



Sorry za lekki offtop ale ...
Digitizing Tokarka


-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 15
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Digitizing Tokarka
Ciekawe jak...
Program wyjściowy jest zbiorem prostych odcinków i nic się z tym nie zrobi.
Natomiast korzystając z G64 z odpowiednim parametrem P i właściwie dobraną prędkością F można "zamienić" linię łamaną na krzywą.
-
jarucki
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 27
- Posty: 809
- Rejestracja: 11 sty 2011, 23:40
- Lokalizacja: okolice nałęczowa
Re: Digitizing Tokarka
W tym tygodniu będę kombinował
A jeśli się nie uda to fusion
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 15
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Digitizing Tokarka
Tu masz przykład:
Kod: Zaznacz cały
G61
G0 X0 Y0
G64 P5 F10000
G1 X0 Y0
G1 X10 Y10
G1 X0 Y20
G1 X10 Y30
G1 X0 Y40
G61
M2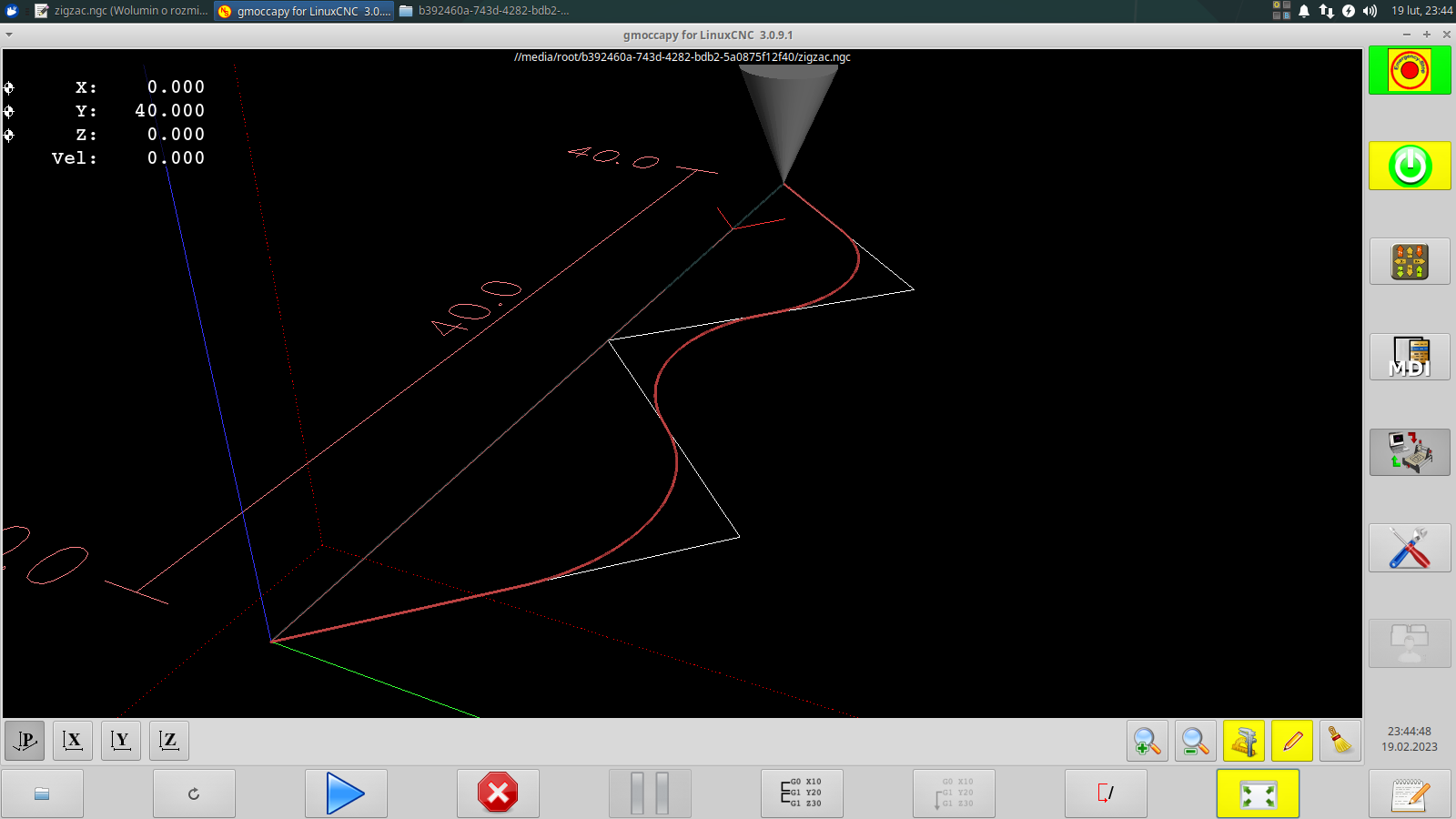
Problem polega na tym, że wynik zależy nie tylko od parametrów, ale też od konkretnej maszyny, a dokładniej od jej maksymalnych prędkości.
Ale czasem efekt jest zadowalający.
-
zwyczajny
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 243
- Rejestracja: 25 gru 2017, 16:26
Re: Digitizing Tokarka
Pomysł na wygładzanie ciekawy i od razu widać w linuxcnc.
http://wiki.linuxcnc.org/cgi-bin/wiki.p ... oryControl
http://wiki.linuxcnc.org/cgi-bin/wiki.p ... oryControl
Pomyliłem się. Ten czujnik laserowy to precyzja pomiaru 10mikronów tylko cena tysiące.kamar pisze: lekki offtop
Jeśli próbujemy to opanować to konkretnie.kamar pisze: zeskanować ale ruchem ciągłym po X i Z ?
A jeszcze lepiej po A i Z. ?
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 12
- Posty: 17188
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Digitizing Tokarka
Jak się da go zaprząc to warto. 1700 u nas z fakturą.
Sondę mam za 900 i użyta może ze dwa razy
Dodane 2 minuty 40 sekundy:
Ale z X i Z też się przydałby. A właściwie to w każdej konfiguracji
Sondę mam za 900 i użyta może ze dwa razy
Dodane 2 minuty 40 sekundy:
Konkretnie to jeden obrót osi A i odczyt z zetki.
Ale z X i Z też się przydałby. A właściwie to w każdej konfiguracji
-
jarucki
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 27
- Posty: 809
- Rejestracja: 11 sty 2011, 23:40
- Lokalizacja: okolice nałęczowa
Re: Digitizing Tokarka
Faktycznie G64 działa wygładzatuxcnc pisze: ↑19 lut 2023, 23:52Tu masz przykład:A tutaj wykonanie:Kod: Zaznacz cały
G61 G0 X0 Y0 G64 P5 F10000 G1 X0 Y0 G1 X10 Y10 G1 X0 Y20 G1 X10 Y30 G1 X0 Y40 G61 M2
Problem polega na tym, że wynik zależy nie tylko od parametrów, ale też od konkretnej maszyny, a dokładniej od jej maksymalnych prędkości.
Ale czasem efekt jest zadowalający.
Lecz ma swoje minusy,
X+ jak najbardziej wygładza i lekko ścina, natomiast X- skraca do tego stopnia że nóż omija materiał o kilka dobrych dych
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 2416
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Re: Digitizing Tokarka
formułka w Excel gdzie całkujesz na długości kilku wstecznych kroków z postepem rastra skanu. Stopień całkowania/wygładzenia ustawisz dla długosci odcinka odpowiednio do spłaszczania wybrzuszeń. Formułka wygładza do średniej wysokości. Po prostu VB.
W uproszczeniu sumuj wierzchołki i podziel przez ilość. Finito






