")
Nie mam na tym komputerze programu.jasiekk7 pisze: ↑04 wrz 2025, 10:38Nie da się wybrać "none" jeżeli używamy kompensacji.
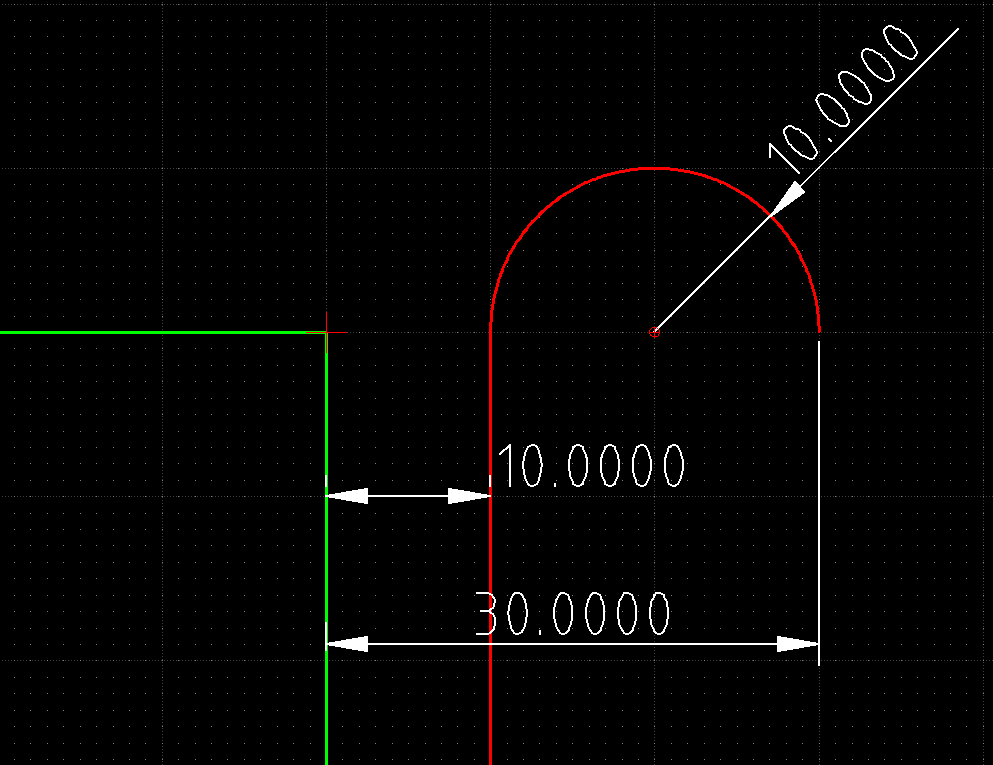
Generalnie ten ruch po odcinku prostym do łuku na wejściu i wyjściu nie jest jakimś problemem choć rzeczywiście wydaje się zbędny. Nie nazwałbym tego błędem a "przypadłością" programu. Prosty program to wielu parametrów ustawić się po prostu nie da.
Proponuję wybierać dosunięcie prostopadłe, odsunięcie to promień i dać jakiś niezerowy overcut. Dla zewnętrznych konturów to powinno dać zadowalający efekt. Programowanie maszyn to często kombinowanie.
A drugie okno czemu
jest 6mm



")