



Ten drugi pasek emco 8 to jest pasek zebaty z silnika na kolo posrednie, jest o wiele krotszy i szerszy ,
Do gwintow bede uzuwal poprostu zebatek... Bez kombunacji,
Gdzie teraz znalezc pasek klinowy 5x 710???
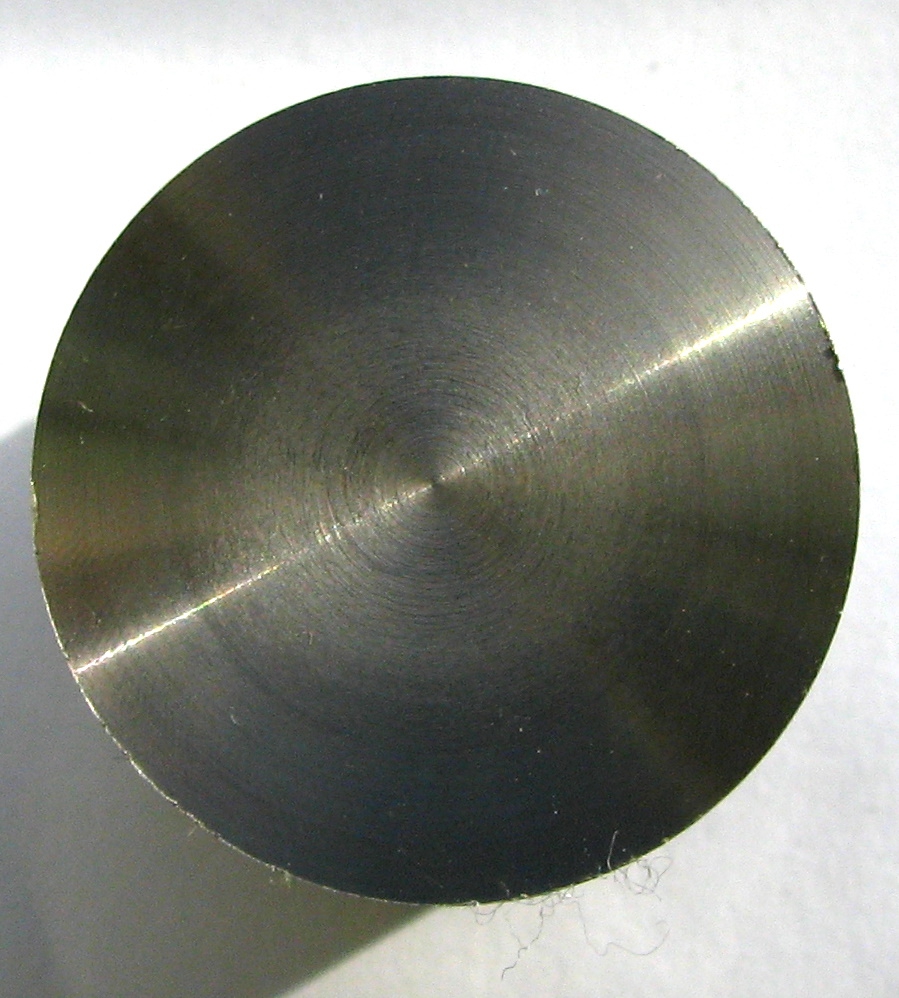
slaba jakosc toczenia


-
 GrafRamolo
GrafRamolo
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 6
- Posty: 707
- Rejestracja: 03 sty 2011, 23:18
- Lokalizacja: warszawa
- Kontakt:
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 10
- Posty: 12345
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Pas klinowy poliuretanowy Polyflex 5M710, http://tlc.pl/oferta.html
http://www.google.pl/url?sa=t&rct=j&q=& ... 0100,d.bGQ str. 33/76
http://www.google.pl/url?sa=t&rct=j&q=& ... 0100,d.bGQ str. 60/86
http://www.gufero.com/eshop-kategorie-k ... ur-5m.html
mikropasy o zbliżonej długości
http://www.ebmia.pl/pasy-klinowe-mikrop ... wgodUxMAOw
poliuretanowe, klinowe i okrągłe http://www.google.pl/url?sa=t&rct=j&q=& ... 0100,d.bGQ
http://www.google.pl/url?sa=t&rct=j&q=& ... 0100,d.bGQ str. 33/76
http://www.google.pl/url?sa=t&rct=j&q=& ... 0100,d.bGQ str. 60/86
http://www.gufero.com/eshop-kategorie-k ... ur-5m.html
mikropasy o zbliżonej długości
http://www.ebmia.pl/pasy-klinowe-mikrop ... wgodUxMAOw
poliuretanowe, klinowe i okrągłe http://www.google.pl/url?sa=t&rct=j&q=& ... 0100,d.bGQ
pozdrawiam,
Roman
Roman
-
kaczyniak
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 13
- Posty: 255
- Rejestracja: 07 maja 2012, 01:19
- Lokalizacja: Groningen/ Ostrołęka
- Kontakt:
maly up-date, dla przyszłych pokoleń...
jakość toczenia do tej pory nie była zadowalajaca... czasami było calkiem niezle, a czasami calkiem beznadziejnie...
po przeglądzie całej maszyny i kasacji wszystkich luzow, zauwazylem wciąż spory luz na saniach poprzecznych, przez co noz wpadal w duże wibracje...
niby srubki od kasacji luzu były mocno dociagniete... ale luz dalej wystepowal,
okazało się, ze gwint od tych srubek, przy samym końcu był "zapchany" przez co sruby nie dochodzily do samego końca...
przegwintowalem szystko na nowo, usunal luz na 100%
i EUREKA!!!
jak ręką odjął... czy na posuwie recznym, czy auto, jest elegancko
pozdrawiam
jakość toczenia do tej pory nie była zadowalajaca... czasami było calkiem niezle, a czasami calkiem beznadziejnie...
po przeglądzie całej maszyny i kasacji wszystkich luzow, zauwazylem wciąż spory luz na saniach poprzecznych, przez co noz wpadal w duże wibracje...
niby srubki od kasacji luzu były mocno dociagniete... ale luz dalej wystepowal,
okazało się, ze gwint od tych srubek, przy samym końcu był "zapchany" przez co sruby nie dochodzily do samego końca...
przegwintowalem szystko na nowo, usunal luz na 100%
i EUREKA!!!
jak ręką odjął... czy na posuwie recznym, czy auto, jest elegancko
pozdrawiam
-
 rc36
rc36
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 2379
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Podłączę się pod temat i spytam co może być przyczyna tego, że przy toczeniu wałka od czoła na początku jest dobra powierzchnia, a im bardzie zbliżam się do osi obrotu powierzchnia jest coraz gorsza. Na początku jak toczę, wiór jest w kształcie sprężynki a wraz ze zbliżaniem się do osi obrotu jest łamliwy i czuć na korbce większy opór. Nóż którym toczę to CTFPR płytka TPUN 110304 problem dotyczy tylko stali.
-
jasiu...
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 6112
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Brak możliwości zachowania stałej prędkości skrawania - tej w metrach na minutę - w miarę zbliżania się do osi.
Masz tutaj kalkulatorek: http://www.dolfamex.com.pl/kalkulator,pl.htm
Wpisujesz tam gdzie pisze obroty parametry takie, jakimi powinno się skrawać płytką. Nie znam materiału, ale niech będzie np. 160 m/min.
I teraz piszesz coraz mniejsze średnice.
Dla 100 mm po naciśnięciu "oblicz" wyskakuje 508 obr/min.
Dla 80 mm wychodzi 636. Dobra przyśpieszmy.
Dla 20 mm masz 2546
A dla dwóch milimetrów - jak zbliżasz się do osi wychodzi 25469 obr.min.
I jeśli twój wałek by się kręcił z tą prędkością w tym miejscu, to powierzchnię miałbyś do końca ładną, o ile przy tej prędkości wałka by nie wyrwało w kosmos.
Więcej na temat zależności powierzchni od warunków skrawania masz tutaj: https://www.cnc.info.pl/topics66/chropo ... t48447.htm poczytaj sobie, w jakich zakresach prędkości powstaje narost na ostrzu, który psuje ci powierzchnię.
Masz tutaj kalkulatorek: http://www.dolfamex.com.pl/kalkulator,pl.htm
Wpisujesz tam gdzie pisze obroty parametry takie, jakimi powinno się skrawać płytką. Nie znam materiału, ale niech będzie np. 160 m/min.
I teraz piszesz coraz mniejsze średnice.
Dla 100 mm po naciśnięciu "oblicz" wyskakuje 508 obr/min.
Dla 80 mm wychodzi 636. Dobra przyśpieszmy.
Dla 20 mm masz 2546
A dla dwóch milimetrów - jak zbliżasz się do osi wychodzi 25469 obr.min.
I jeśli twój wałek by się kręcił z tą prędkością w tym miejscu, to powierzchnię miałbyś do końca ładną, o ile przy tej prędkości wałka by nie wyrwało w kosmos.
Więcej na temat zależności powierzchni od warunków skrawania masz tutaj: https://www.cnc.info.pl/topics66/chropo ... t48447.htm poczytaj sobie, w jakich zakresach prędkości powstaje narost na ostrzu, który psuje ci powierzchnię.






