Nadal to nie jest po polsku. I gdzie Ty tam widzisz wektory?
Małe sprostowanie bo nasz kolega, któremu wydaje się, że wie o czymś co nie istnieje mnie trochę sprowokował, przez co napisałem mocno skrótowo.
Funkcje G53, G54 i G 43 nie są zadnymo "offsetami" ani nawet bazami, powodują przywołanie odpowiednich wartości zapisanych wcześniej na etapie ustawiania (poza G53, ktora powoduje przywołanie wartości ustalone na etapie konstruowania obrebiarki)m
Wracając do tematu, który kolega ogarnięty inaczej sprowadził po raz kolejny do oftopu, proponuję (po raz 3 z resztą ) sprawdzić czy sytuacja będzie miała miejsce bez przywołania narzędzia, bo nie wiadomo, czy Autor tematu ma w swojej obrabiarce w ogóle jakąś tabelę narzędzi i może to wywolywanie tylko wprowadza błąd.
Zbyt głebokie frezowanie


")
Re: Zbyt głebokie frezowanie
Nie wiem o co cała ta wasza wojna, ale wiem że offset przyjął się w wielu firmach, do tego w instrukcjach dołączonych do camów jak i programów sterujących maszynami jest często używanym słowem, jako przykład Pikocnc.
Kraj nasz jak i forum nasze, chorzy i upośledzeni ludzie przy władzy!.
-
 Makler
Makler
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 4
- Posty: 120
- Rejestracja: 22 paź 2025, 15:33
- Lokalizacja: Radwanice/Wrocław
Re: Zbyt głebokie frezowanie
Gdzie jest 0 na osi Z ?
... , na czole wrzeciona ( zwykle tak bywa).
Offset jest to odległość wierzchołka narzędzia ( np. wiertło , gwintownik) , czoła ostrza narzędzia ( np. frez) do czoła wrzeciona.
Po wywołaniu danego narzędzia (np.) T10 następuje wywołanie jego offestu.
W praktyce , zapis g- kode ( np.) w Haas wyglada tak;
....
T10 M6;
G43H10;
....
P.s.
Na czym polega trudność , aby ogarnąć ten temat?
-
ADATA
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 174
- Rejestracja: 27 sie 2022, 14:11
Re: Zbyt głebokie frezowanie
tylko dodam, że to własnej roboty ploter, nie mam automatycznej wymiany narzędzi, dwa wiersze M10 i N20 usuwam, bo program nie chce iść, ale po usunięciu śmiga
https://www.youtube.com/channel/UCSmFd7lftq1lhJKx5R4u9ag
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 34
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Zbyt głebokie frezowanie
Następny uparł się sprawę gmatwać...
Offset narzędzia to różnica pomiędzy użytym narzędziem a narzędziem o offsecie zero.
Narzędzie o offsecie zero może być rzeczywiste, lub wirtualne.
Opisany przez Ciebie przypadek nie jest najszczęśliwszy (np. pusta tulejka wchodzi w gniazdo głębiej, albo może nie sięgać czujnika), choć faktycznie stosowany.
Ale to jest tylko szczególny przypadek i nikt nie ma obowiązku się do niego stosować.
Poza tym, równie dobrze można nie wiedzieć gdzie jest zerowy offset, bo pomiaru można dokonać przez porównanie z narzędziem o znanym offsecie, nawet suwmiarką i z dala od maszyny.
Dodane 5 minuty 44 sekundy:
To nie ma żadnego znaczenia, liczy się tylko sterowanie, a Mach3 ma offsety narzędzi, nawet gdy o tym nie wiesz i ich nie używasz.
Możesz nawet mieć w tabeli narzędzi jakieś przypadkowe wartości i kiedy użyjesz M6 taki przypadkowy offset może się uaktywnić...
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 8512
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Zbyt głebokie frezowanie
Czy wrzeciono frezarki bez oprawki i narzędzia można nazwać ,, narzędziem o offsecie zero" ?
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 2416
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Re: Zbyt głebokie frezowanie
gdy dopuścicie Tuxa do rozmowy to wam ten czajnik tak nagwiżdże, pary narobi, nikt nic nie bedzie widział tylko słychać będzie jednego.
Jak teraz dr Cwach co to wszystko wie tylko nic nie potrafi.
Jak teraz dr Cwach co to wszystko wie tylko nic nie potrafi.
-
Makler
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 4
- Posty: 120
- Rejestracja: 22 paź 2025, 15:33
- Lokalizacja: Radwanice/Wrocław
Re: Zbyt głebokie frezowanie
A co to ma do rzeczy.
Na każdej maszynie są jakieś zasady pomiaru narzędzi i określania bazy obróbkowej (np. G54)
Lecisz na swojej bez trzymanki .... ?
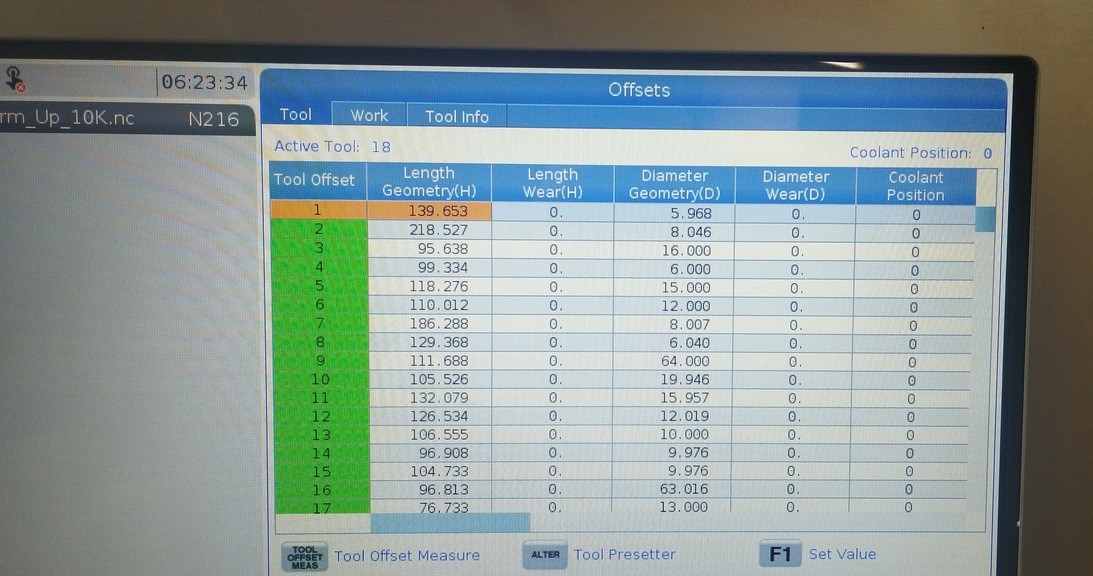
U mnie na Haas bazę obróbkową mierzę sondą ( patrz: foto) , narzędzia mierzę na drugiej - narzędziowej.
Wyniki pomiaru narzędzi mam widoczne w tabeli offsetów i nie ma możliwości aby frez zagłębiał się inaczej jak określa to g-kod.