



Ale se grabisz
Modernizacja dłutownicy DAA 16



-
kamar
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 120
- Posty: 17210
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Modernizacja dłutownicy DAA 16
Szukałem dziś czegoś w tym temacie i trafiłem na tą dyskusję - modernizacja-dlutownicy-daa-16-t98794-1 ... it=automat
i co widać po czterech latach :
Może to nie jest najbardziej obciążony nóż ale pełnoprawnie wisi na tablicy
i co widać po czterech latach :
Może to nie jest najbardziej obciążony nóż ale pełnoprawnie wisi na tablicy
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 120
- Posty: 17210
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Modernizacja dłutownicy DAA 16
I kol. IMPULS znowu mnie podpuścił Podesłał mi filmik i zanęcił.
Mam w wykonywanych detalach kółko dwustopniowe, do tej pory robione jako składane na ostry wcisk
a dłutownica do najbardziej obciążonych maszyn nie należy. No to się pobawimy
Na początek trzeba jednak wymodzić lepszy symulator bo niewiele wiem o tym Maagu.
Mam w wykonywanych detalach kółko dwustopniowe, do tej pory robione jako składane na ostry wcisk
a dłutownica do najbardziej obciążonych maszyn nie należy. No to się pobawimy
Na początek trzeba jednak wymodzić lepszy symulator bo niewiele wiem o tym Maagu.
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 55
- Posty: 8018
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Re: Modernizacja dłutownicy DAA 16
Bedzie tylko wtedy gdy moduł będzie na tyle mały że nóż nie będzie drgał ani nie będzie odpychany. Natomiast metoda Maaga daje tę przewagę że nóż pracuje małym fragmentem wiec pracuje lekko i przez to można uzyskać dobrą klase powierzchni niezależnie jak duży moduł chcemy naciąć.Steryd pisze: będzie pico bello.
-
Steryd
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 4732
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Modernizacja dłutownicy DAA 16
Można wyciąć najpierw rowki, a brzegi można sobie podzielić.
Maagiem przy dużych modułach też trzeba kombinować, żeby nie rwać grubych wiórów. Trochę się tego natłukło.
Maagiem przy dużych modułach też trzeba kombinować, żeby nie rwać grubych wiórów. Trochę się tego natłukło.
Można?
Morzna!!!
Morzna!!!
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 55
- Posty: 8018
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Re: Modernizacja dłutownicy DAA 16
Steryd pisze:Maagiem przy dużych modułach też trzeba kombinować,
Oczywiście ze tak, ale jednak na końcu lepiej zrobić na gotowo jednym narzędziem na raz, wtedy nie ma błędów i jest ok.
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 120
- Posty: 17210
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Modernizacja dłutownicy DAA 16
No to tłumacz jak Żyd krowie na granicy
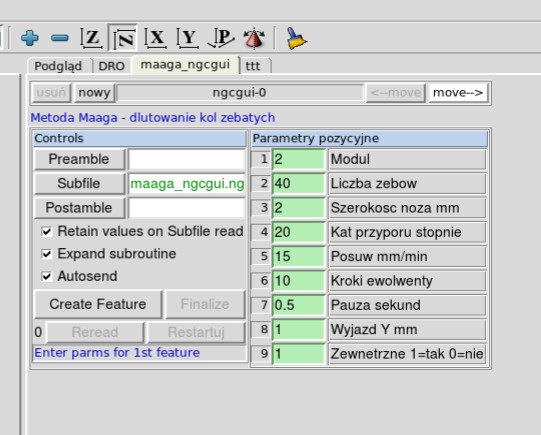
I od początku : zakładamy koło m=2 z40, oczywiście ząb prosty.
1, Jakie dłutko ?
2.kontakt i Y=0 na średnicy zewnętrznej, X=0, A=0 i wjazd prosto na te 4.5 mm
2.Suwak lata dalej X,Y stoją A rozjeżdzamy na + i - kształtując ząb
3. wyjeźdzamy Y i przetawiamy A na następny ząb
I tak dookoła ?
Dodane 10 minuty 7 sekundy:
Szybko mnie szybki naprostował
I tak ma robić suba.
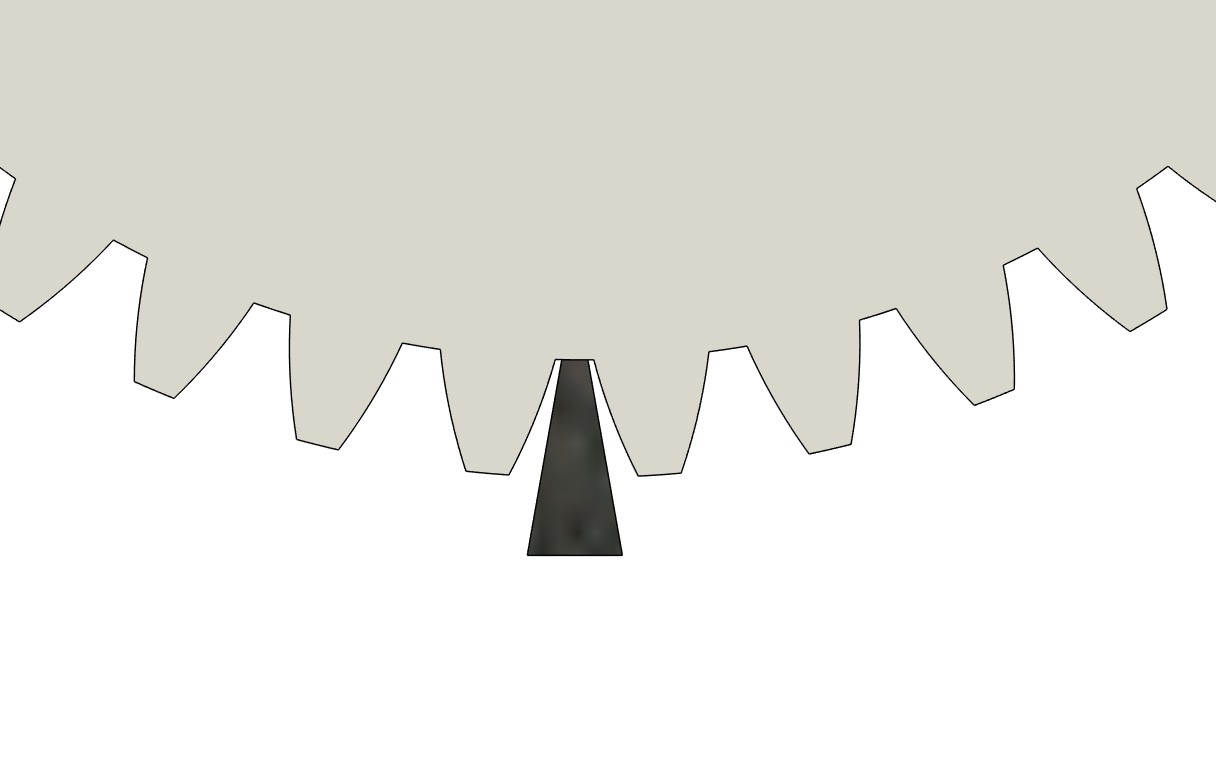
nóż to ponoć prostokąt 2 x 6mm ( to by to było proste)
Dodane 37 minuty 3 sekundy:
Wygląda na to, że to proste jest
Z euforią poczekam na testy maszynowe ale wygląda to dobrze.
Na trzy przejścia ma zęba zrobić prostym kawałkiem żelaza
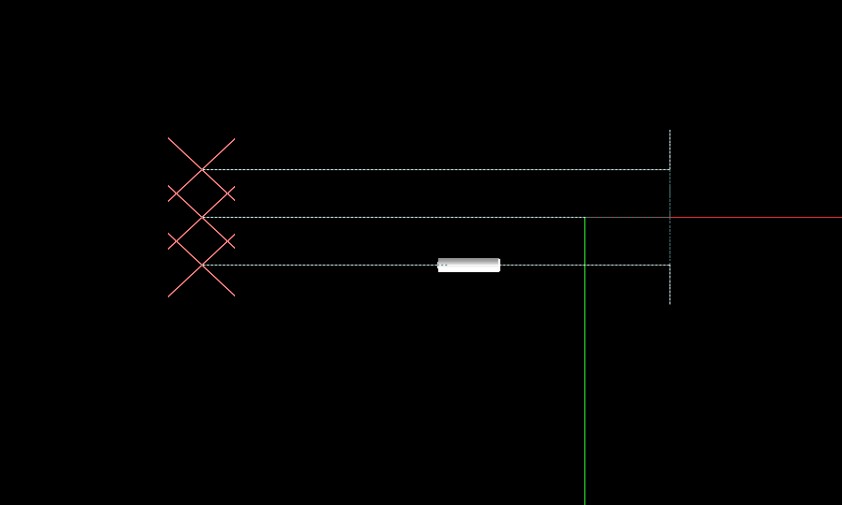
Grafika na symulatorze jest taka sobie ale jak się ją powiąże ze zmianami wartości osi
to coś wiadomo.
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 55
- Posty: 8018
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Re: Modernizacja dłutownicy DAA 16
kamar pisze:I od początku : zakładamy koło m=2 z40, oczywiście ząb prosty.
1, Jakie dłutko ?
2.kontakt i Y=0 na średnicy zewnętrznej, X=0, A=0 i wjazd prosto na te 4.5 mm
2.Suwak lata dalej X,Y stoją A rozjeżdzamy na + i - kształtując ząb
3. wyjeźdzamy Y i przetawiamy A na następny ząb
I tak dookoła ?
Nie wiem kto przelicza moduł i ilość zębów na średnicę podziałowa, czy robi to program czy ustawiacz?
1, dłutko mozesz sobie wyszlifować według wzoru jakim jest frez ślimakowy bo to to samo. A nawet jak jest jakiś frez ślimakowy uszkodzony to można z niego wyciąć jednego zęba albo i kilka zębów i zamocować.
2, kontakt i stół osi X lub Y (te 2 osie muszą być aby można było robić różne konfiguracje) musi przesunąc sie o jakąś odległość taką aby wjazd noża na te 4.4mm był poza materialem.
3, następnie os X lub Y razem z osia A wykonuja ruch roboczy
4 Wyjazd z głębokosci materiału
5 Powót osi x lub Y na pozycje startową a osi A na pozycję zero +kąt kolejnych zębów.
Programowo bym tylko dał opcję aby po kontakcie na szczycie koła os X lub Y jechała na + i - a nie miał ustawiony przesuw od zera do iluś tam.






