Wita,
Dzięki za zainteresowanie tematem. Fakt, specjalistą nie jestem

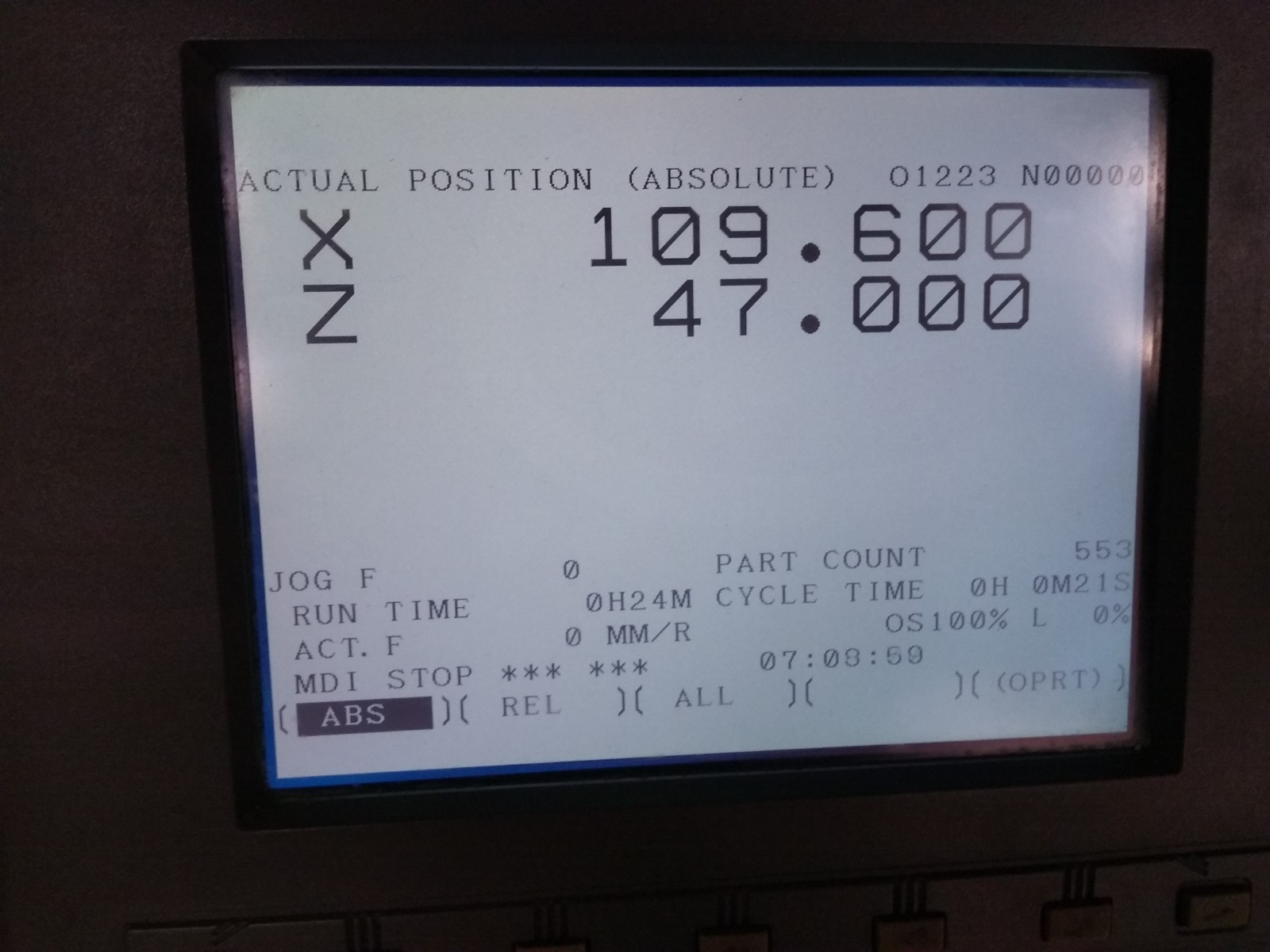
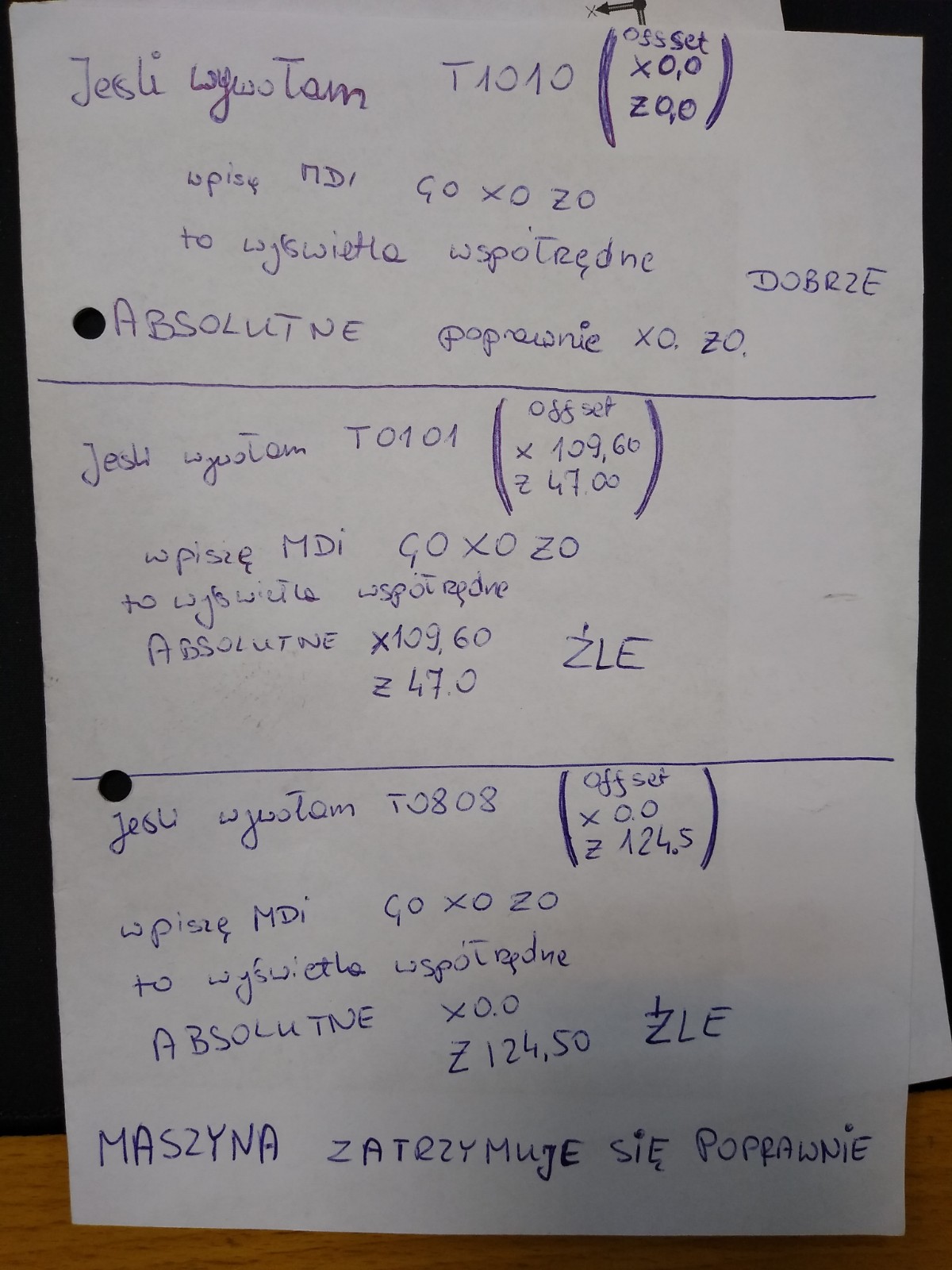
Chciałbym aby po wywołaniu narzędzia wyświetlało się, że ostrze jest na współrzędnych, które podaje w programie.
Czyli w tym przypadku powinno wyświetlać na poniższym zdjęciu X0 Z0. A wyświetla wartości wpisane w tabelę narzędzi w geometrii narzędzia.
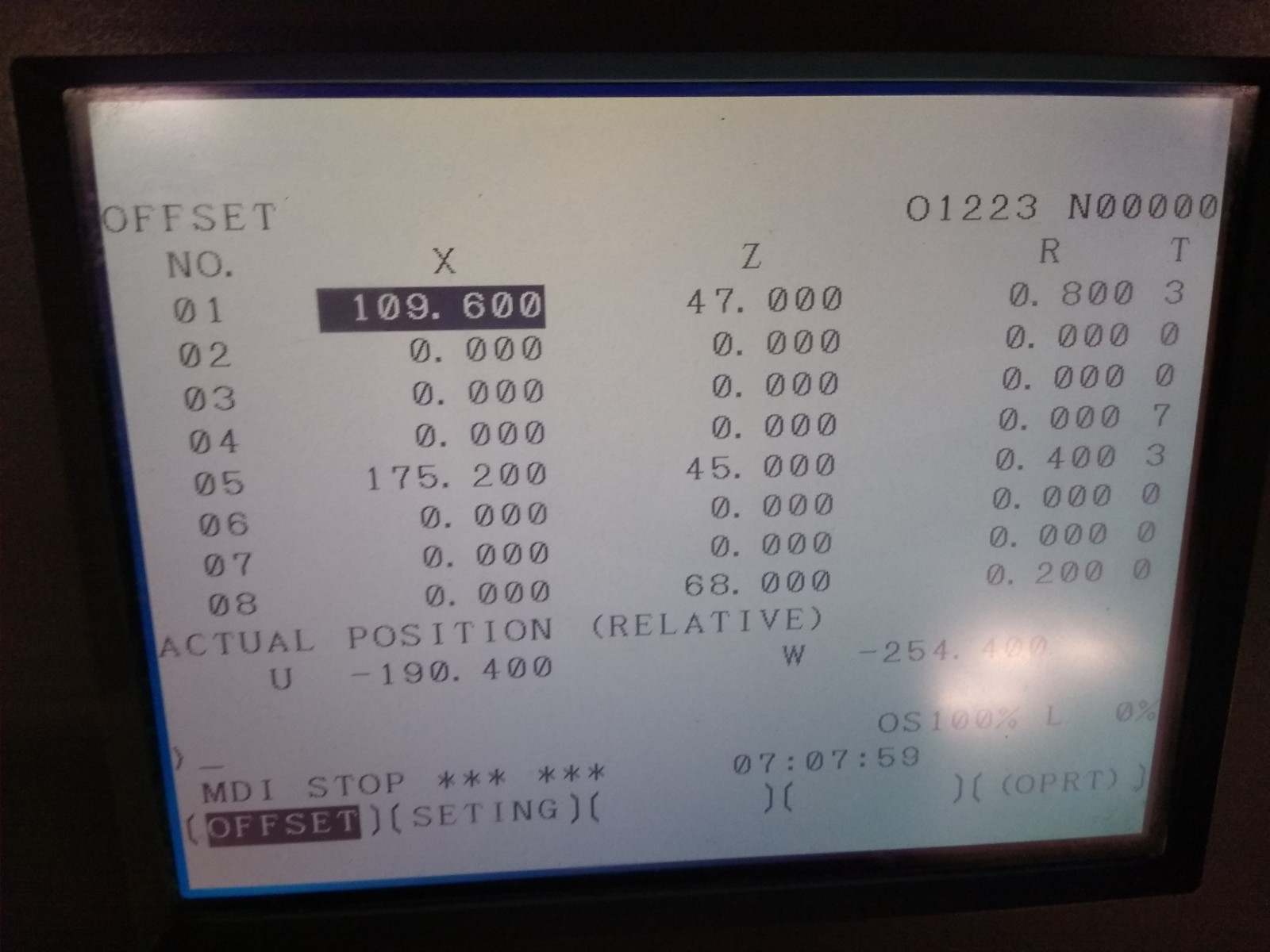
W tabeli narzędzi mam tak wpisane offsety (X podaje średnicowo)
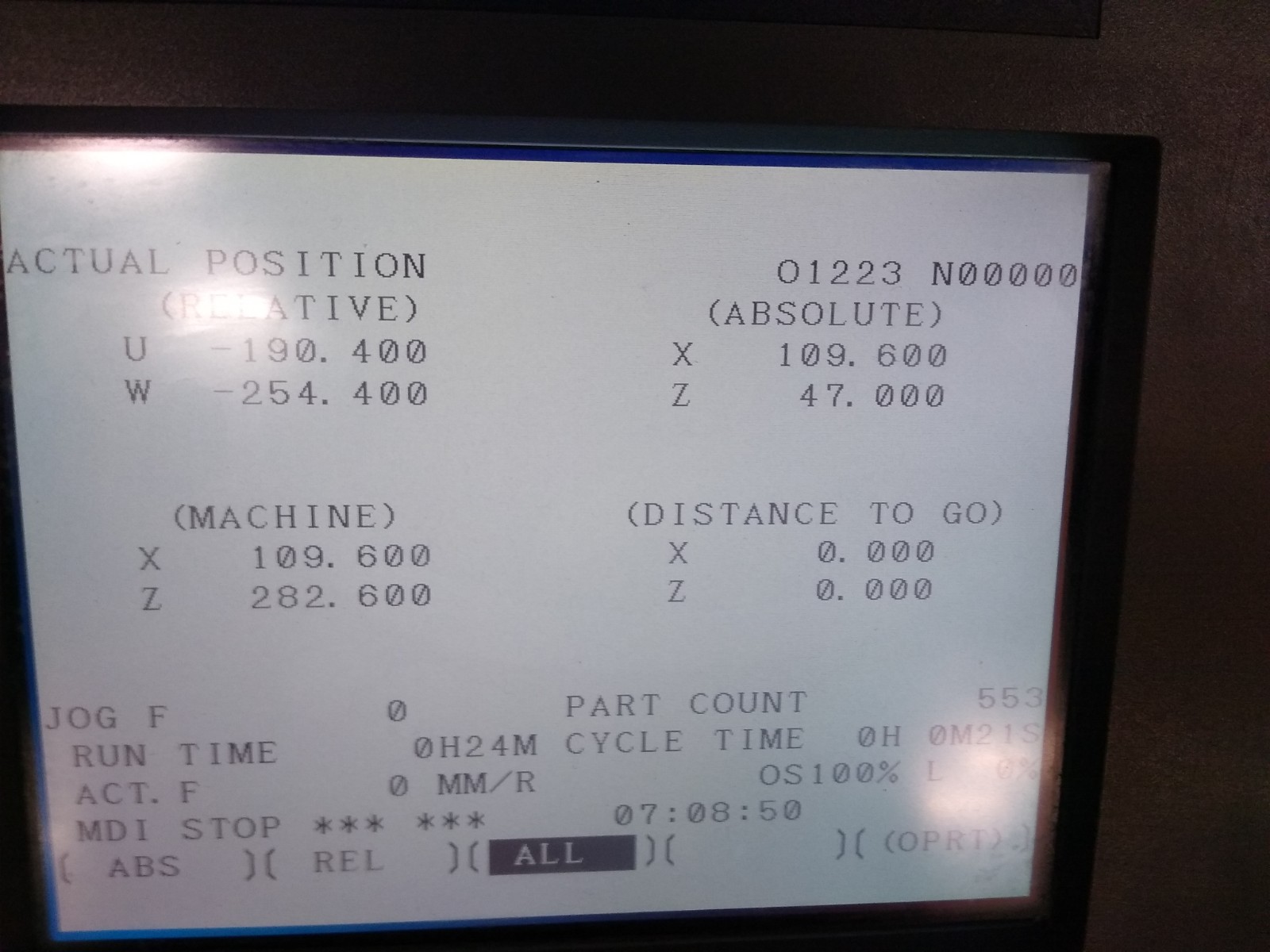
Wszystkie współrzędne: maszynowe, absolutne wyglądają tak:
Maszyna fizycznie wygląda jak na poniższym zdjęciu. Wierzchołek płytki stoi na X0 Z0 -
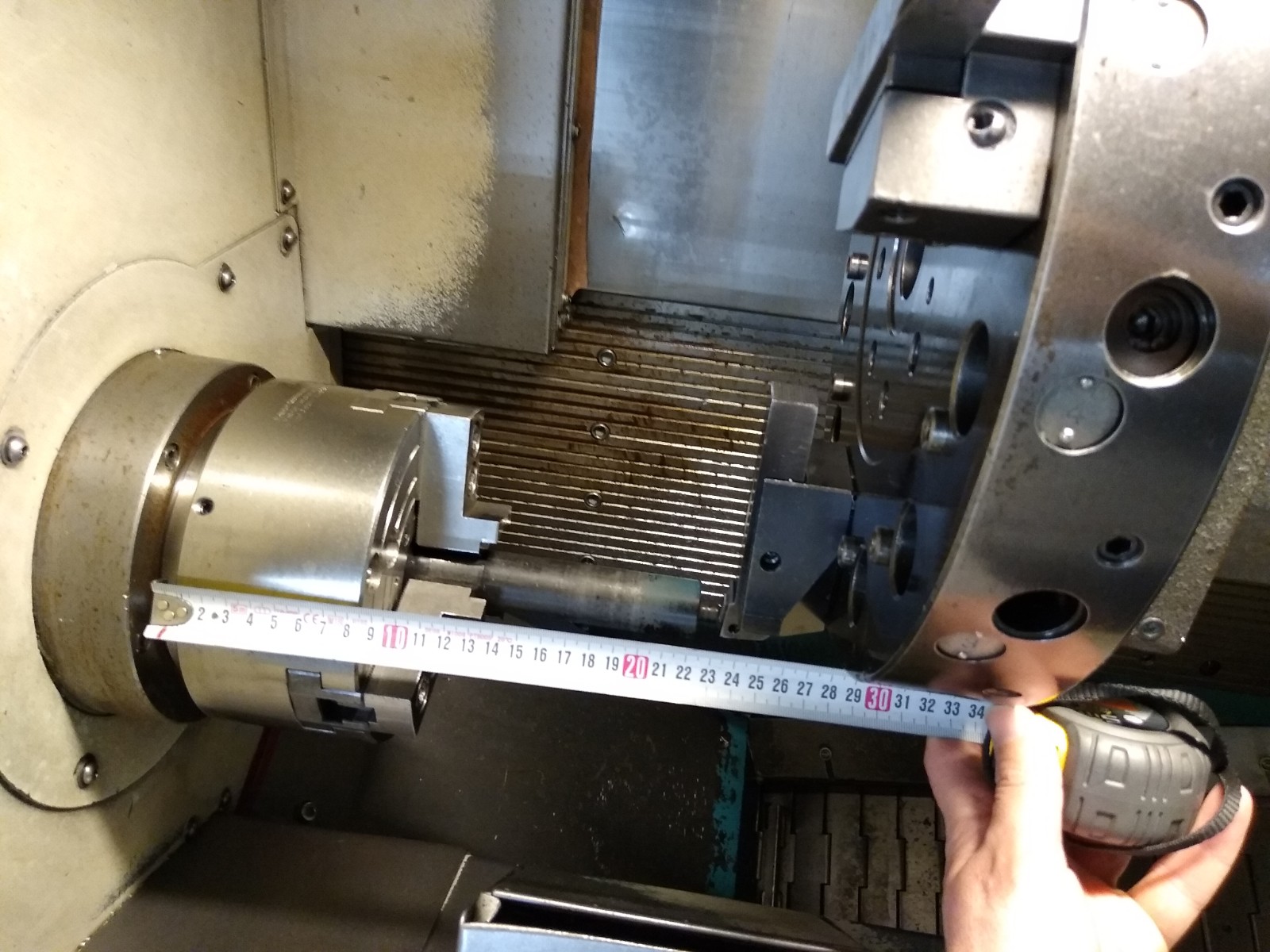
Wg miarki współrzędna maszynowa jest OK, bo baza maszynowa jest na czole wrzeciona - pod uchwytem.
Jakby ktoś mógł pomóc, to byłoby fajnie. Może ktoś zna jakiegoś "Magika" od starszych maszyn. Też chętnie skorzystam z pomocy.
Dziękuję za uwagę,







")
")