Jak te twoje krzywizny nie są jakieś drastyczne (wyboiste) to może warto się zastanowić nad jakimś czujnikiem mechanicznym typu przejazd kółeczkiem którego ruch dół-góra zamieniane byłoby na napięcie za pomocą potencjometru. Pewnie też by działało
700 euro netto ... o trochę sporo :/
Gdyby nawet w złotych to było by sporo
Czyli raczej nic takiego nie zamontuje no chyba że ktoś coś taniego wymyśli
może udało by się coś takiego wymontować z dalmierza takiego ręcznego można je kupić już za 300zł a przynajmniej koło tej ceny dałem i plamka mała jest no a dokładność dobra tylko raczej są wolne chyba te mierniki...
[ Dodano: 2011-12-13, 21:39 ]
znalazłem link z filmikiem jak wygląda takie pozycjonowanie przyssawek
Wończe robić tego typu rozwiązanie choć sporo uproszone
[ Dodano: 2011-12-13, 23:29 ]
Zauważyłem jeszcze jedną rzecz która jest dla mnie dość nie ciekawa dokładnie to chodzi o zejścia. W programie można podzielić zejście na kilka kolejnych przebiegów z tym że każde zejście ma tą samą wartość. Obecnie w programie mam (zresztą bardzo słabym) możliwość wpisania co ile ma schodzić frez i np jeśli mam frez kształtowy (np stożek) mogę zrobić tak by ostatnie wejście zbierało najmniej było swego rodzaju wykończeniem. więc tak:
W piko kam np mam zejść o 12 w 3 wejściach to każde zejście mam po 4mm
a można by zrobić tak zejście o 12 ale wpisuje 5.5 i schodzi w trzech etapach ale ostatni etap to 1mm co pewnie zostawi lepszą jakość frezowania niż wchodzenie w większą ilość materiału a w ostateczności zawsze możesz sprowokować maszynę do normalnego zachowania wg tego co jest teraz. np zejście do 12 wpisuje schodź co 4 i mamy trzy zejścia ...
może by to zmienić przy frezach kształtowych dość niezbędne
Zważywszy, że masz zamiar z generatora korzystać to nie wiem czy i tak by Ci się to przydało.
Nie chcę zmieniać tego co jest, gdyż są użytkownicy którzy już mają pliki produkcyjne w tym formacie.
...Chyba, że ilość przejść wpisywało by się ułamkowo, ale trzeba by to przemyśleć.
[ Dodano: 2011-12-27, 13:21 ]
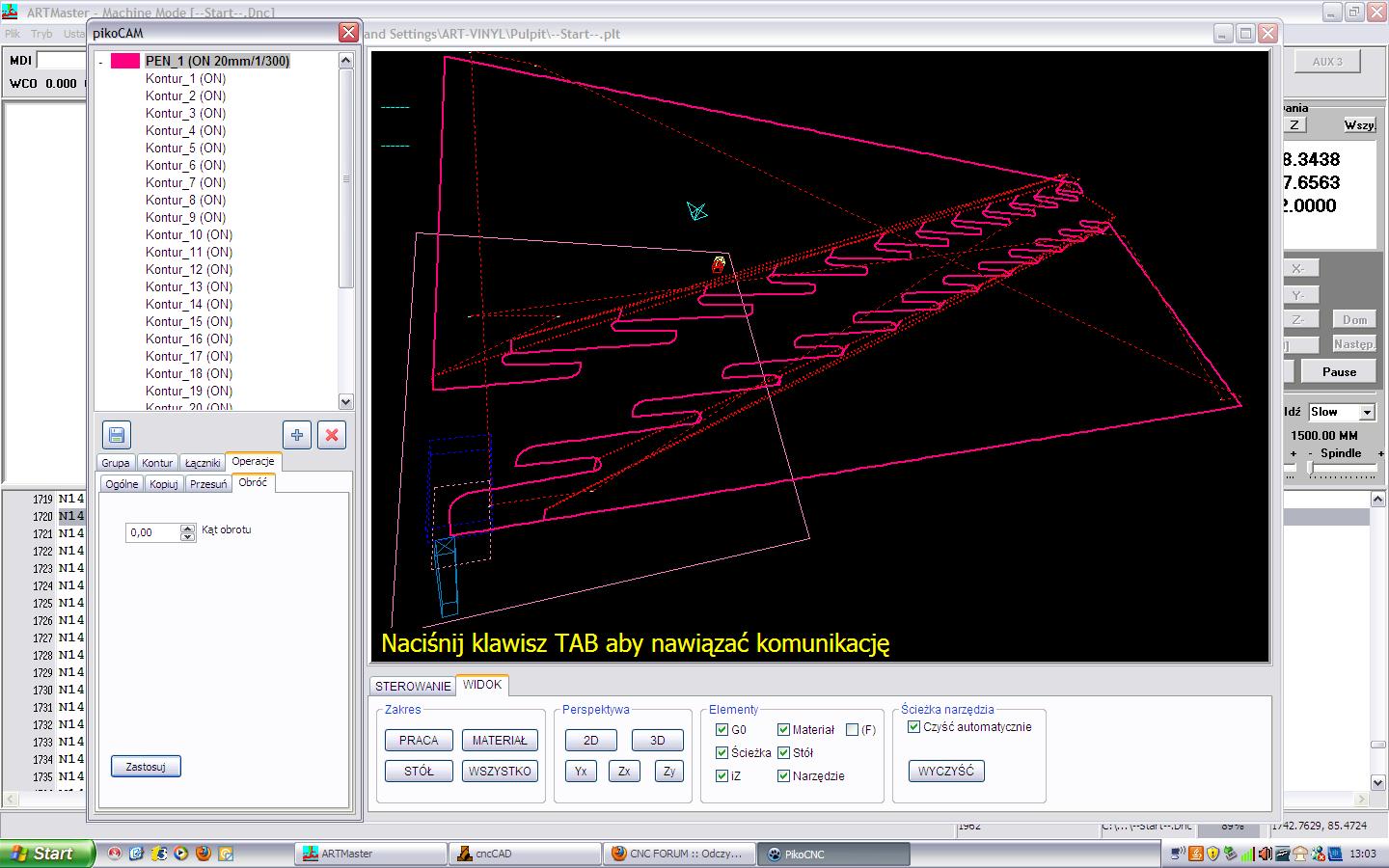
Dziś frezowałem coś takiego jak na fotce i niestety wystąpił mi spory problem Plik który mam nie jest idealny bo linia frezowania składa się z wielu skopiowanych fragmentów i zwyczajnie nie jestem w stanie zrobić na nim kilku operacji:
- nie mogę ustawić offsetu bo jest nie zamknięty
- frez podnosi się na łączeniach mimo tego że koniec i początek następnej figury się pokrywa.
Przydało by się coś co łączyło by ...czy ją domykało jeśli linia w grupie jest np do 0.1mm
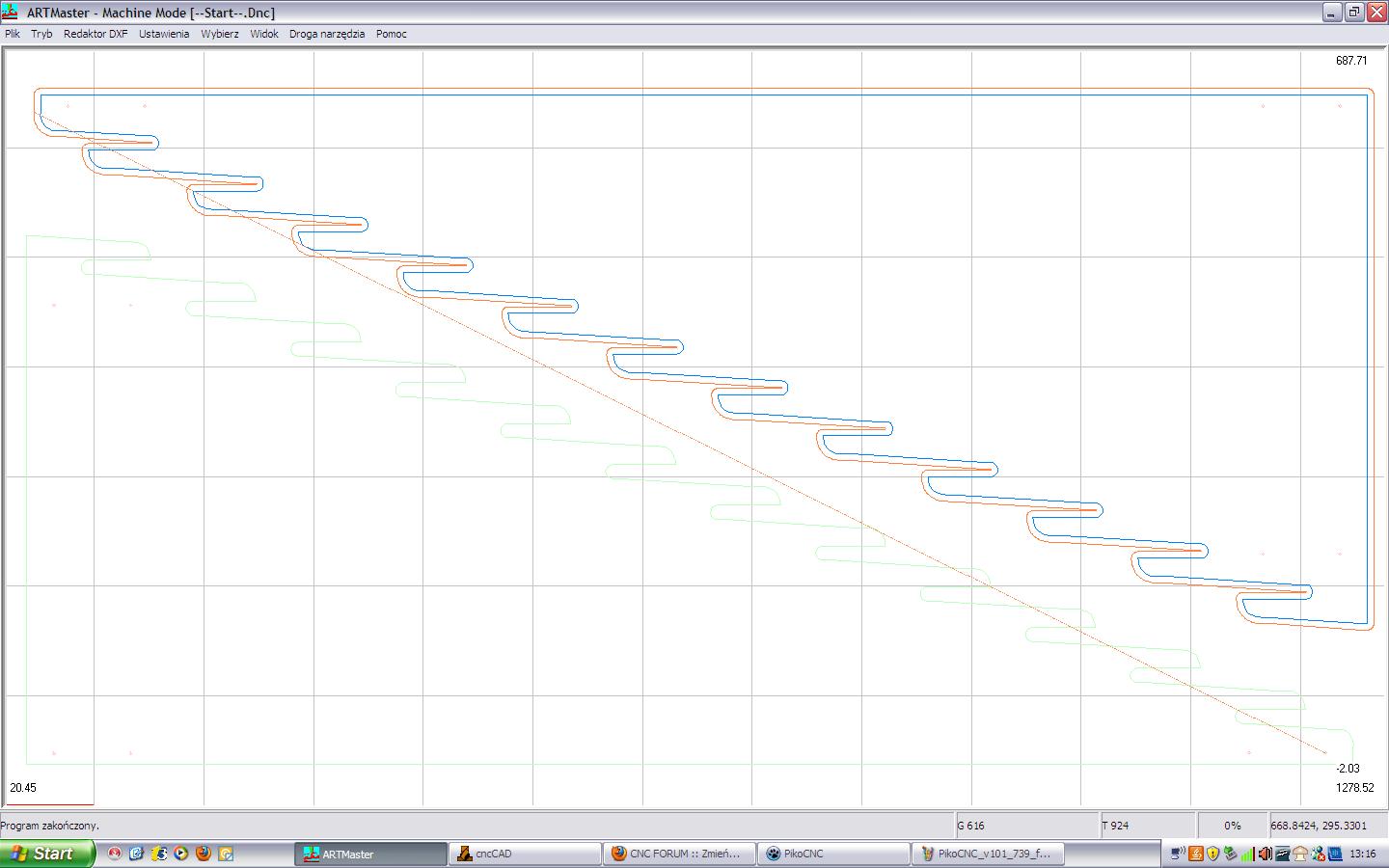
Na szczęście stary program radzi sobie z tym bez problemu i wszystko poszło...
Niestety nie jestem też w stanie poprawić pliku PLT by domknąć te figury moim oprogramowaniem...
z tak to wygląda wyjściowo w starym programie jaki mam...
Może by założyć dział poświęcony oprogramowaniu PikoCNC w "Programy sterujące".
Ułatwi to przyszłym lub aktualnym użytkownikom tego oprogramowania kierowanie konkretnych pytań lub dzielenie się doświadczeniem z innymi użytkownikami. Z racji tego, że oprogramowanie jest bardzo interesujące liczba użytkowników jak widać wzrasta





")




")







