Witam!
Pytania kolegow powyzej sa jak najbardziej uzasadnione i na miejscu. Dziekuje za zainteresowanie.
Ok,
PRECYZJA.
Precyzja jest zawsze sprawa problematyczna, zwlaszcza dla hobbysty/amatora ktory nie posiada doswiadczenia czy dostepu to parku maszynowego- a takich jest wielu (sam jestem jednym z nich). Wielu ludzi trafia do tematu CNC z ciekawosci czy w ramach hobby i nie ma do czynienia z branza metalowa zawodowo. Dla takich ludzi dostep do precyzji jest bardzo ograniczony. W moim przypadku dostep do frezarki czy parku maszynowego jest tylko poprzez zaklad uslugowy- w cenie powyzej $50 za godz. Dlatego tez musialem podjac decyzje wzgledem powierzchni frezowanych i pojsc na kompromis. O tym za chwile.
Zacznijmy od poczatku. W maszynie typu CNC raczej trudno byloby sie obejsc bez precyzyjnych powierzchni- zarowno pod sruby napedowe jak i lozyska liniowe. To raczej trudno kwestionowac.
Te rzeczy maja swoje wymagania i raczej nie powinno sie tam robic fuszerki. Standardowe konstrukcje metalowe powstaja w formie korpusu czy tez ramy spawanej i sa powiedzmy wtedy frezowane. Zakladajac oczywiscie ze korpus czy rama spawana dziala zgodnie z oryginalnymi planami- to jest oczywiscie sliski temat jak kazdy zdazyl zauwazyc wiec nie bede sie zaglebial.
W odlewach mineralnych- podobnych do mojego- rzeczy maja sie podobnie do odlewow zeliwnych. Ze wzgledu na slaby modulus w granicach 2-4ksi robi sie te rzeczy masywne i grube. Troche inaczej robi sie powierzchnie pod elementy precyzyjne- nie frezuje sie tego po fakcie jak zeliwo tylko wpuszcza gotowe powierzchnie stalowe frezowane przed odlewaniem. Ma to swoje zalety bo powiedzmy pod metrowa srube i lozyska przygotowuje sie 1m x 0.3m plyte stalowa, z hakami z tylu i mocuje w formie przed odlewaniem. Plyta stalowa ma byc wykonczona w kazdym calu, idealna powierzchnia, wszystkie otwory, gwinty, gotowe do serwisu.
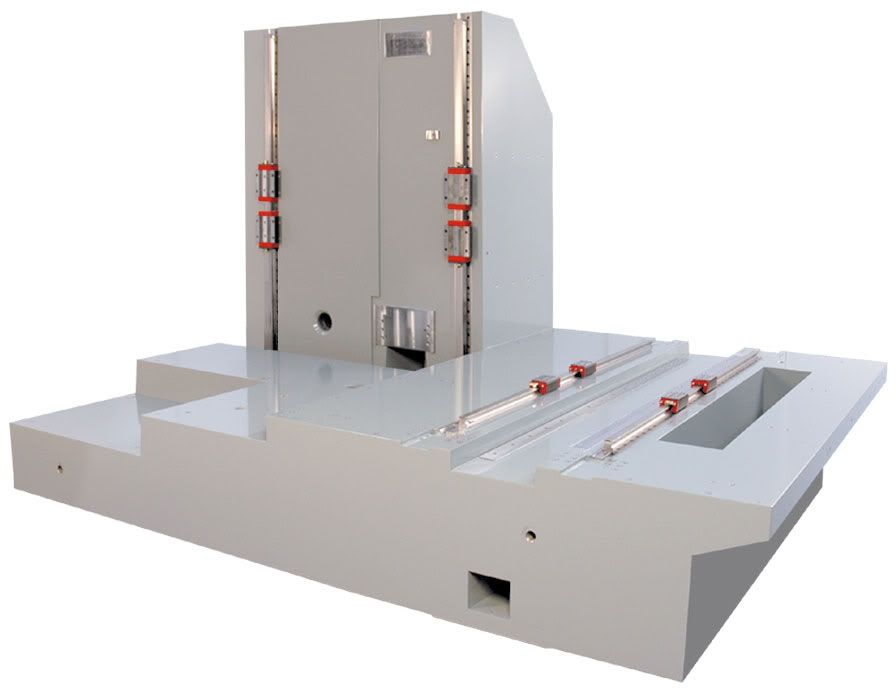
Wyglada skomplikowanie, ale tak na prawde nie jest. W 3 osiowej czy nawet 5 osiowej maszynie odlew korpusu bedzie mial tylko 2 osie i 2 powierzchnie do ustawienia.
Oto przyklad:

Nawet jak ktos odlewa caly korpus na raz to ma bardzo niewiele do ustawienia- tylko te dwie osie. Czyli przygotowuje 4 kawalki wykonczonej stali- z otworami- i tylko dba o to zeby sie nie przesuwaly podczas odlewania. Gdy calosc zastygnie maszyna jest gotowa do pracy- wystarczy przykrecic osprzet, lozyska i w droge. Bardzo prosty system.
Ok, powrot do mojej maszyny.
Bylbym sklonny do wykonania potrzebych powierzchni w warsztacie ale po pierwsze kosztowaloby to fortune a po drugie mijalo by sie z celem maszyny. Dlaczego fortune? Dlatego ze skoro wydawac wieksze pieniadze na dwie precyzyjne plaszczyzny to trzeba isc do konca i zrobic je jak to sie u nas mowi w tysiacu (0.001" albo 0.0254mm) . A taka precyzja podnosi koszt kilkukrotnie i wykoleja caly budzet. Po drugie, maszyna nie jest przeznaczona do precyzyjnego frezowania metalu i powierzchnie w tysiacu nie maja tu sensu, a skoro powierzchnie beda gorsze jak w tysiacu to ja nie bede placil za nie setek $. W sklepe leza plyty aluminiowe o podobnej precyzji; dlatego padlo na aluminum. Majac gotowe plyty w sklepie na rogu nie musialem kupowac uslug w warsztacie, wszystko bylo ciete w sklepie i gotowe na wymiar.
Dodatkowym bodzcem bylo to ze wraz z kolegami ktorzy pomagali mi w walce z tematem smialismy sie od poczatku ze nasze odlewy rozpadna sie pod wlasnym ciezarem; nikt nie byl pewien jak slaby bedzie ten material i dlatego podjalem decyzje zupelnego obciecia budzetu i zrobienie calego projektu z byle czego, byle tanio. Gdy sie rozpadnie przynajmniej nie beda sie ze m nie smiali..
A skoro calosc miala rozpasc sie pod wlasnym ciezarem to nie bylo mowy o odlaniu na raz w calosci, i zostala podjeta trudna decyzja o odlewaniu w czesciach. Sprawa problemowa bo tego typu maszyny robi sie zazwyczaj w jednym kawalku. Byly to dwa powazne kompromisy ale zupelnie uzasadnione.
Ok, material.
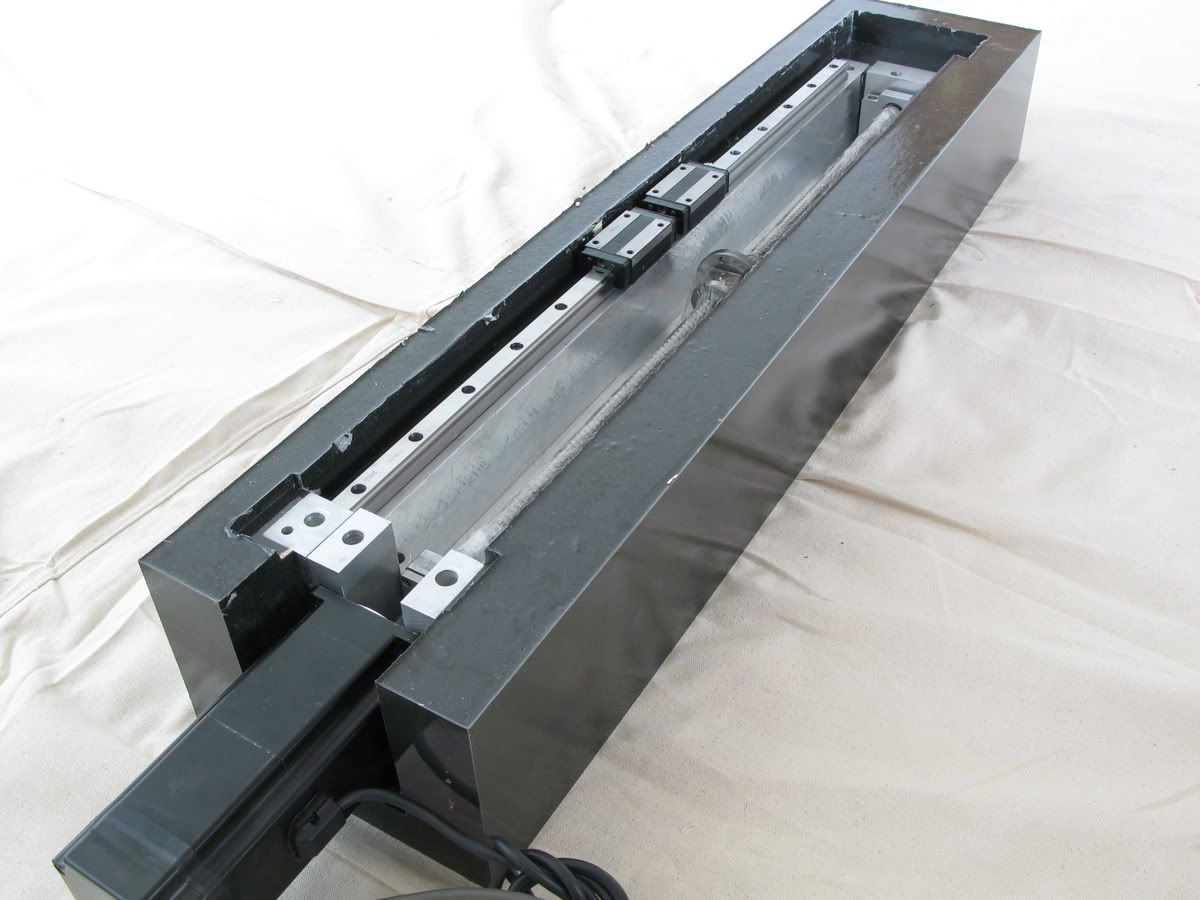
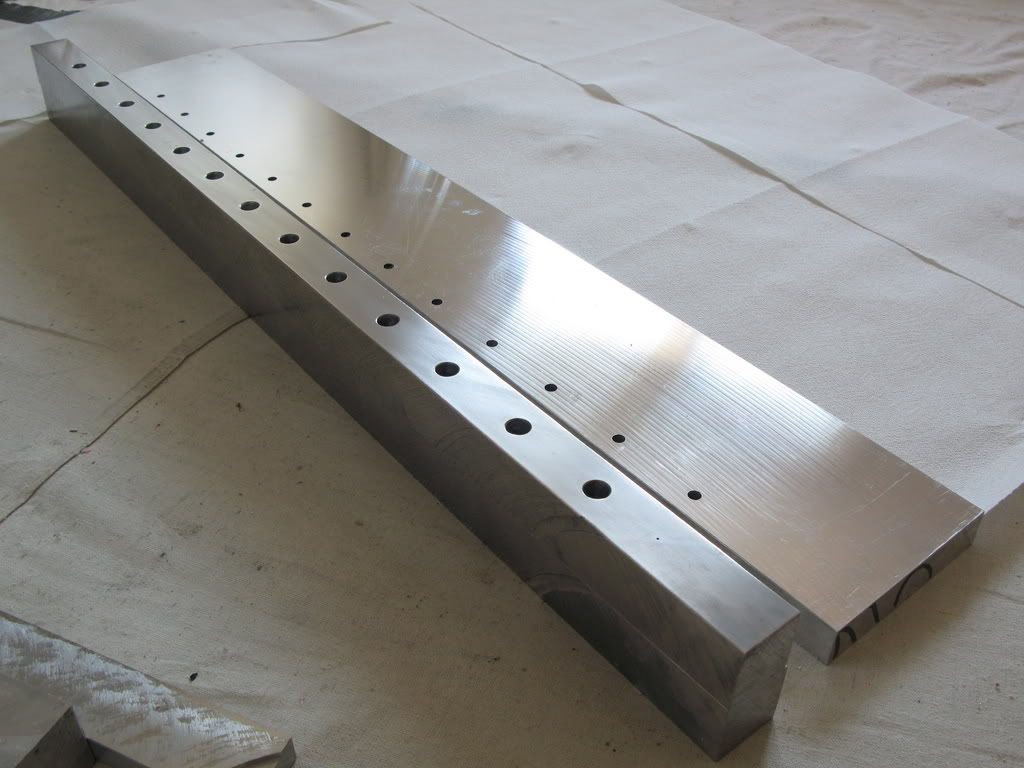
Aluminum o ktorym byla mowa to plyty mic6, sprzedawane w grubosciach 5-50mm i rozmiarach 1200 x 2400mm. Ciecie w sklepie za darmo, kazda plyta szlifowana, sprawdzana laserem i gwarantowana do 0.127mm na calej dlugosci. Faktyczna dokladnosc duzo lepsza, jeszcze nie spotkalem plyty ktora by sie roznila 0.127mm na dlugosci 2400mm. Ucieli mi w sklepie trzy kawalki ktore po skreceniu dawaly powierzchnie pod srube jak i oba lozyska. Nie moglem sie oprzec takiemu rozwiazniu- bylo super szybkie i cenowo nie do pobicia.

Teoretyczny maksymalny blad rozwiazania ponizej bylby 0.381mm- w przeczywistosci jest mniejszy niz 0.076mm. Sruba ktora tu widac pochodzi z innego projektu i bedzie uzyta tylko do testow sprawnosciowych. Dopiero wtedy zostanie zakupiona sruba wlasciwa, odpowiedniej grubosci i skoku.

Normalnie nie robi sie tego typu rzeczy w odlewach, robi sie jedna stalowa powierzchnie i to wszystko. Ja dodatkowo musialem sie zabezpieczyc bo jak wiemy moje odlewy mialy sie rozpasc pod wlasnym ciezarem


Calosc zostala umocowana w drewnianej formie i chwycona mocno srubami. Dlaczego to wyjasnie w innym odcinku. Ci co widzieli zdjecia moich wibratorow do betonu wiedza o co chodzi.

To tyle na dzisiaj, postaram sie uaktualniac temat przynajmniej raz w tygodniu, zdjec jest cala masa, rowniez tych nieudanych- wszystkie zostana zamieszczone. Za tydzien popracujemy nad piaskiem.
Pozdrowienia!




")



")

")