



Fanuc 21i - żle wyświetla współrzędne Absolutne
Kontroler nie uwzględnia offsetów narzędzia


-
wojtek10916
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 4
- Posty: 514
- Rejestracja: 23 mar 2014, 22:21
- Lokalizacja: East Midlands
Re: Fanuc 21i - żle wyświetla współrzędne Absolutne
powinno byc 00000100blackcerber pisze: ↑19 lis 2020, 09:00wojtek10916 chyba masz racje....
Maszyna się "wykrzacza" kiedy w programie lub MDI jest wpisana komenda G54. W Alarmach wyrzuca komentarz "Inproper G-code"
Maszyna przyszła z zagranicy.... była "czysta" pamięć, bez programów itd.
Lecę do maszyny sprawdzić parametr: 9936.
Dam znać co tam jest ustawione.
Fajnie... jest jakaś nadzieja, że pójdę dalej z tym tematem
Dodane 2 godziny 19 minuty 46 sekundy:
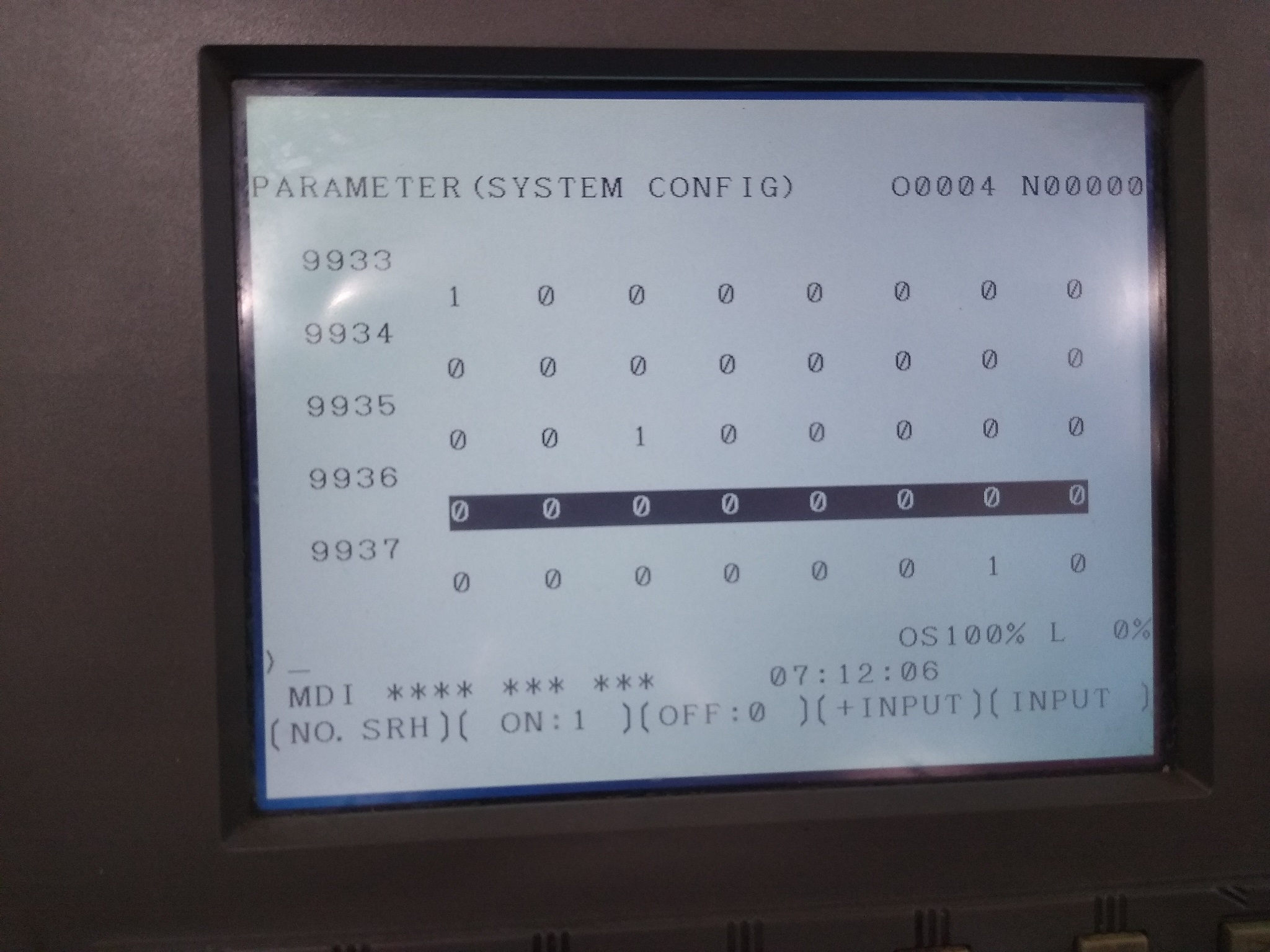
tak wygląda w PLC zapis parametru 9936
są same zera.
Czy zamienić je na "1" ?
Brakuje mi trochę jakiejs instrukcji od PLC dla Fanuca.
Dodane 45 sekundy:

Trzeci bit na 1
powinno byc 00000100
Zdjecia dalej sie nie doczekalem ze strony gdzie baze ustawiasz
-
blackcerber
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 5
- Posty: 6
- Rejestracja: 30 paź 2020, 12:10
- Lokalizacja: Trzcianka
Re: Fanuc 21i - żle wyświetla współrzędne Absolutne
Witaj Wojtku,
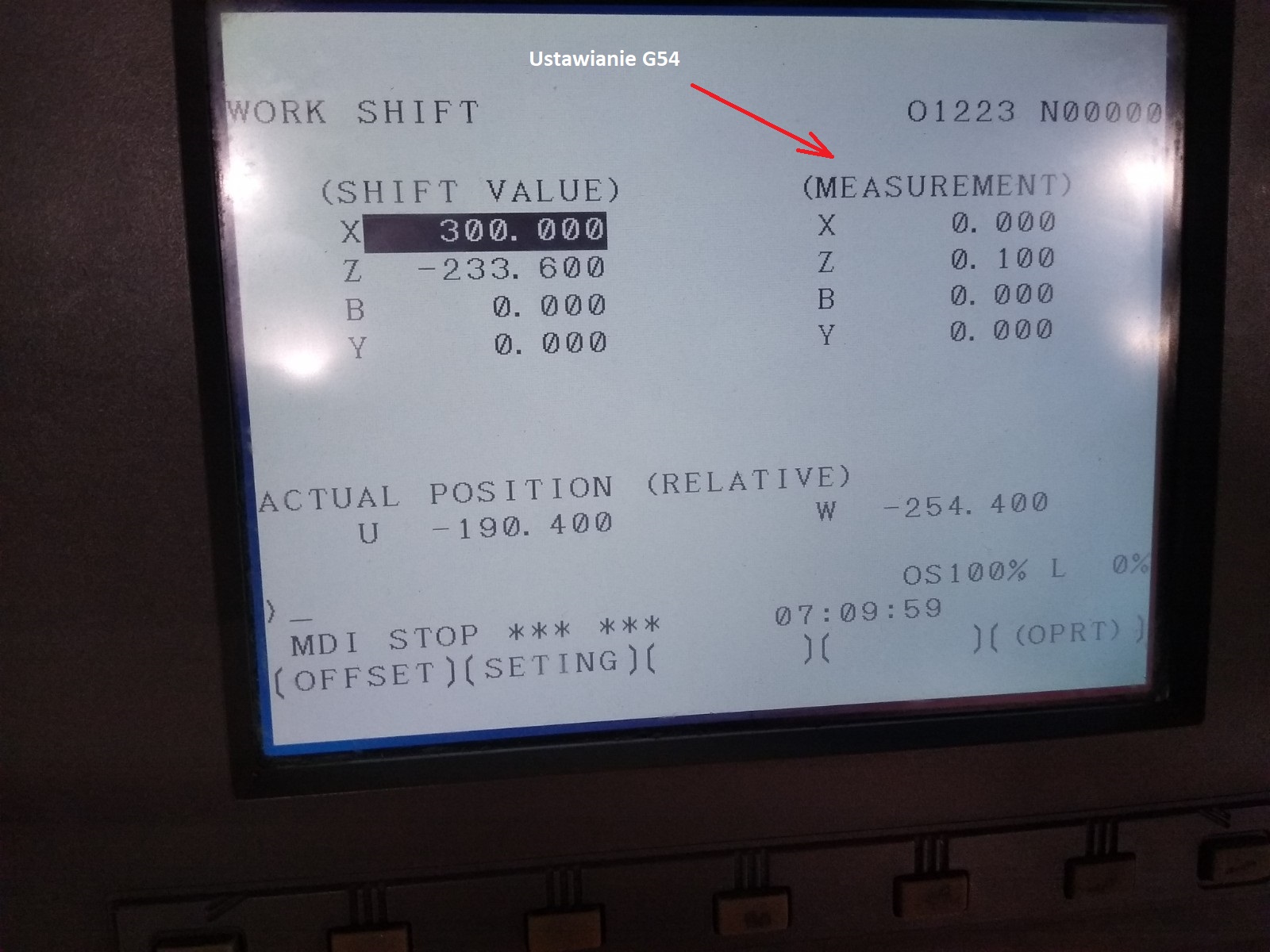
W mnie tak się ustawia G54. Nie ma czegoś takiego jak Geometria/Zużycie.
Po prostu - narzędziem, które jest zmierzone- dojeżdża się na czoło detalu. Potem z klawiatury wpisujesz Z0. i przycisk "INPUT". Automatycznie przeliczają się współrzędne i teoretycznie bazę G54 masz już ustawioną.
Po zmianie parametru 9936 - jest "lepiej". Maszyna się nie wykracza jak widzi komendę G54 w programie lub w MDI.
Niestety nadal żle wyświetla współrzędne naroża ostrza. Czyli jak w programie wpiszę G0 X0. Z0. maszyna zatrzymuj się właściwie , ale wyświetla że stoi na współrzędnych które odpowiadają offsetowi (długościom) narzędzi.
W mnie tak się ustawia G54. Nie ma czegoś takiego jak Geometria/Zużycie.
Po prostu - narzędziem, które jest zmierzone- dojeżdża się na czoło detalu. Potem z klawiatury wpisujesz Z0. i przycisk "INPUT". Automatycznie przeliczają się współrzędne i teoretycznie bazę G54 masz już ustawioną.
Po zmianie parametru 9936 - jest "lepiej". Maszyna się nie wykracza jak widzi komendę G54 w programie lub w MDI.
Niestety nadal żle wyświetla współrzędne naroża ostrza. Czyli jak w programie wpiszę G0 X0. Z0. maszyna zatrzymuj się właściwie , ale wyświetla że stoi na współrzędnych które odpowiadają offsetowi (długościom) narzędzi.
-
wojtek10916
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 514
- Rejestracja: 23 mar 2014, 22:21
- Lokalizacja: East Midlands
Re: Fanuc 21i - żle wyświetla współrzędne Absolutne
Teraz powinna być dodatkowa strona z G54-G59 tabelami
parametr 9926 6 bit zmien z 0 na 1
00100000 TOOL GEOMETRY / WEAR OFFSET (po tej zmianie skasują się wszystkie narzędzia i trzeba ustawić na nowo)
Do zmiany pozycji tez jest parametr z absolute na relative
blackcerber pisze:Nie ma czegoś takiego jak Geometria/Zużycie.
parametr 9926 6 bit zmien z 0 na 1
00100000 TOOL GEOMETRY / WEAR OFFSET (po tej zmianie skasują się wszystkie narzędzia i trzeba ustawić na nowo)
Do zmiany pozycji tez jest parametr z absolute na relative
-
blackcerber
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 5
- Posty: 6
- Rejestracja: 30 paź 2020, 12:10
- Lokalizacja: Trzcianka
Re: Fanuc 21i - żle wyświetla współrzędne Absolutne
Witam,
Niestety nie mam możliwości zmiany parametru nr 9926
Po prostu nie działa opcja - aby wprowadzić cokolwiek.
Niestety nie mam możliwości zmiany parametru nr 9926
Po prostu nie działa opcja - aby wprowadzić cokolwiek.
-
 cieslak_2005r
cieslak_2005r
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 213
- Rejestracja: 01 kwie 2006, 17:00
- Lokalizacja: Trinidad and Tobago
Re: Fanuc 21i - żle wyświetla współrzędne Absolutne
Aby zmienić parametr musisz być w trybie MDI .
Najpierw w opcji offset musisz ustawić opcję 'parametr write' enable - 1. Maszyna wyświetli alarm potem nadal w trybie MDI znajdź wybrany parametr i go zmień.
Następnie wyłącz opcję zmiany parametrów i zrestartuj maszynę. W ten sposób powinno zadziałać
Najpierw w opcji offset musisz ustawić opcję 'parametr write' enable - 1. Maszyna wyświetli alarm potem nadal w trybie MDI znajdź wybrany parametr i go zmień.
Następnie wyłącz opcję zmiany parametrów i zrestartuj maszynę. W ten sposób powinno zadziałać






