



SZGH - zbiór informacji
-
tomx_
- Znawca tematu (min. 80)
")
- Posty w temacie: 13
- Posty: 86
- Rejestracja: 12 lut 2005, 23:41
- Lokalizacja: Warszawa
Re: SZGH - zbiór informacji
Karta wifi USB nie zadziała. Nie ma jak jej konfigurować w SZGH. Musi być to memory stick USB z WIFI. Wifi zostanie skonfigurowane np. na PC i po włożeniu do SZGH będzie widziane jako własna sieć lub dysk sieciowy. To zależy od konkretnego sticka.


-
tomx_
- Znawca tematu (min. 80)
- Posty w temacie: 13
- Posty: 86
- Rejestracja: 12 lut 2005, 23:41
- Lokalizacja: Warszawa
Re: SZGH - zbiór informacji
Toshiba FlashAir to karta SD z Wifi, ale tutaj sztuczka, musi być w wersji co najmniej w-03. Oczywiście dowiadujesz się o takich "kwiatkach" po tym, jak masz kupioną i zaczynasz grzebać w konfiguracji 
Dodane 1 minuta 8 sekundy:
maciek95k - Masz SZGH w tokarce czy frezarce ?
Dodane 1 minuta 8 sekundy:
maciek95k - Masz SZGH w tokarce czy frezarce ?
-
tomx_
- Znawca tematu (min. 80)
- Posty w temacie: 13
- Posty: 86
- Rejestracja: 12 lut 2005, 23:41
- Lokalizacja: Warszawa
Re: SZGH - zbiór informacji
Ja mam zainstalowane w tokarce.
Mam kłopot z makrem do obsługi głowicy narzędziowej (duplomatic BSV-N)
Dostałem makro od nich. z drobnymi błędami. Są dwa problemy.
Jeden po restarcie maszyny zdarza się, że pierwsze zakręcenie głowicą robi w złym kierunku, w rezultacie czego makro oczekuje zmiany np z narzędzia 4 na 5, a jest zmiana z 4 na 3. no i późnej ma pomieszane kierunki. Jeśli pierwsza zmiana po odpaleniu maszyny jest ok to wybór kierunków kręcenia i narzędzia jest ok.
Drugi temat to zmienia mi współrzędne punktu bazowego G53. Makro nie miało dopisanej funkcji zmiany położenia na 0,0 przed wymianą narzędzia. Dopisałam MOVE(G90,F6000,X0,Z0). Może to jednak powinno wyglądać inaczej.
Mam kłopot z makrem do obsługi głowicy narzędziowej (duplomatic BSV-N)
Dostałem makro od nich. z drobnymi błędami. Są dwa problemy.
Jeden po restarcie maszyny zdarza się, że pierwsze zakręcenie głowicą robi w złym kierunku, w rezultacie czego makro oczekuje zmiany np z narzędzia 4 na 5, a jest zmiana z 4 na 3. no i późnej ma pomieszane kierunki. Jeśli pierwsza zmiana po odpaleniu maszyny jest ok to wybór kierunków kręcenia i narzędzia jest ok.
Drugi temat to zmienia mi współrzędne punktu bazowego G53. Makro nie miało dopisanej funkcji zmiany położenia na 0,0 przed wymianą narzędzia. Dopisałam MOVE(G90,F6000,X0,Z0). Może to jednak powinno wyglądać inaczej.
- Załączniki
-
- ProgramTool.rar
- Macro
- (617 Bajtów) Pobrany 135 razy
-
maciek95k
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 66
- Posty: 814
- Rejestracja: 31 mar 2017, 23:04
- Lokalizacja: Kraków
Re: SZGH - zbiór informacji
A czy pytałeś ich o te przypadki i dlaczego tak się dzieje?
Ja przy zmianie narzędzia we frezarce korzystałem z ich gotowego makra. Pozycję odjazdu do zmiany narzędzia i które osie mają odjeżdżać wybierałem w parametrach maszynowych.
Aczkolwiek imho, zdarzają się błędy w tym sterowaniu. U mnie na przycisku J jest ustawianie środka okręgu. Zapisuje się 1 punkt, potem 2 punkt a na końcu wybiera oś gdzie ustawia współrzędne na środek pomiędzy tymi punktami w danej osi. Niby spoko. W X działa fajnie a w Y liczy jakieś głupoty. Póki co nie udało mi się dojść do tego dlaczego tak jest. Obawiałbym się, czy u Ciebie nie jest pdoobnie. Na YT jest jeden gościu który ma to w tokarce. O tutaj:
https://www.youtube.com/user/HoodScotland
Chętnie odpisuje i nawet dzieli się jakimiś skryptami bo coś mi tam podsyłał. Proponowałbym jego zapytać.
Ja przy zmianie narzędzia we frezarce korzystałem z ich gotowego makra. Pozycję odjazdu do zmiany narzędzia i które osie mają odjeżdżać wybierałem w parametrach maszynowych.
Aczkolwiek imho, zdarzają się błędy w tym sterowaniu. U mnie na przycisku J jest ustawianie środka okręgu. Zapisuje się 1 punkt, potem 2 punkt a na końcu wybiera oś gdzie ustawia współrzędne na środek pomiędzy tymi punktami w danej osi. Niby spoko. W X działa fajnie a w Y liczy jakieś głupoty. Póki co nie udało mi się dojść do tego dlaczego tak jest. Obawiałbym się, czy u Ciebie nie jest pdoobnie. Na YT jest jeden gościu który ma to w tokarce. O tutaj:
https://www.youtube.com/user/HoodScotland
Chętnie odpisuje i nawet dzieli się jakimiś skryptami bo coś mi tam podsyłał. Proponowałbym jego zapytać.
-
tomx_
- Znawca tematu (min. 80)
- Posty w temacie: 13
- Posty: 86
- Rejestracja: 12 lut 2005, 23:41
- Lokalizacja: Warszawa
Re: SZGH - zbiór informacji
Z tym konkretnym przypadkiem jeszcze do nich nie pisałem. Generalnie Szybko odpowiadają, ale raczej od czapy. Wygląda tak, jak by priorytetem była, jakakolwiek szybka odpowiedź, a nie rozwiązanie problemu.
Liczyłem, że u innych pojawił się już podobny problem. Napisze od nich i do człowieka z youtuba. Dzięki
A jak działa u ciebie najazd na Home ? W konfiguracji ustawia się dwie prędkości . Jedna dojazd do krańcówki a druga po najechaniu w oczekiwaniu na sygnał z enkodera. U mnie olewa tę prędkość szybszego najazdu na krańcówkę . i całą drogę jedzie w prędkości jakby oczekiwanie na sygnał z enkodera. Często jest tak, że nie jest w stanie za jednym razem przejechać całej drogi do krańcówki i wywala błąd, że nie natrafił na sygnał home. Trzeba albo przed zrobieniem home podjechać bliżej krańcówki, albo kilkukrotnie wywołać najazd na home.
Dzięki
Liczyłem, że u innych pojawił się już podobny problem. Napisze od nich i do człowieka z youtuba. Dzięki
A jak działa u ciebie najazd na Home ? W konfiguracji ustawia się dwie prędkości . Jedna dojazd do krańcówki a druga po najechaniu w oczekiwaniu na sygnał z enkodera. U mnie olewa tę prędkość szybszego najazdu na krańcówkę . i całą drogę jedzie w prędkości jakby oczekiwanie na sygnał z enkodera. Często jest tak, że nie jest w stanie za jednym razem przejechać całej drogi do krańcówki i wywala błąd, że nie natrafił na sygnał home. Trzeba albo przed zrobieniem home podjechać bliżej krańcówki, albo kilkukrotnie wywołać najazd na home.
Dzięki
-
mtryb14
- Znawca tematu (min. 80)
- Posty w temacie: 6
- Posty: 94
- Rejestracja: 23 lis 2012, 00:20
- Lokalizacja: Itoja
Re: SZGH - zbiór informacji
Witam
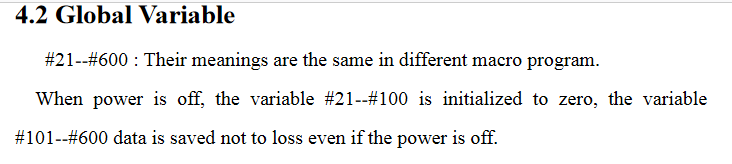
A czy jest szansa wyjaśnienia może w skrócie co oznaczają te parametry począwszy od #300 do #325, a może bardziej jakie informacje one zawierają.
Powiem szczerze ze jakis czas temu uruchamiałem taką malutką maszynkę na sterowaniu newker, makro do zmiany narzędzi trochę metodą prób i błędów uruchomiło się ale nigdy nie wnikałem w jej skład i budowę, przypadek sprawił że zadziałało, teraz mam maszynkę troszkę bardziej złożoną i pojawia się problem. W związku z tym że jest tutaj wielu bardziej doświadczonych kolegów i jeśli nie jest to tajemnica to chętnie dowiem się jak takie macro powinno wyglądać.
A czy jest szansa wyjaśnienia może w skrócie co oznaczają te parametry począwszy od #300 do #325, a może bardziej jakie informacje one zawierają.
Powiem szczerze ze jakis czas temu uruchamiałem taką malutką maszynkę na sterowaniu newker, makro do zmiany narzędzi trochę metodą prób i błędów uruchomiło się ale nigdy nie wnikałem w jej skład i budowę, przypadek sprawił że zadziałało, teraz mam maszynkę troszkę bardziej złożoną i pojawia się problem. W związku z tym że jest tutaj wielu bardziej doświadczonych kolegów i jeśli nie jest to tajemnica to chętnie dowiem się jak takie macro powinno wyglądać.
-
mtryb14
- Znawca tematu (min. 80)
- Posty w temacie: 6
- Posty: 94
- Rejestracja: 23 lis 2012, 00:20
- Lokalizacja: Itoja
Re: SZGH - zbiór informacji
Faktycznie, tak jak jeden z kolegów wspominał wcześniej, odpowiedź z ich strony jest natychmiastowa. Na drugi dzień rano miałem już gotowe macro napisane. I działa  co najważniejsze.
co najważniejsze.
Po weekendzie je wrzucę, może ktoś będzie chciał się wzorować na tym i sam będzie mógł to łatwiej ogarnąć. U mnie imak napędzany jest hydraulicznie a w nim 14 narzędzi vdi40.
Jeszcze zostało mi kilka rzeczy do uruchomienia napędzanego narzędzia z falownikiem, oraz konfiguracja osi C, jeszcze nie wgryzłem się w temat pozycjonowania do punktu 0, blokada drzwi, nie wiem jak ma działać, i jeszcze jakaś drobnica, klimatyzator szafy elektrycznej czy odciąg pyłu. Ale już jest progress, bo maszynką stała chyba ze trzy lata nieużyteczna. A z tym sterownikiem okazuje się to bardzo przyjemne i intuicyjne jak w normalnej maszynie CNC, mam na myśli oryginały.
Pozdrawiam
Po weekendzie je wrzucę, może ktoś będzie chciał się wzorować na tym i sam będzie mógł to łatwiej ogarnąć. U mnie imak napędzany jest hydraulicznie a w nim 14 narzędzi vdi40.
Jeszcze zostało mi kilka rzeczy do uruchomienia napędzanego narzędzia z falownikiem, oraz konfiguracja osi C, jeszcze nie wgryzłem się w temat pozycjonowania do punktu 0, blokada drzwi, nie wiem jak ma działać, i jeszcze jakaś drobnica, klimatyzator szafy elektrycznej czy odciąg pyłu. Ale już jest progress, bo maszynką stała chyba ze trzy lata nieużyteczna. A z tym sterownikiem okazuje się to bardzo przyjemne i intuicyjne jak w normalnej maszynie CNC, mam na myśli oryginały.
Pozdrawiam






