



MyPlasm CNC - System sterowania przecinarkami plazmowymi


-
arczi123452
- Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 6
- Posty: 28
- Rejestracja: 27 cze 2015, 20:55
- Lokalizacja: ZG
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Wygląda to dość fajnie, na pewno będzie łatwiejsze niż operowanie mach'em, który nadaje się do frezarki aczkolwiek plazmę też ogarnia.
Co jest dobre to na pewno bazowanie detalu, ciągniesz myszką i jest. Fajnie to pokazała jakaś babeczka na youtube.
Teraz do rzeczy, interesuje mnie to, żeby przesiąść się z ssk-mb na coś bardziej cywilizowanego, ale potrzebowałbym, myślę że nie tylko ja, obsługę palnika gazowego.
Plazma do większości paleń powinna być prymitywna w obsłudze, bo wiadomo nie pali się detali końcowych których dokładność ma być kosmiczna, podobnie jest z palnikiem gazowym ale... dla gazu:
- wyłączona oś z, a jeszcze lepiej jakiś czujnik wysokości, widziałem, że kiedyś prokopcio próbował z pojemnościówką, ale chyba wrzucił to na dno szafy.
Z własnego doświadczenia co zaobserwowałem to pomimo palenia grubych elementów palnikiem gazowym, to materiał pracuje na stole, a druga sprawa, coś mi oś Z potrafi sama na dół pojechać (oś na śrubie, mały silnik, a palnik swoje waży).
Teraz pytanie, czy producent przewiduje obsługę palnika i kontrolę jego wysokości w niedalekiej przyszłości? Bo nie wiem czy już zamawiać czy jeszcze się wstrzymać.
Co jest dobre to na pewno bazowanie detalu, ciągniesz myszką i jest. Fajnie to pokazała jakaś babeczka na youtube.
Teraz do rzeczy, interesuje mnie to, żeby przesiąść się z ssk-mb na coś bardziej cywilizowanego, ale potrzebowałbym, myślę że nie tylko ja, obsługę palnika gazowego.
Plazma do większości paleń powinna być prymitywna w obsłudze, bo wiadomo nie pali się detali końcowych których dokładność ma być kosmiczna, podobnie jest z palnikiem gazowym ale... dla gazu:
- wyłączona oś z, a jeszcze lepiej jakiś czujnik wysokości, widziałem, że kiedyś prokopcio próbował z pojemnościówką, ale chyba wrzucił to na dno szafy.
Z własnego doświadczenia co zaobserwowałem to pomimo palenia grubych elementów palnikiem gazowym, to materiał pracuje na stole, a druga sprawa, coś mi oś Z potrafi sama na dół pojechać (oś na śrubie, mały silnik, a palnik swoje waży).
Teraz pytanie, czy producent przewiduje obsługę palnika i kontrolę jego wysokości w niedalekiej przyszłości? Bo nie wiem czy już zamawiać czy jeszcze się wstrzymać.
-
prokopcio
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 71
- Posty: 1127
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
-
arczi123452
- Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 6
- Posty: 28
- Rejestracja: 27 cze 2015, 20:55
- Lokalizacja: ZG
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Takie rzeczy w ukryciu  Ok regulacja manualna też może być bo prędkość palenia i tak jest w okolicach 200 do 300mm, tylko czy jest możliwa podczas wykonywania programu.
Ok regulacja manualna też może być bo prędkość palenia i tak jest w okolicach 200 do 300mm, tylko czy jest możliwa podczas wykonywania programu.
Jeszcze jedna myśl mi przyszła, a na sucho nie mogę znaleźć w programie. Chodzi o mostki, żeby plazmą zminimalizować przebicia do minimum? Są albo czy kiedyś będą?
Jeszcze jedna myśl mi przyszła, a na sucho nie mogę znaleźć w programie. Chodzi o mostki, żeby plazmą zminimalizować przebicia do minimum? Są albo czy kiedyś będą?
-
prokopcio
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 71
- Posty: 1127
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Mostków jeszcze nie ma, jest szansa, że się pojawią w przyszłym roku dopiero.
oczywiście regulacja wysokości podczas cięcia jest możliwa.
oczywiście regulacja wysokości podczas cięcia jest możliwa.
-
ProfesjonalnyAmator
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 26
- Posty: 153
- Rejestracja: 19 wrz 2020, 20:33
- Lokalizacja: Miechów
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Witam,
Mam takie pytanie kupiłem plazme Spartus 65 i nie wiem jak podłączyć pod palnik przewód do systemu OHMIC jak widać na zdjęciach dość dobrze palnik jest zabudowany i co mam go rozkręcić i tam wsadzić jakiś przewód ?

i jeszcze jedno pytanie jakiego przekroju mogą być przewody które idą z kontrolera do CPC Portu ? 4x0.5 wystarcza takie ?
Mam takie pytanie kupiłem plazme Spartus 65 i nie wiem jak podłączyć pod palnik przewód do systemu OHMIC jak widać na zdjęciach dość dobrze palnik jest zabudowany i co mam go rozkręcić i tam wsadzić jakiś przewód ?
i jeszcze jedno pytanie jakiego przekroju mogą być przewody które idą z kontrolera do CPC Portu ? 4x0.5 wystarcza takie ?
-
prokopcio
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 71
- Posty: 1127
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
ten palnik nie jest wyposażony w osłonę dyszy stosowaną do systemu ohmic, można samemu wykombinować odizolowane kółko z kawałka druta 0.5mm poniżej dyszy też się sprawdzi dobrze.
oryginalna osłona w hypertherm wygląda tak :
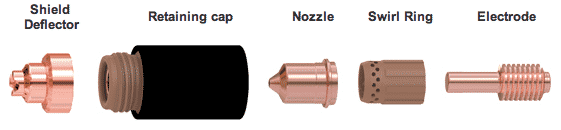
oryginalna osłona w hypertherm wygląda tak :
-
ProfesjonalnyAmator
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 26
- Posty: 153
- Rejestracja: 19 wrz 2020, 20:33
- Lokalizacja: Miechów
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
A jak to mniej więcej wykombinować z tym drutem? Czy muszę zrobić pływająca głowice żeby system zajaż
ania łuku działał?
ania łuku działał?
-
prokopcio
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 71
- Posty: 1127
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
żeby odpalić łuk powinno się być na dobrej wysokości nad materiałem można :
1. Wykorzystać system Ohmic w celu automatycznego wyzerowania pozycji materiału przed każdym odpaleniem
2. jw. wykorzystać głowicę pływającą.
3. wykorzystywać obie opcje jednocześnie ( Ohmic jest lepszy ale zawodny )
4. Jeśli materiał prosto leży i się nie odkształca można olać całkowicie detekcję
1. Wykorzystać system Ohmic w celu automatycznego wyzerowania pozycji materiału przed każdym odpaleniem
2. jw. wykorzystać głowicę pływającą.
3. wykorzystywać obie opcje jednocześnie ( Ohmic jest lepszy ale zawodny )
4. Jeśli materiał prosto leży i się nie odkształca można olać całkowicie detekcję
-
ProfesjonalnyAmator
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 26
- Posty: 153
- Rejestracja: 19 wrz 2020, 20:33
- Lokalizacja: Miechów
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Ale jeśli Pan mówi że ten palnik się do systemu OHMIC nie nadaje to pozostaje tylko te 2 opcje.






