




MyPlasm CNC - System sterowania przecinarkami plazmowymi
-
prokopcio
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 71
- Posty: 1127
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
nie mam niestety zdjęcia. Do chińskiej taniej przecinarki klient wygiął kawałek sztywnego drutu w kółeczko żeby umieścić z drobnym luzem w nim palnik, to się sprawdza idealnie zamiast tej fabrycznej osłonki. Bardzo proste i skuteczne. coś na kształt takiego


-
ProfesjonalnyAmator
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 26
- Posty: 153
- Rejestracja: 19 wrz 2020, 20:33
- Lokalizacja: Miechów
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Ok jutro się będę z tym bawić , jak się uda to zdam relacje i wstawie zdjęcia , bardzo dziękuje za pomoc 
-
ProfesjonalnyAmator
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 26
- Posty: 153
- Rejestracja: 19 wrz 2020, 20:33
- Lokalizacja: Miechów
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Coś takiego zrobiłem z drutu nierdzewnego do spawania.


i nie wiem mam jakiś problem z rozpoczynaniem pracy bo chce robić taki przejazd rysunku na sucho i sie nie da bo oś Z się opuszcza i wyskakuje komunikat na czerwono "MATERIAŁ" a wszystko mam wyłączone i interfejs plazmowy i czekaj na sygnał zwrotny , da sie jakos inaczej to zrobić żeby tak na sucho bez włączania plazmy i bez udziału osi Z ?
i nie wiem mam jakiś problem z rozpoczynaniem pracy bo chce robić taki przejazd rysunku na sucho i sie nie da bo oś Z się opuszcza i wyskakuje komunikat na czerwono "MATERIAŁ" a wszystko mam wyłączone i interfejs plazmowy i czekaj na sygnał zwrotny , da sie jakos inaczej to zrobić żeby tak na sucho bez włączania plazmy i bez udziału osi Z ?
-
prokopcio
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 71
- Posty: 1127
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Powinno działać również bez odpalania plazmy. Komunikat oznacza, że szukał materiału i się nie doszukał ( oś Z zeszła poniżej 0 maszynowego czyli aż do poziomu rusztu )
możliwe przyczyny:
zakładam, że fizyczny posuw osi Z jest zgodny ze współrzędnymi na ekranie bo to inny temat.
1. źle wprowadzony zakres pracy osi Z
2. Nie zbazowana oś Z
3. nie działający ohmic.
Czy po zwarciu tego ringu do masy interface plazmowy zaczyna mrugać bardzo szybko a na ekranie przy palniku pojawia się szerwona strzałka sygnalizująca zadziałanie systemu OHMIC ?
Proszę maszynę uruchamiać małymi krokami krok po kroku wg instrukcji. W przeciwnym razie przyczyn może być zbyt wiele i nie wiadomo gdzie szukać.
możliwe przyczyny:
zakładam, że fizyczny posuw osi Z jest zgodny ze współrzędnymi na ekranie bo to inny temat.
1. źle wprowadzony zakres pracy osi Z
2. Nie zbazowana oś Z
3. nie działający ohmic.
Czy po zwarciu tego ringu do masy interface plazmowy zaczyna mrugać bardzo szybko a na ekranie przy palniku pojawia się szerwona strzałka sygnalizująca zadziałanie systemu OHMIC ?
Proszę maszynę uruchamiać małymi krokami krok po kroku wg instrukcji. W przeciwnym razie przyczyn może być zbyt wiele i nie wiadomo gdzie szukać.
-
ProfesjonalnyAmator
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 26
- Posty: 153
- Rejestracja: 19 wrz 2020, 20:33
- Lokalizacja: Miechów
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Witam poraz kolejny , okazało się że winą tego że program nie chciał się odpalić na sucho był laptop podpiąłem inny laptop i program od razu wystartował na sucho, ale system OMNIC dalej nie chce działać może coś źle podpiąłem ? i czy stół musi być połączony z rama ? bo wannę mam odizolowana od reszty urządzenia ?
-
prokopcio
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 71
- Posty: 1127
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
ohmic to nic innego jak sprawdzenie przejścia pomiędzy tymi punktami czyli czy osłonka dyszy dotyka do uziemionego materiału
-
ProfesjonalnyAmator
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 26
- Posty: 153
- Rejestracja: 19 wrz 2020, 20:33
- Lokalizacja: Miechów
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
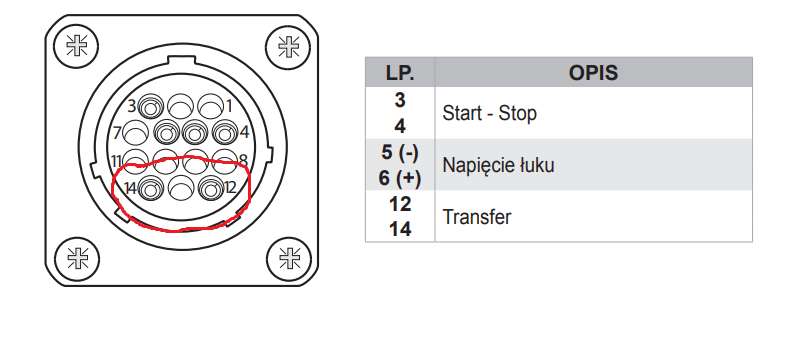
Tak po zwarciu tych dwóch punktów jest tak jak Pan mówi to znaczy że mam gdzieś coś źle podpięte bo port CPC w plazmie mam podpięty tak jak na instrukcji ale w porcie CPC w plazmie są dodatkowe piny (12,14) do podpięcia które ja na podpiąłem do niczego może dlatego nie łączy się z systemem OMIC ? bo nigdzie w instrukcji nie mogę zajść do czego one służą.
I jakby mi Pan jeszcze mógł wytłumaczyć do czego służy dzielnik napięcia ? bo mam spartusa 65 i mogę tego użyć a nie za bardzo wiem do czego to służy ?
I jakby mi Pan jeszcze mógł wytłumaczyć do czego służy dzielnik napięcia ? bo mam spartusa 65 i mogę tego użyć a nie za bardzo wiem do czego to służy ?
-
prokopcio
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 71
- Posty: 1127
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Na forum nie ma Panów 
Skoro działa zwierając te piny to też musi działać jeśli jeden jest podpięty do uziemienia (tym samym do materiału) a drugi do tego druta.
Tu niema co nie działać. Chyba, że maszyna nie jest uziemiona to niema którędy zamknąć się obwód.
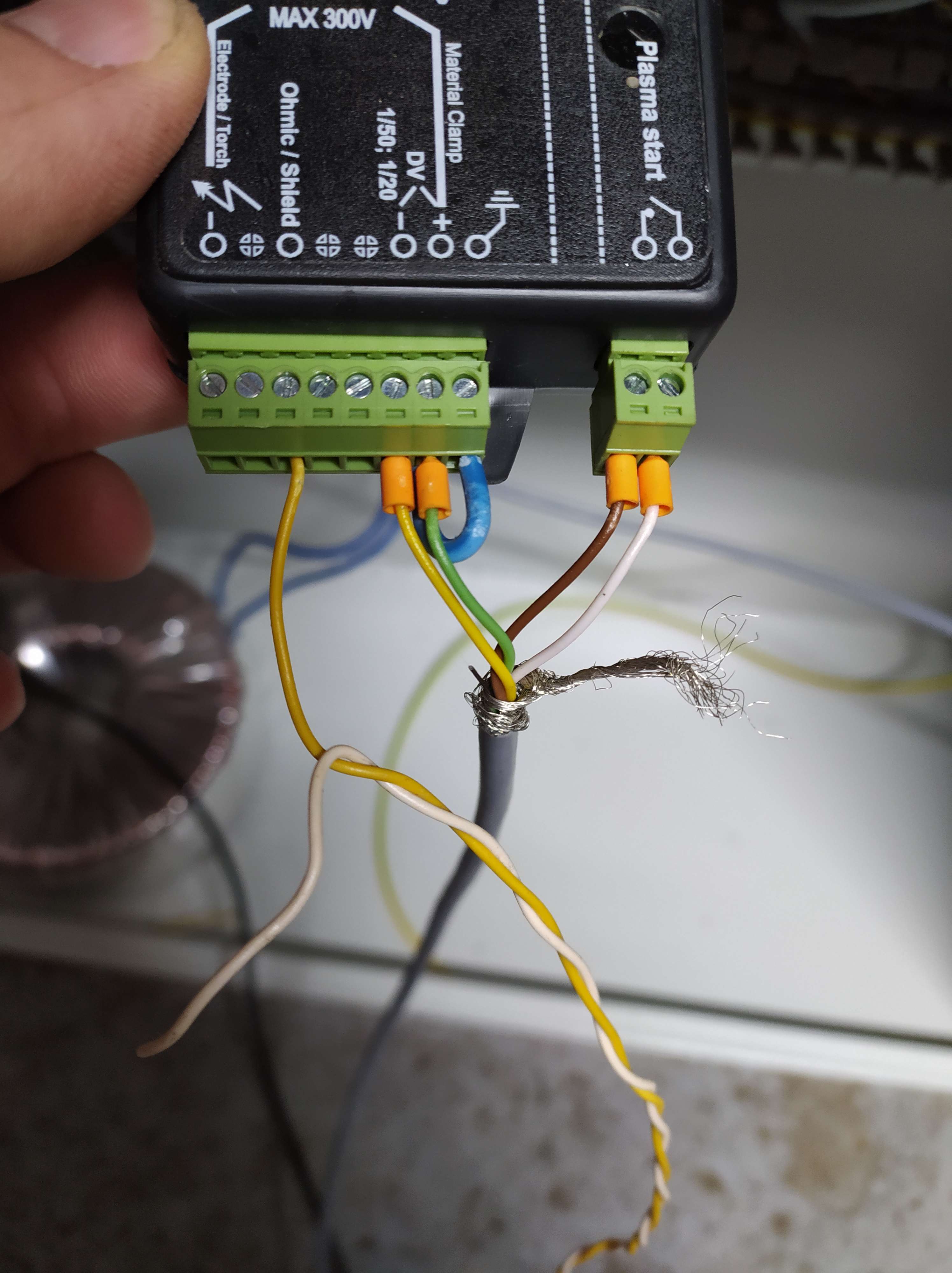
co do dzielnika to obniża napięcie łuku plazmowego z 100-300V do niskiego napięcia. Po podpięciu (żółty / zielony) widzę, że jest podpięty pomiar niskonapięciowy do zacisków DV więc zakładam, że przecinarka ma wbudowany dzielnik napięcia, w przeciwnym razie interfejs raczej by tego nie przeżył w ten sposób podpięty.
Skoro działa zwierając te piny to też musi działać jeśli jeden jest podpięty do uziemienia (tym samym do materiału) a drugi do tego druta.
Tu niema co nie działać. Chyba, że maszyna nie jest uziemiona to niema którędy zamknąć się obwód.
co do dzielnika to obniża napięcie łuku plazmowego z 100-300V do niskiego napięcia. Po podpięciu (żółty / zielony) widzę, że jest podpięty pomiar niskonapięciowy do zacisków DV więc zakładam, że przecinarka ma wbudowany dzielnik napięcia, w przeciwnym razie interfejs raczej by tego nie przeżył w ten sposób podpięty.
-
ProfesjonalnyAmator
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 26
- Posty: 153
- Rejestracja: 19 wrz 2020, 20:33
- Lokalizacja: Miechów
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Tak mam dzielnik bo mam SPARTUSA 65 PRO tylko go nie ma nigdzie na wierzchu i będę musiał rozkręcić obudowę, żeby zobaczyć co tam jest ustawione , a jakie sa najlepsze ustawienia tego dzielnika ?
I wracając do systemu OMNIC stół mam nie uziemiony tzn jest odizolowany od reszty maszyny , ale np jak stykam kabel do dowolnej części plazmy masy lub palnika to nic się nie wyświetla tzn system ominic nie reaguje
Przy sterowaniu CNC mam te dwa piny nie podłączone do niczego (12,14), a powinny być podłączone do sterowania ?
I wracając do systemu OMNIC stół mam nie uziemiony tzn jest odizolowany od reszty maszyny , ale np jak stykam kabel do dowolnej części plazmy masy lub palnika to nic się nie wyświetla tzn system ominic nie reaguje
Przy sterowaniu CNC mam te dwa piny nie podłączone do niczego (12,14), a powinny być podłączone do sterowania ?
-
prokopcio
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 71
- Posty: 1127
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
nie jestem pewien czy ma dzielnik. 5,6 to może być pełne napięcie łuku bo tak jest opisane a nie podzielone (można uszkodzić interfejs podłączając do zacisków DV).
jeśli maszyna jest uziemiona i zacisk interfejsu oznaczony jako uziemienie również jest uziemiony to musi system działać ( potwierdziliśmy, że system jest sprawny zwierając te dwa piny ze sobą )
jeśli maszyna jest uziemiona i zacisk interfejsu oznaczony jako uziemienie również jest uziemiony to musi system działać ( potwierdziliśmy, że system jest sprawny zwierając te dwa piny ze sobą )






