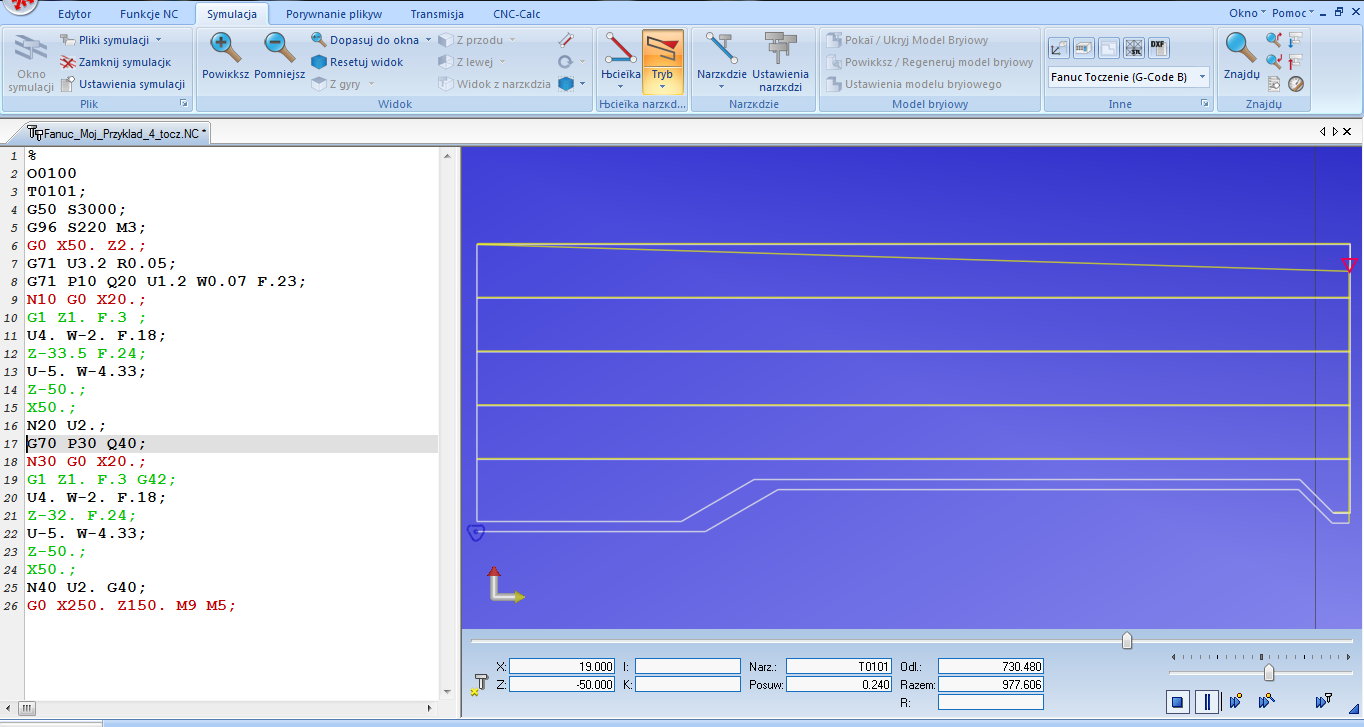
T0101;
G50 S3000;
G96 S220 M3;
G0 X50. Z2.;
G71 U3.2 R0.05;
G71 P10 Q20 U1,2 W0.07 F.23;
N10 G0 X20.;
G1 Z1. F.3 ;
U4. W-2. F.18;
Z-33.5 F.24;
U-5. W-4.33.;
Z-50.;
X50.;
N20 U2.;
G70 P30 Q40;
N30 G0 X20.;
G1 Z1. F.3 G42;
U4. W-2. F.18;
Z-32. F.24;
U-5. W-4.33.;
Z-50.;
X50.;
N40 U2. G40;
G0 X250. Z150. M9 M5;
Jeśli byś mógł to podałbyś obraz symulacji?
G50 S3000;
G96 S220 M3;
G0 X50. Z2.;
G71 U3.2 R0.05;
G71 P10 Q20 U1,2 W0.07 F.23;
N10 G0 X20.;
G1 Z1. F.3 ;
U4. W-2. F.18;
Z-33.5 F.24;
U-5. W-4.33.;
Z-50.;
X50.;
N20 U2.;
G70 P30 Q40;
N30 G0 X20.;
G1 Z1. F.3 G42;
U4. W-2. F.18;
Z-32. F.24;
U-5. W-4.33.;
Z-50.;
X50.;
N40 U2. G40;
G0 X250. Z150. M9 M5;
Jeśli byś mógł to podałbyś obraz symulacji?
-
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 10
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa