



")
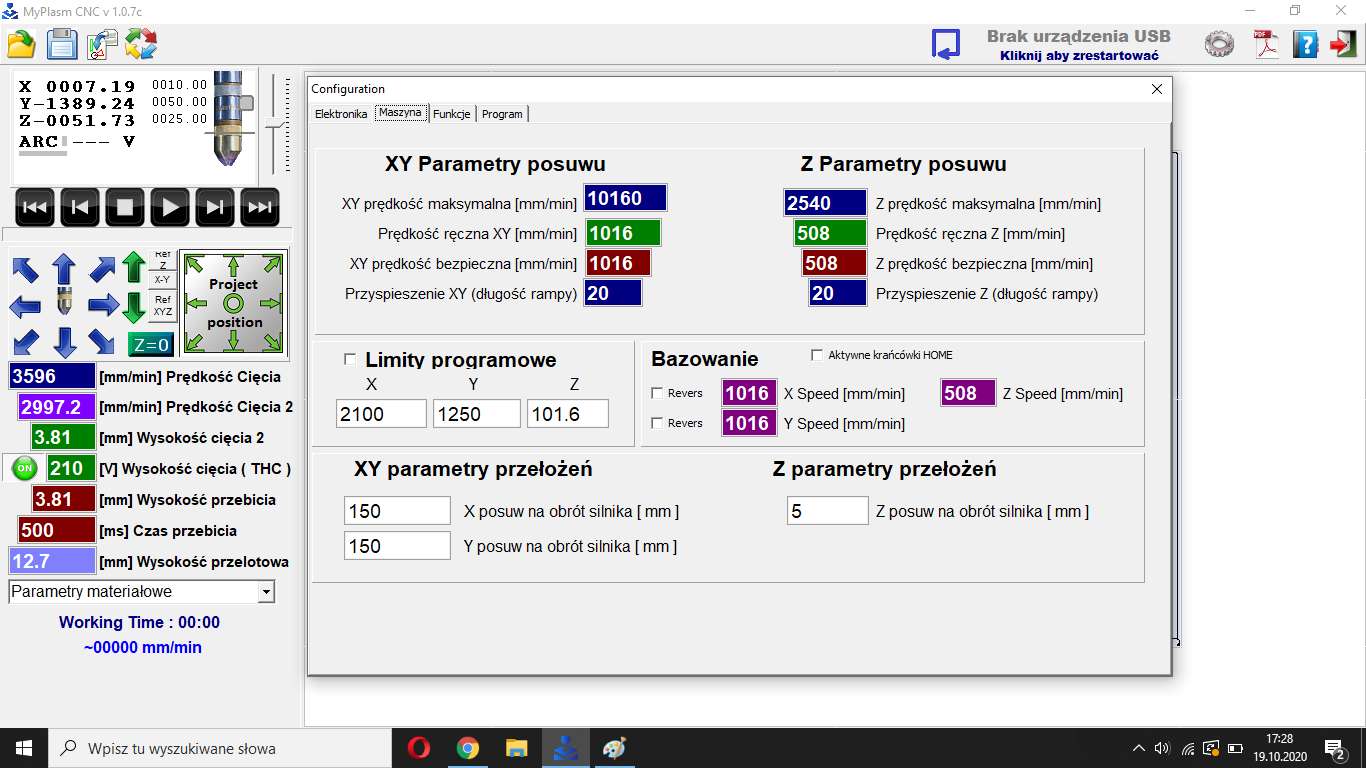
I jeszcze co musi być podłączone żeby THC działał prawidłowo bo w takich ustawieniach jak teraz i jak tnę blachę 3mm to palnik zupełnie nie zmienia wysokości i uderza w materiał , dzwoniłem do was dziś do firmy i jakiś Pan przy telefonie mi powiedział żebym zrobił długi przejazd i używał pageUp i padeDown ale to nic nie pomogło. Czy po prostu to jest połaczone z systemem OMNIC i dlatego mi nie działa?




")
")






