I tak minęło znowu trochę czasu a na zabawy jak zwykle czasu było za mało. A Tokarka której używałem była Trochę badziewna. A jeszcze spieprzyłem i stoczyłem za dużo z jednej strony. Znowu musiałem dospawać jakiś naddatek na długości. Potem podtoczylem i okazało się ze nadal za mało było z jakiejś strony.
Dodane 1 minuta 2 sekundy:

I tak minęło znowu trochę czasu a na zabawy jak zwykle czasu było za mało. A Tokarka której używałem była Trochę badziewna. A jeszcze spieprzyłem i stoczyłem za dużo z jednej strony. Znowu musiałem dospawać jakiś naddatek na długości. Potem podtoczylem i okazało się ze nadal za mało było z jakiejś strony.


 Dodane 2 minuty 53 sekundy:
Dodane 2 minuty 53 sekundy:
Postanowiłem działać radykalnie jak Szalony używając specyfiku Auto-weld

Pierwszym pomysłem było żeby silnik wytoczył sobie Wałek sam na starej tokarce, Przeciskałem cały Korpus do Łoża przy pomocy zacisków stolarskich jednak układ ten nie dał się dobrze wycentrować i wpadał w drgania:
 Dodane 57 sekundy:
Dodane 57 sekundy:
Z tyłu silnika był wsadzony w Kieł zamocowany w uchwycie ale otwór z przodu nie był wystarczająco Osiowy i związku z tym wszystko troszkę za mocno się trzęsła.
Dodane 2 minuty 14 sekundy:
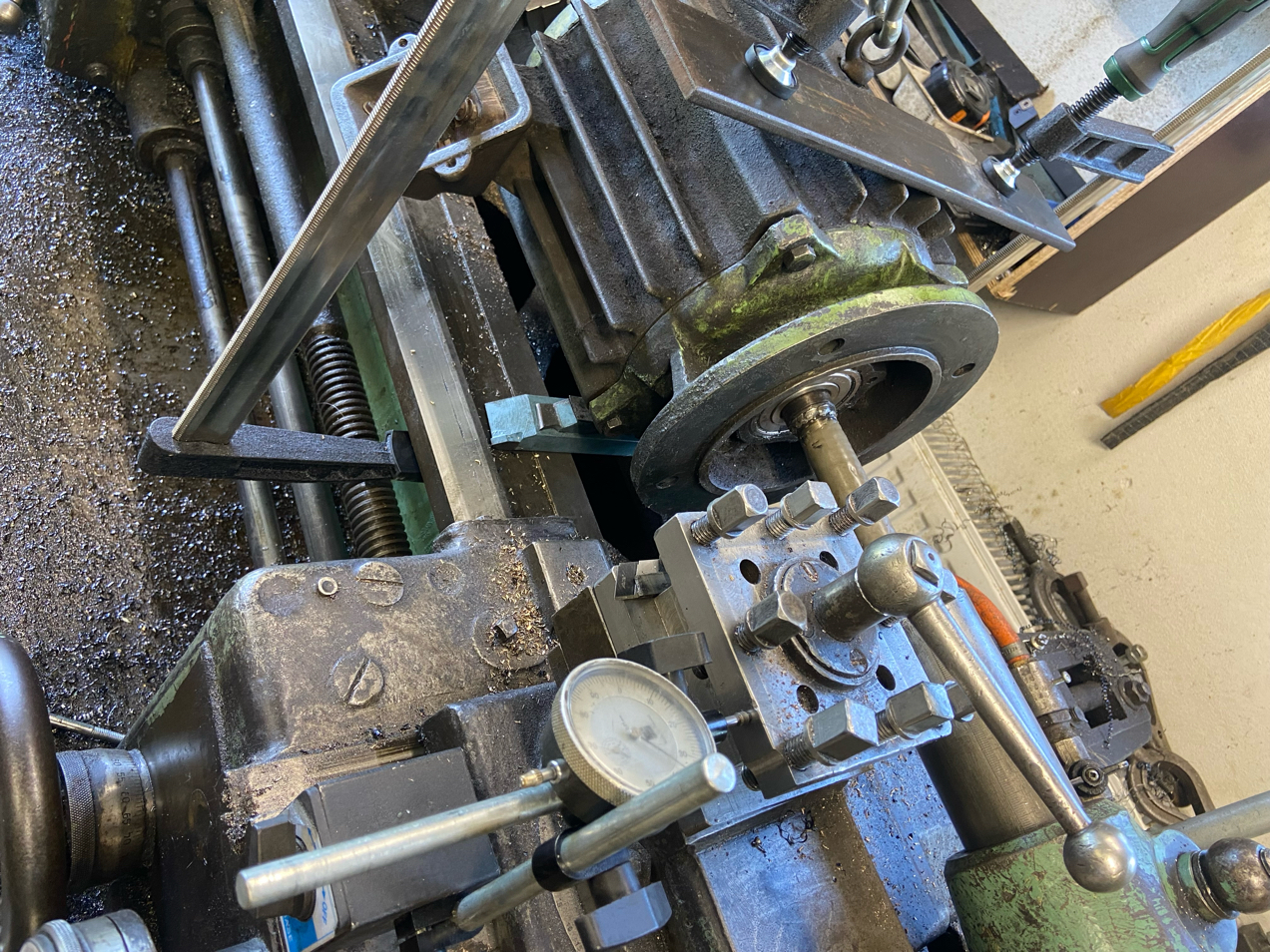
To wymagało ode mnie kolejnej inicjatywy i postanowiłem że przytoczę sobie ten Wałek na Frezarce. Nie miałem jednak jak zamocować noża musiałem do tego celu zdjąć głowice, wywiercić w niej otwory a następnie przygotować sobie długi Profil stalowy który po spawałem z Ceownika oraz płaskownika ponawiercałem i tak dostałem uchwyt do noża Tokarskiego:
 Dodane 2 minuty 31 sekundy:
Dodane 2 minuty 31 sekundy:
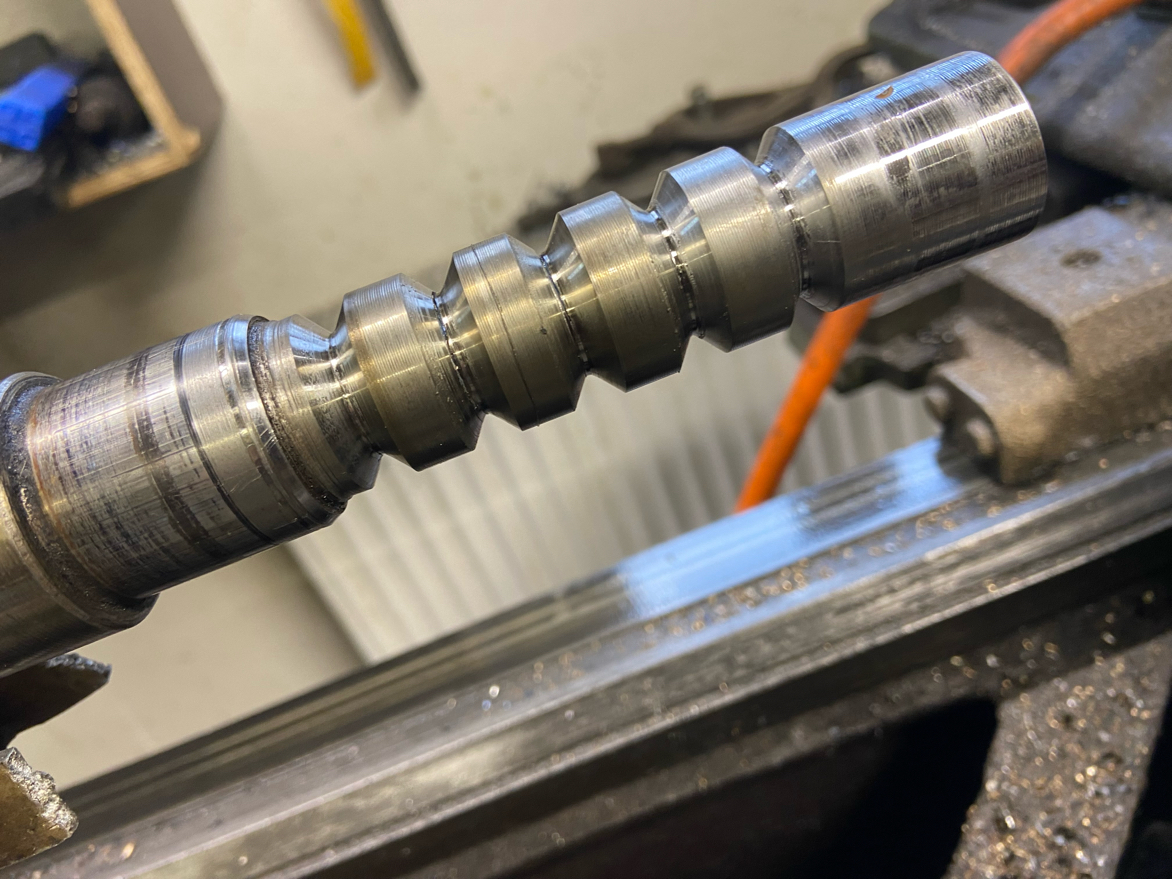
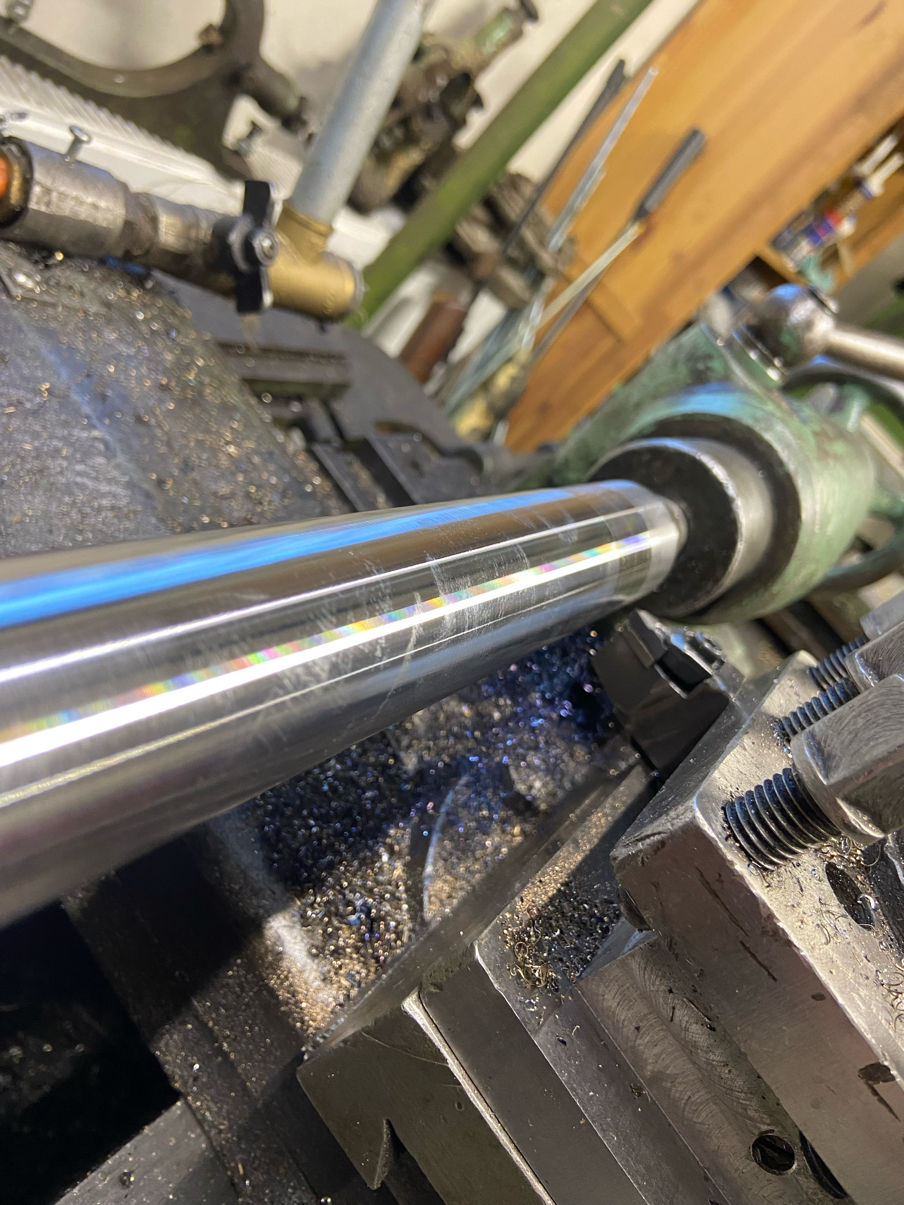
Przytoczyłem najpierw delikatnie żeby zobaczyć jaki mam Stożek a następnie odpowiednio poprawiłem i było do dwóch trzech setek na długości tego wałka i zwężało się w stronę jego końca więc było akceptowalne. Przytoczyłem zatem pod wymiar

Faktycznie z jednej strony było ok a z drugiej za mało stali ale było to uzupełnione specyfikiem Auto weld:
 Dodane 2 minuty 20 sekundy:
Dodane 2 minuty 20 sekundy:
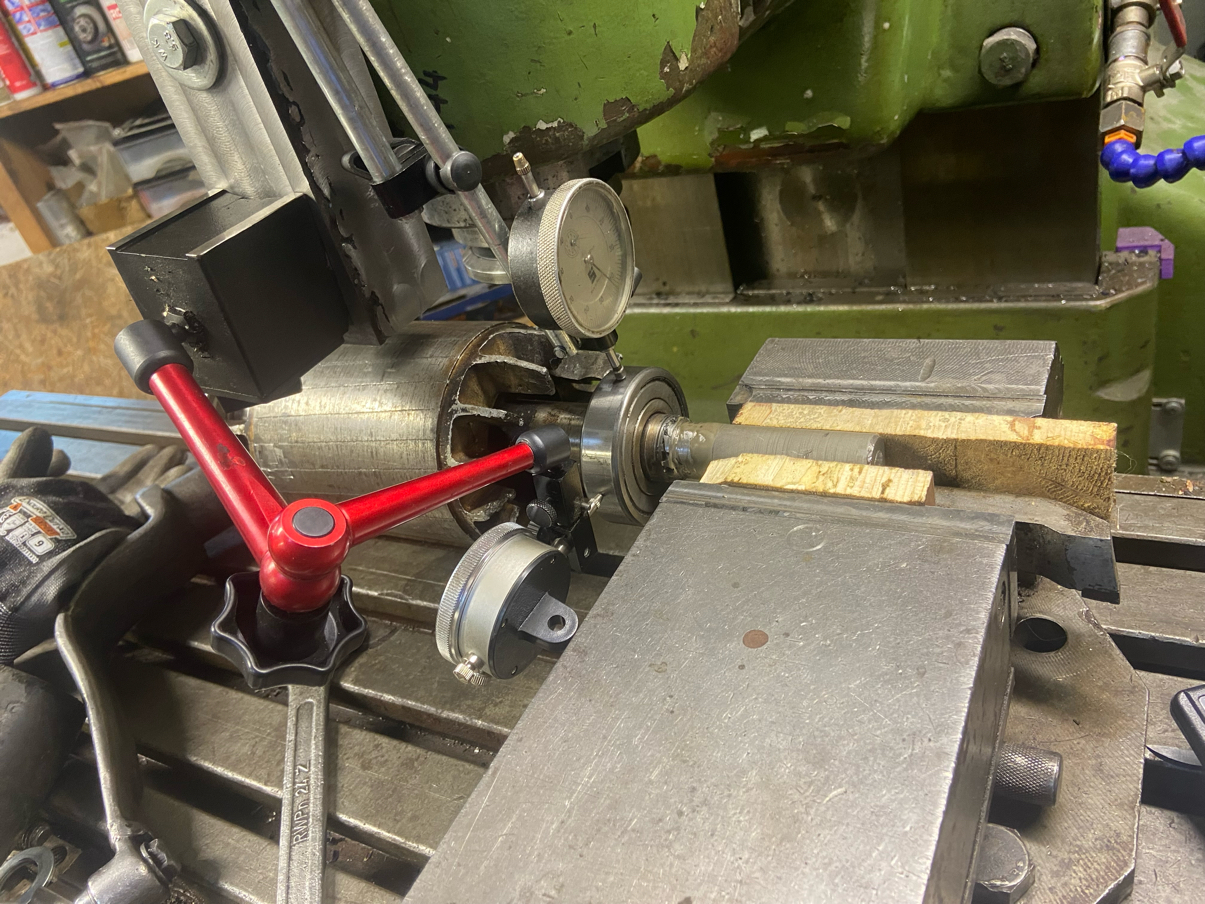
Dzięki dorobione mu profilowi stalowe mu do głowicy wreszcie mogłem mocować wygodnie kilka Zegarów pomiarowych Naraz tego mi zawsze brakowało na mojej fryzjerce. Tak z łatwością wy centrowałem wirnik pod frezowanie Rówka względem Łożysk:
 Dodane 2 minuty 50 sekundy:
Dodane 2 minuty 50 sekundy:
Zanim to zrobiłem sprawdziłem jednak wyważenie dynamiczne nowoczesną Innowacyjna metoda na Ścisk i stolarskie i V bloczki:
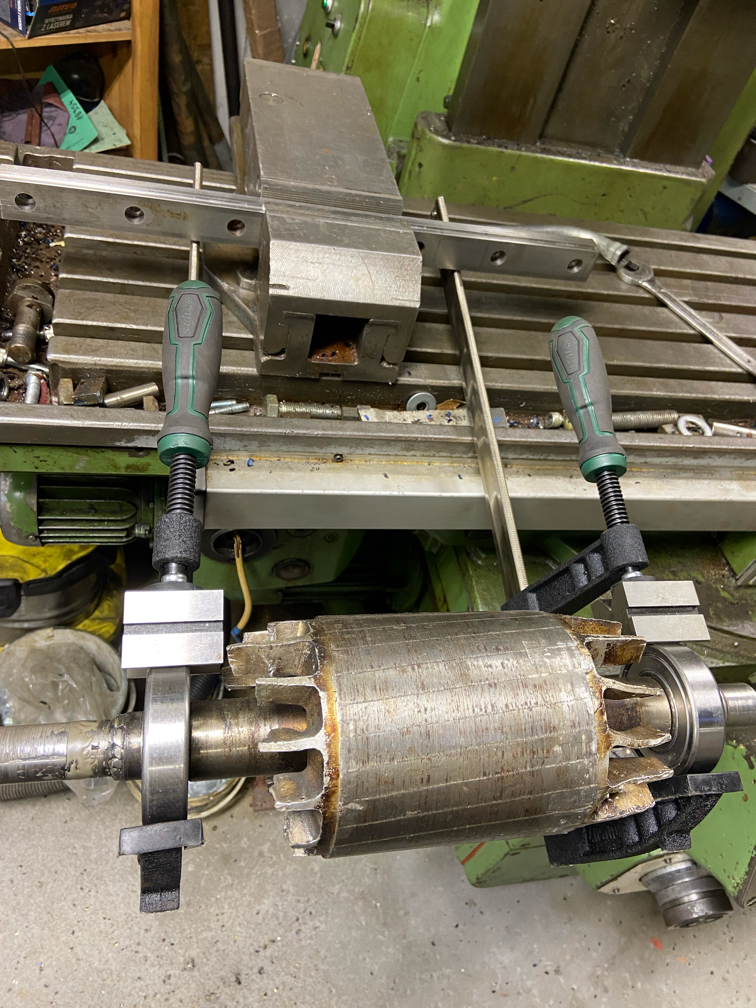
Potem stwierdziłem że nawet lepiej żeby to wszystko wisiało w powietrzu:

Gdy już wisiało wsadziłem w końcówkę wirnika złamany Gwintownik chwyt Sony wkrętarka i rozkręciłem do 2 000 obrotów obserwując brak znaczących drgań całego układu:
 Dodane 3 minuty 23 sekundy:
Dodane 3 minuty 23 sekundy:
Wszystko szło ładnie pięknie ale nie byłbym sobą gdybym znowu czegoś nie spieprzył:

Otóż chciałem zrobić łagodne przejście rowka i wyjść do góry manualnie Frezem - raz się udało, a Przy następnym przejściu zamiast opuszczać 100 zacząłem go podnosić jak idiota

Pozostało zakląć mi szpetnie i mieć nadzieję że to będzie działać
Dodane 3 minuty 9 sekundy:
Złożyłem wszystko do kupy włączyłem silnik i ładnie cichutko i praktycznie bez drgań sobie chodził. Wcześniej upewniłem się jeszcze metodą Statyczna wyważając na wypoziomowanym stole prowadnicach jak kiedyś. Czy historia skończy się happy endem? Czy będą żyli długo i szczęśliwie i czy wytoczą wiele Wałków ładnych jak ten?

Eksperci mówią tak:
https://youtube.com/shorts/1f5kRmBYWE0? ... vykyjOo3mw
Dodane 2 minuty 58 sekundy:
Jeszcze jeden istotny szczegół techniczny: Upewniłem się że wpust miał kształt Klina i rozpychał Wałek w taki sposób żeby przyciskać go do tej metalowej części raczej niż do tej plastikowej to znaczy że po plastikowej był Rowek a po drugiej była czysta Stal. Ten plastik tam miał około 10 15 setek grubości no ale wiadomo że to może z jakimś czasem się wy kruszyć itd.
Jestem pełen „bulu i nadzieji”, Ponieważ przekonałem się że poprzednio mialem po prostu za krótkie paski klinowe i one bardzo mocno ciągnęły ten Wałek więc być może poprzednia robota była dobrze zrobiona tylko Wałek był ciągle za bardzo zmęczony. Więc kto wie? Jakby to się skończyło źle to dam znać w tym wątku jeśli jeszcze będzie istniał Forum….




")


")