




")

Rewolwer niestety był bez silnika zresztą elektronika też wstanie agonalnym. rewolwer to RH80 i są schematy i cykl działania https://www.denfordata.com/bb/viewtopic.php?t=6084 ogólnie w przeciwieństwie do tego https://youtu.be/2rJ8XMUVo1o?si=8112Vwpsr0qKSLSN&t=1313 mój rewolwer blokuje się na zasadzie dokręcania śruby. Czyli silnik kręci przez przekładnie nakrętką ona z kolei ciągnie oś z gwintem która dociąga całą głowicę narzędziową na te pryzmy ustalające.

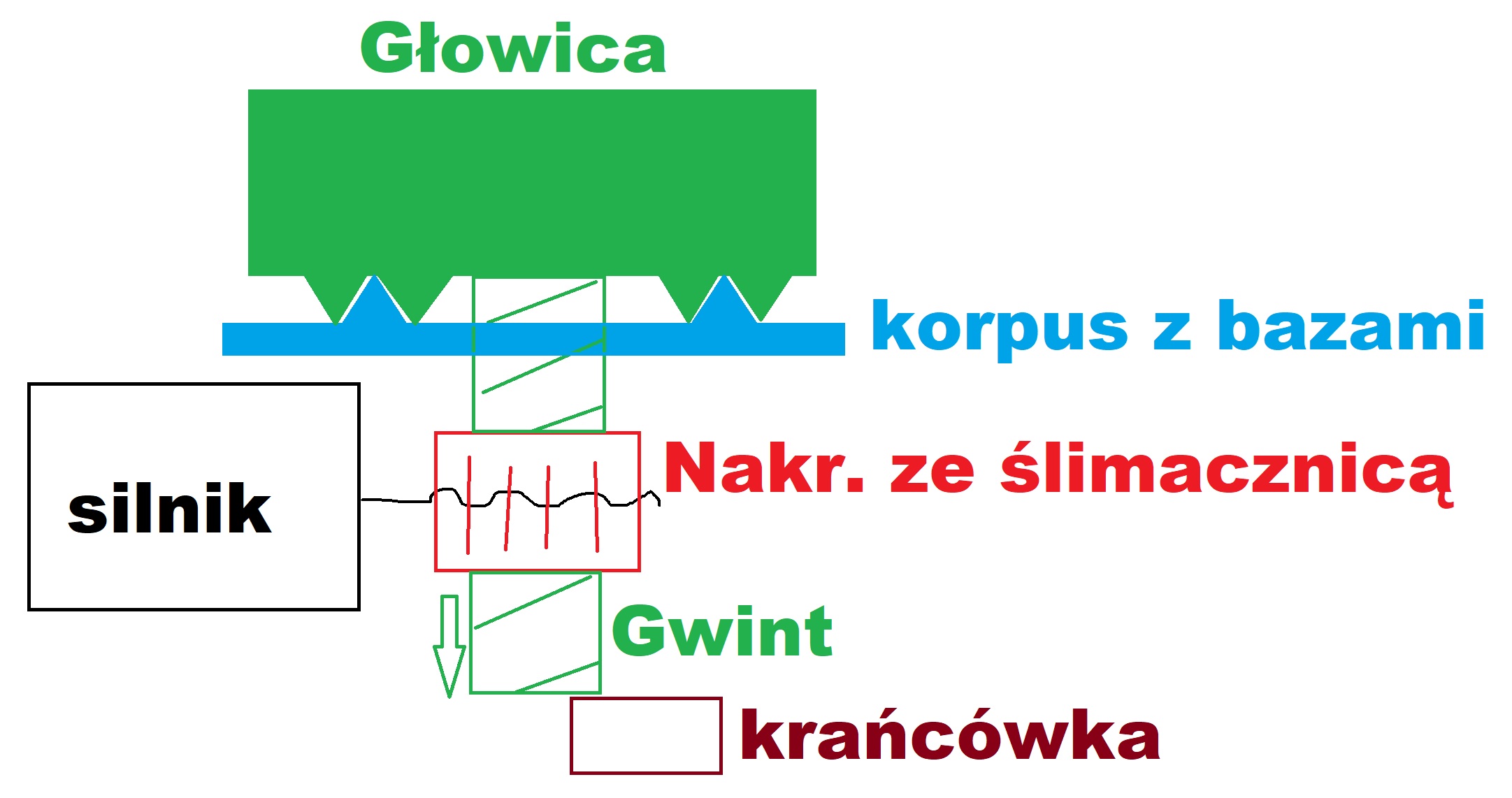
Oryginalnie był tam silnik asynchroniczny z hamulcem więc nie było problemu. po ustaleni pozycji z prostego impulsatora (styki mechaniczne) zmieniał się kierunek obrotów silnika i silnik tak długo kręciła aż śruba nie nacisnęła mechanicznej krańcówki. Potem łapał hamulec. wiadomo mały silnik AC mógł dociągnąć głowice nawet do momentu że chwile był przeciążony i nic się złego nie działo. Niestety silnik nietypowy nawet nie wiadomo jakie symbole i czy dostępny. Dlatego dam tam silnik serwokrokowy ale martwię się że przy dociąganiu może gubić kroki. Podglądałem ten kanał https://youtu.be/GGVa0gTO7Wc?si=erRpziuGo2SzCrkR ale tam jest taki rewolwer jak ten co naprawiałem - siłę zaciągu ustala sprężyna talerzowa i gdy rolki wskoczą na wysepki nawet jak silnik pędem nadal jeszcze trochę ciągnie po wykryci sygnału to siła już nie wzrasta.
Może macie jakieś pomysły jak ugryźć tą logikę? silnik krokowy daje mi możliwość obrotu o dany kąt oraz naturalnie ma hamulec pozycji, obroty mogą być wolne więc 12Nm powinno mi starczyć do zamknięcia i trzymania.


")
")







