



Czyli coś takiego?
W/g opisu są już sterowniki 8255
https://pl.aliexpress.com/item/33032361 ... hweb201603_
Ulepszona konwersja CNC Proxxon MF70
moje modyfikacja ulepszające MF70
-
 TOP67
TOP67
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 27
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Ulepszona konwersja CNC Proxxon MF70
Tak, chociaż bardzo drogie a na zdjęciau są wsadzona A4988. Ja kupowałem poniżej stówy z DRV8825
-
moto332
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 8
- Posty: 8
- Rejestracja: 04 sie 2020, 07:51
Re: Ulepszona konwersja CNC Proxxon MF70
No właśnie przeglądam ali i są tańsze ale tylko na 3osie bez dublowania , chociaż dla mnie bez znaczenia bo mi dubel niepotrzebny.
Szukam dalej
Takie coś?
https://pl.aliexpress.com/item/40005953 ... hweb201603_
tylko zmienić stepstick na DRV8255 (koszt 3 sztuk 15zł)
Szukam dalej
Takie coś?
https://pl.aliexpress.com/item/40005953 ... hweb201603_
tylko zmienić stepstick na DRV8255 (koszt 3 sztuk 15zł)
-
TOP67
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 27
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Ulepszona konwersja CNC Proxxon MF70
Tak. Ten już jest w normalnej cenie.
Stepsticki wymieniłem na DRV8825 , bo wytrzymują wyższe napięcie. A MF-70 ma śruby o skoku 1 mm i silniki muszą się szybko kręcić.
Do prędkości 500 mm/min wystarczą A4899 na zasilaniu 24V
Stepsticki wymieniłem na DRV8825 , bo wytrzymują wyższe napięcie. A MF-70 ma śruby o skoku 1 mm i silniki muszą się szybko kręcić.
Do prędkości 500 mm/min wystarczą A4899 na zasilaniu 24V
-
TOP67
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 27
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Ulepszona konwersja CNC Proxxon MF70
żadna, moja pomyłka. Jest tylko 8825. Zaraz zgłoszę do moderacji
-
sasza7
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 1
- Posty: 9
- Rejestracja: 12 kwie 2011, 19:43
- Lokalizacja: Łódź
Re: Ulepszona konwersja CNC Proxxon MF70 - oś Z
Też mam tą frezarkę przerobioną na CNC. W dodatku na plastikowych mocowaniach  Jest plan żeby to ogarnąć, ale wiadomo nigdy nie ma czasu. Mam kilka pytań, bo z częścią rzeczy się mierzyłem.
Jest plan żeby to ogarnąć, ale wiadomo nigdy nie ma czasu. Mam kilka pytań, bo z częścią rzeczy się mierzyłem.
Czy po wymianie silnika nie ma problemu z wierceniem? U mnie zauważyłem, że przy za małych obrotach wiertło ma tendencję do utykania, przy za dużych się pali - więc tak naprawdę trzeba kontrolować obroty w trakcie albo stosować wysokiej jakości wiertła którym wyższe obroty tak bardzo nie przeszkadzają. Myślałem o dorobieniu sprzężenia zwrotnego od obrotów - tak żeby niezależnie od obciążenia utrzymywać je w stałym zakresie. Ale w sumie wymiana silnika wydaje się prostsza (+do silnika DC łatwiej dorobić sprzężenie zwrotne).
Przy dorabianiu tych płyt do silnika nie myślałeś żeby pójść za ciosem i wrzucić pomiędzy przekładnie na pasie zębatym - mi osobiście brakuje momentu - możliwości stosowania większych frezów do zgrubnego zebrania płaszczyzny. Widziałem też kiedyś, że ktoś stosował silniki BLDC ale tu znowu cena silnika i sterowania robi się nieprzyjemna.
Korzystam lepiej z linuxaCNC, ale cały komputer jest większy niż maszyna, więc kusi mnie żeby to zminiaturyzować.
Mógłbyś napisać coś więcej o sterowaniu?
GRBL na jakiej płytce?
Co stosujesz do wysyłania gcodu do sterownika?
Nie lepiej jest wsadzić coś pod kolumnę? Można się też wtedy pokusić o "podcięcie" samej kolumny o jaskółki, żeby zyskać jeszcze więcej w osi X.
Też kusi mnie wymiana śrub - problem polega tylko na co.
Trapezowych 6mm nie spotkałem, a 8 wymaga już sporych przeróbek
Czy po wymianie silnika nie ma problemu z wierceniem? U mnie zauważyłem, że przy za małych obrotach wiertło ma tendencję do utykania, przy za dużych się pali - więc tak naprawdę trzeba kontrolować obroty w trakcie albo stosować wysokiej jakości wiertła którym wyższe obroty tak bardzo nie przeszkadzają. Myślałem o dorobieniu sprzężenia zwrotnego od obrotów - tak żeby niezależnie od obciążenia utrzymywać je w stałym zakresie. Ale w sumie wymiana silnika wydaje się prostsza (+do silnika DC łatwiej dorobić sprzężenie zwrotne).
Przy dorabianiu tych płyt do silnika nie myślałeś żeby pójść za ciosem i wrzucić pomiędzy przekładnie na pasie zębatym - mi osobiście brakuje momentu - możliwości stosowania większych frezów do zgrubnego zebrania płaszczyzny. Widziałem też kiedyś, że ktoś stosował silniki BLDC ale tu znowu cena silnika i sterowania robi się nieprzyjemna.
Korzystam lepiej z linuxaCNC, ale cały komputer jest większy niż maszyna, więc kusi mnie żeby to zminiaturyzować.
Mógłbyś napisać coś więcej o sterowaniu?
GRBL na jakiej płytce?
Co stosujesz do wysyłania gcodu do sterownika?
Też mam ten problem szczególnie przy wierceniu.TOP67 pisze: ↑15 maja 2020, 17:30Jednym z ograniczeń tak małej maszynki jest ograniczony zasięg w osi Z. Oczywiście nie mam zamiaru frezować na głębokość 5 cm, ale czasami nie można wycofać nawet krótkiego frezu przy wysokim obiekcie zamocowanym w dodatku w imadle. Dlatego kolejną modyfikacją jest zwiększenie zasięgu osi Z. Przy okazji ułatwi to zamontowanie silnika, bo teraz to jest partyzantka nałożona na plastikowy dekielek
Nie lepiej jest wsadzić coś pod kolumnę? Można się też wtedy pokusić o "podcięcie" samej kolumny o jaskółki, żeby zyskać jeszcze więcej w osi X.
Też kusi mnie wymiana śrub - problem polega tylko na co.
Trapezowych 6mm nie spotkałem, a 8 wymaga już sporych przeróbek
-
TOP67
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 27
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Ulepszona konwersja CNC Proxxon MF70
Wiercenia dużo nie mam. Do 3 mm wiertła dają radę. Wycofuję co 0,5 mm i polewam IPA. Większe otwory frezuję spiralnie.
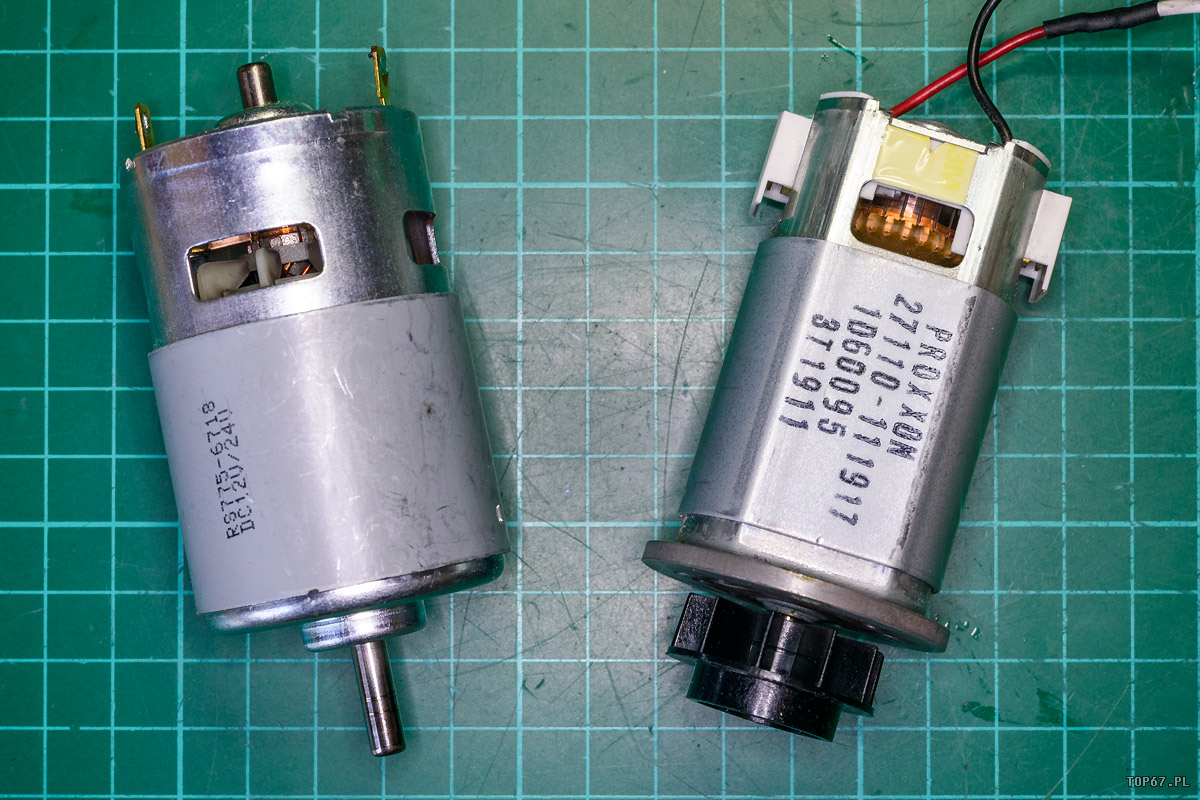
Mam zresztą dwa silniki 775. Jeden 3500 rpm i drugi 11000 rpm.
Też myślałem o przekładni pasowej i silniku BLDC, ale razem z wymianą wrzeciona na ER11. Ostatecznie raczej zrobię większą frezarkę 400-500W
Aktualnie mam GRBL na Arduino UNO + CNC Shield. Miałem wcześniej płytki typu Woodpecker 2 i 3.3. Tutaj je kiedyś omawiałem sterowanie-i-oprogramowanie-minifrezark ... ml#p708006
Do wysyłania używam Candle
Zwiększenie zakresu osi Z przez podniesienie kolumny jest kolejną możliwością. Ale wpływa to na sztywność, więc musi być zrobione porządnie. Natomiast podniesienie dekielka ułatwia montaż silnika i jest prostsze do wykonania.
Mam zresztą dwa silniki 775. Jeden 3500 rpm i drugi 11000 rpm.
Też myślałem o przekładni pasowej i silniku BLDC, ale razem z wymianą wrzeciona na ER11. Ostatecznie raczej zrobię większą frezarkę 400-500W
Aktualnie mam GRBL na Arduino UNO + CNC Shield. Miałem wcześniej płytki typu Woodpecker 2 i 3.3. Tutaj je kiedyś omawiałem sterowanie-i-oprogramowanie-minifrezark ... ml#p708006
Do wysyłania używam Candle
Zwiększenie zakresu osi Z przez podniesienie kolumny jest kolejną możliwością. Ale wpływa to na sztywność, więc musi być zrobione porządnie. Natomiast podniesienie dekielka ułatwia montaż silnika i jest prostsze do wykonania.
-
Avalyah
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 2475
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
Re: Ulepszona konwersja CNC Proxxon MF70
Można wiercić frezem, jak jest jednopiórowy i polerowany (oczywiście mówimy o wierceniu w aluminium) to powinien wytrzymać całkiem sporo. Nawet, jak się ładuje w otwór bez wycofywania, na raz. Ja tak wiercę frezem fi1,5mm i fi2mm otwory o głębokości 5-6mm na sucho w alu PA6 i chociaż zdarza się złamać frez raz na jakiś czas to i tak średnio wychodzi kilkaset otworów na jeden taki frezik za 20zł. Swojego czasu wierciłem po 36 otworów fi1,5mm na jednym detalu, a tych detali po 50 jeden za drugim i gdybym się bawił w wycofywanie itp. to bym do dzisiaj te otwory wiercił. Frez, maks obroty i cyk otwór na raz z niemałym posuwem 
-
danielsc1
- Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 1
- Posty: 45
- Rejestracja: 03 lis 2021, 13:58
Re: Ulepszona konwersja CNC Proxxon MF70 - silnik
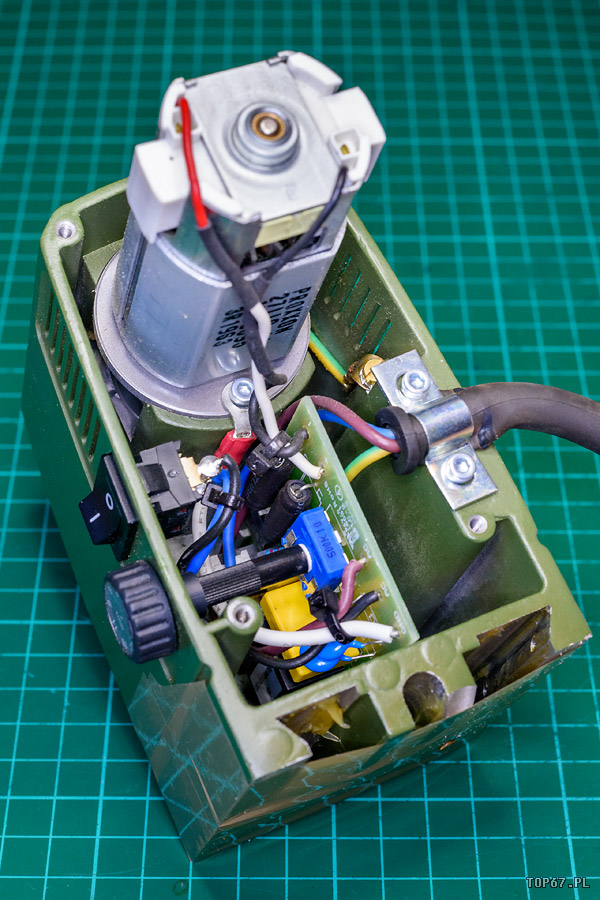
zastanawiam się, czy były różne wersje mf70? bo u mnie przeniesienie napędu wygląda inaczej niż u Pana. tzn. jest połączone kołem zębatym.TOP67 pisze: ↑09 maja 2020, 15:35Kolejną modyfikacją którą zrobiłem, była wymiana silnika AC na DC.
Oryginalny silnik komutatorowy AC 100W jest bardzo głośny i stosunkowo słaby. Poza tym ma ograniczoną regulację obrotów i tylko ręczną.
zamontowany jest na dwóch wkrętach
Poniżej jest sprzęgło wrzeciona
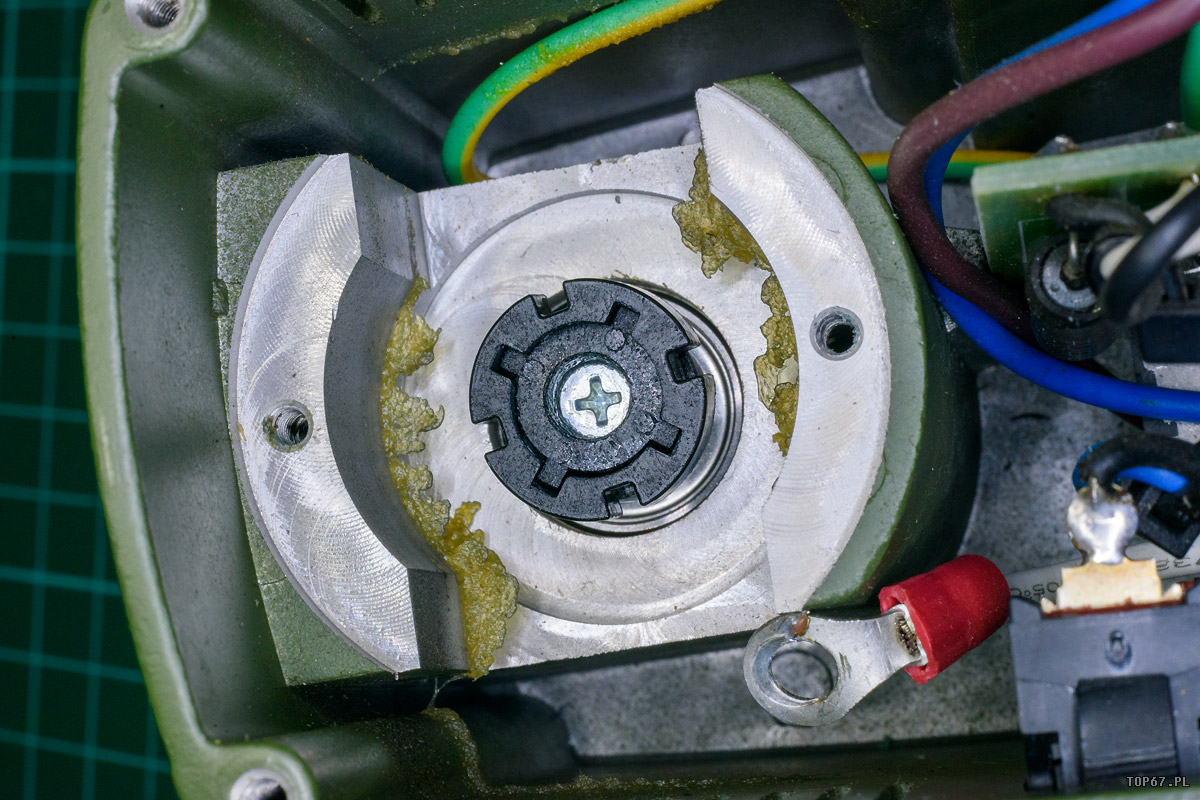
Niestety silnik 775 ma większą średnicę i zasłania otwory
Dorobiłem więc dwie płytki z przesuniętymi otworami.
Jedna mocowana do korpusu
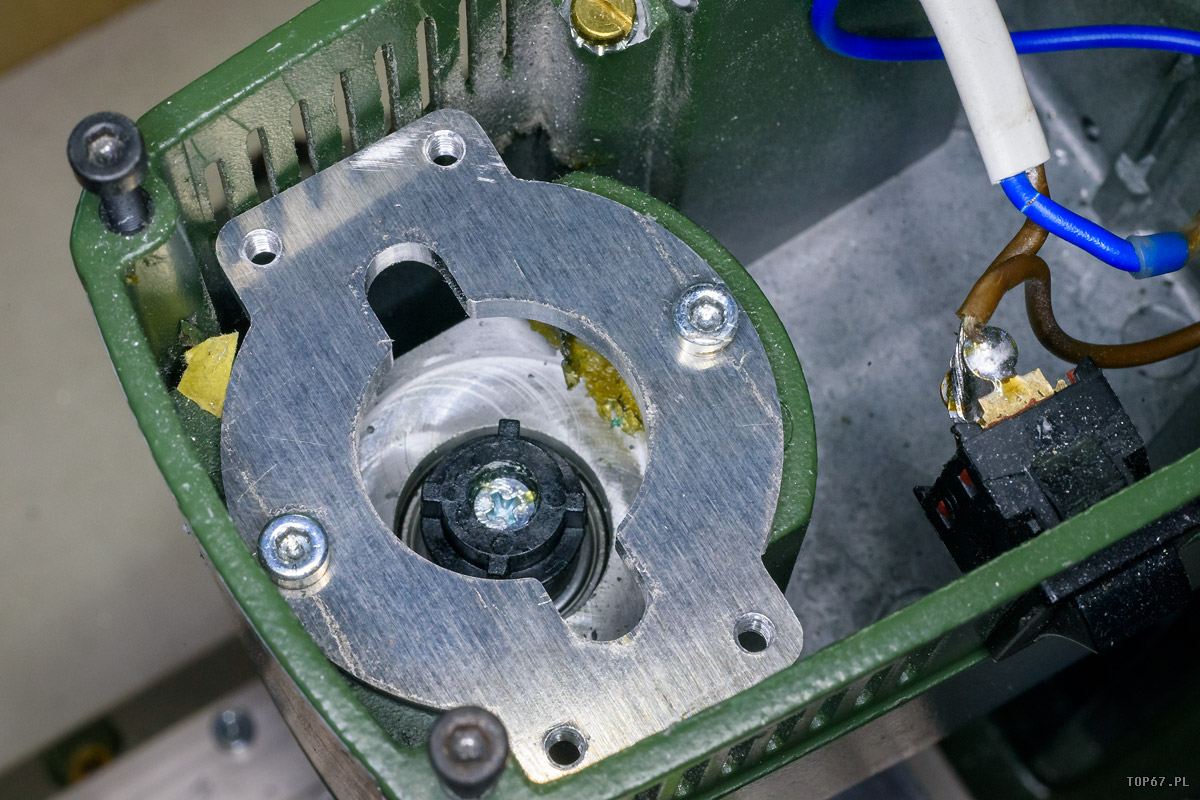
Druga do silnika (tu z przekładką amortyzującą).
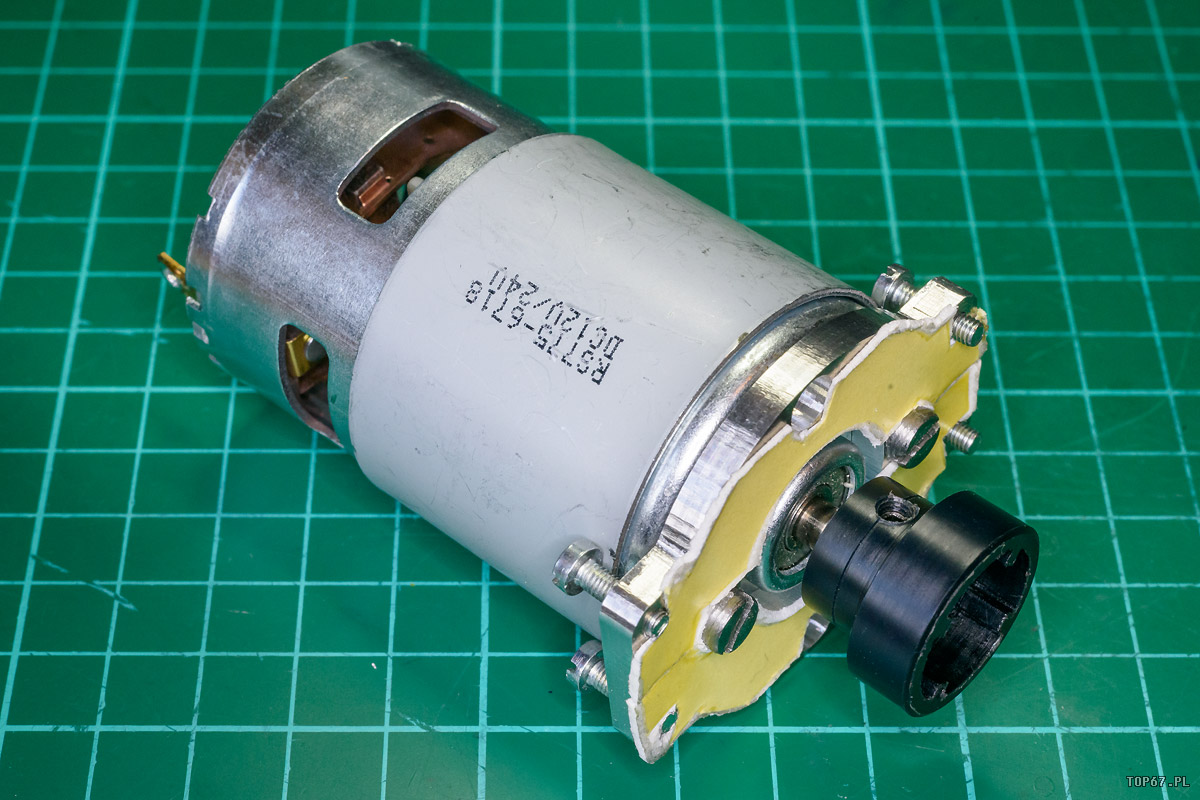
Do tego jeszcze sprzęgło na oś 5 mm

Całość skręcona czterema śrubami
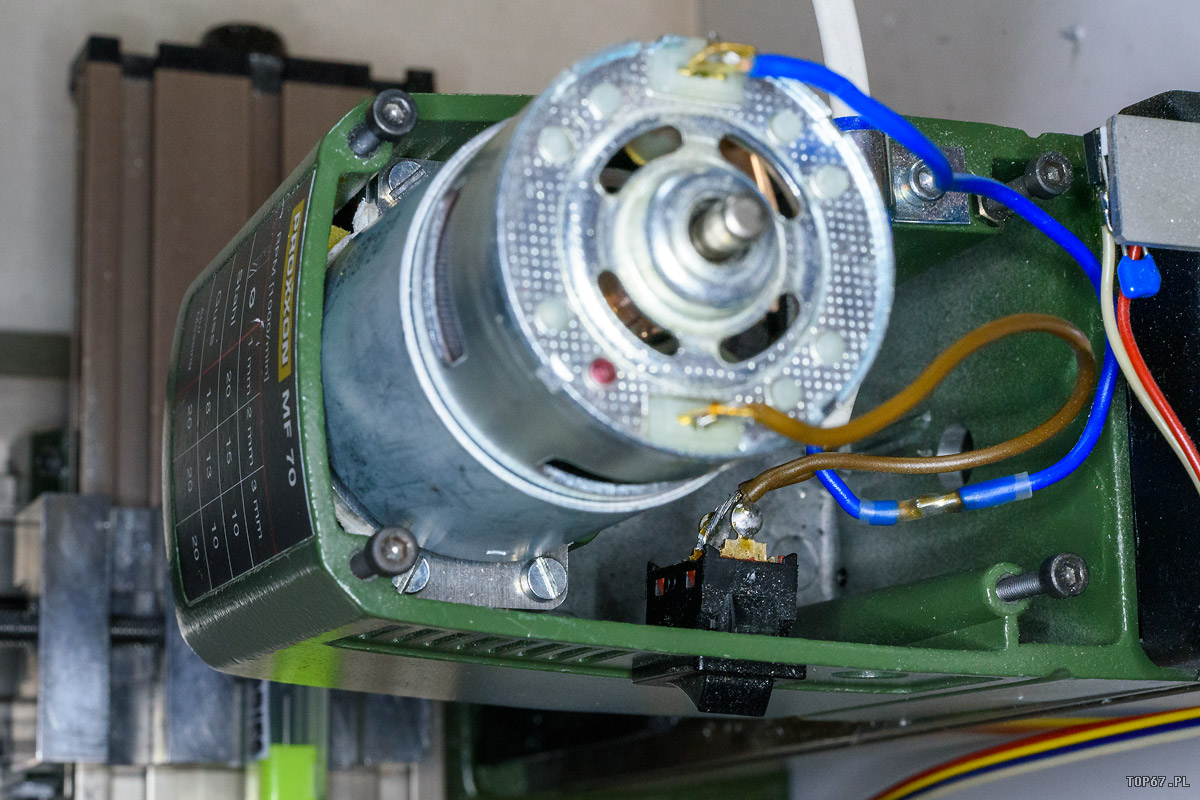
Teraz mam dużo cichszy silnik, regulowany z GRBL i o większej mocy. Dodatkowo zamontowałem amperomierz, który pokazuje mi obciążenie wrzeciona.
Ponieważ silniki 775 są bardzo tanie, kupiłem dwa. 20000 rpm przy 24V i 7000 rpm przy 24V. W razie potrzeby większego momentu na niskich obrotach bez problemu mogę wymienić silnik.
postanowiłem wymienić silnik, bo ten fabryczny jest troszkę za słaby, przy frezowanie pod obciążeniem zaczyna dymić, więc tak myślę że odchodzi do krainy wiecznych łowów

a kupiłem dwa silniki z serii 775 i któryś na pewno wykorzystam, pytanie tylko o zasilanie? chciałbym mieć sterowanie ręczne jak narazie, czy zasilacz od laptopa się prawdzi? napięcie na wyjściu ma 48v i 2.0A?
Dodane 8 minuty 57 sekundy:
Re: Ulepszona konwersja CNC Proxxon MF70
a jak wyciągnąć wrzeciono z mf70? nie uszkadzając go?
- Załączniki
-
-






