



Rysy i fałdy na obrabianym materiale
-
Avalyah
- Lider FORUM (min. 2000)
")
- Posty w temacie: 10
- Posty: 2475
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
Re: Rysy i fałdy na obrabianym materiale
To przy następnej okazji zrobię też jeszcze raz testy, tym razem wykańczająco. Moja płytka to DCGT11T308 lub DCGT11T304 (jak się okazuje mam i takie i takie, nie wiem która jest założona) firmy no name 16zł sztuka (może i chińczyk, w sumie nie wiem).


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Rysy i fałdy na obrabianym materiale
Kolego Avalyach, a na jakiej maszynie to toczyłeś? (jak jej kondycja?)
i nie wygląda na to że zasłania go wiór, ale przyjrzyj się w realu...
Przy próbie spróbuj bez chłodzenia i z chłodzeniem. Z własnego doświadczenia wiem, że różnica w spływie wióra jest kolosalna nawet przy właściwie dobranym(kąt natarcia) ostrzu. A zwłaszcza, jak napisałem wcześniej, przy przecinaniu. Nawet wkroplenie tylko kilku kropli oleju (zamiast ciągłego chłodzenia emulsją czy alkoholem) znacząco polepsza proces i zmniejsza ryzyko zatorów a przez to ewentualnego uszkodzenia cienkiego przecinaka (proszę sobie spróbować przy okazji, i porównać).
Niektóre gatunki aluminium, zwłaszcza te czyste bez domieszek stopowych, mniej wytrzymałe mechanicznie(nieutwardzane zgniotowo czy wydzielinowo) mają gorsze własności skrawalne właśnie przez dużą adhezję do powierzchni narzędzia, co sprzyja tworzeniu szkodliwych dla procesu skrawania narostów. Inna para kaloszy to ekstradycja wiórów.
Sliluminy za to, z racji zawartości twardego krzemu wymagają większej energii w procesie obróbki.
Poniżej kilka informacji o skrawalności
http://forumaluminium.pl/pl/forum/8/topic=67
http://info.grafen.ippt.pan.pl/bazy/baz ... topow.html
i parametrach skrawania (oczywiście trzeba wziąć pod uwagę, że zalecenia te odnoszą się do warunków produkcyjnych na sztywnych komercyjnych maszynach, przez co dla naszych amatorskich trzeba przyjąć stosowne proporcje)
http://info.grafen.ippt.pan.pl/bazy/baz ... cznej.html
faktycznie, kolega rdarek ma rację, jak się dobrze przyjrzeć zdjęciu to cały promień wierzchołka jest ukruszony,jak dobrze widzę to ostrze masz w tej płytce ukruszone
i nie wygląda na to że zasłania go wiór, ale przyjrzyj się w realu...
Przy próbie spróbuj bez chłodzenia i z chłodzeniem. Z własnego doświadczenia wiem, że różnica w spływie wióra jest kolosalna nawet przy właściwie dobranym(kąt natarcia) ostrzu. A zwłaszcza, jak napisałem wcześniej, przy przecinaniu. Nawet wkroplenie tylko kilku kropli oleju (zamiast ciągłego chłodzenia emulsją czy alkoholem) znacząco polepsza proces i zmniejsza ryzyko zatorów a przez to ewentualnego uszkodzenia cienkiego przecinaka (proszę sobie spróbować przy okazji, i porównać).
Niektóre gatunki aluminium, zwłaszcza te czyste bez domieszek stopowych, mniej wytrzymałe mechanicznie(nieutwardzane zgniotowo czy wydzielinowo) mają gorsze własności skrawalne właśnie przez dużą adhezję do powierzchni narzędzia, co sprzyja tworzeniu szkodliwych dla procesu skrawania narostów. Inna para kaloszy to ekstradycja wiórów.
Sliluminy za to, z racji zawartości twardego krzemu wymagają większej energii w procesie obróbki.
Poniżej kilka informacji o skrawalności
http://forumaluminium.pl/pl/forum/8/topic=67
http://info.grafen.ippt.pan.pl/bazy/baz ... topow.html
i parametrach skrawania (oczywiście trzeba wziąć pod uwagę, że zalecenia te odnoszą się do warunków produkcyjnych na sztywnych komercyjnych maszynach, przez co dla naszych amatorskich trzeba przyjąć stosowne proporcje)
http://info.grafen.ippt.pan.pl/bazy/baz ... cznej.html
pozdrawiam,
Roman
Roman
-
Armstec
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 4
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
Re: Rysy i fałdy na obrabianym materiale
Czyli Vc=37
.... minimalne Vc to 100 dla tych DCGT koloroy itp. w alu, poniżej tego trochę pchasz materiał raczej niż tniesz, i też dlatego mogą powstawać takie koleiny. kolega rdarek dla finishu dobierał jakieś Vc=350 o ile sie nie mylę.. dlatego jest efekt
Standard, Ja wiem, że koła zębate w przekładni tak hałasują, że można się lękać najwyższych biegów. Ale zrób test i ustaw max... czyli 2000rmp, dla tego wałka fi 20 ( to ledwie bedzie Vc=100).
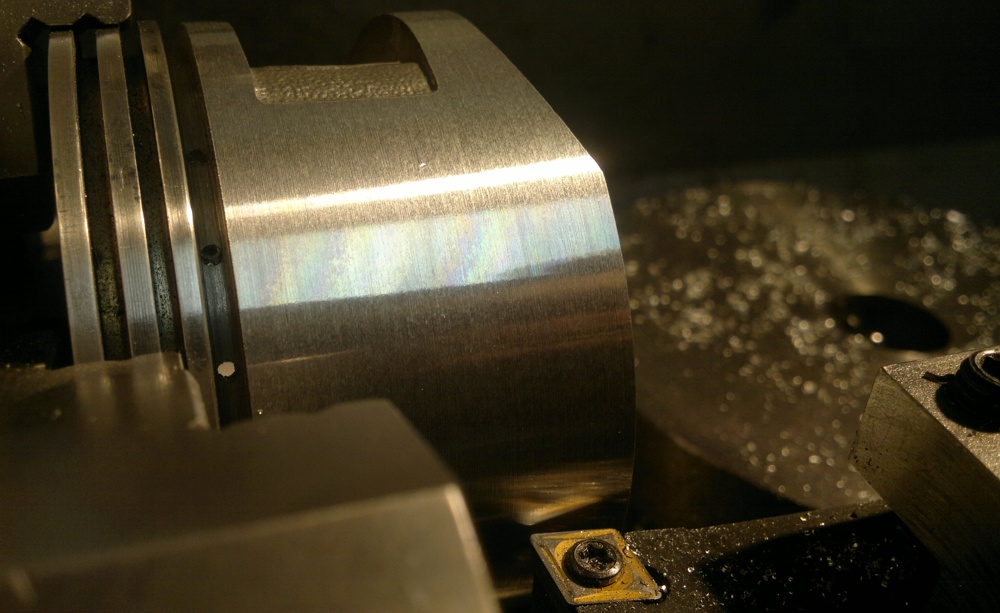
Zobacz biorę byle jaką chińska płytkę CCMT (ta co była z nożem w zestawie) i to z odzysku (zużyta i wtórnie ostrzona)
detal fi 80mm ( popielniczka z tłoka)
na wykańczający przejazd ustawienia
Posuw - 0.05mm/obr
głębokość - 0.1-0,2mm
2000rmp/min Vc=do nawet 500 po zew
(całość bez chłodziwa i ceregieli)


Dodane 24 minuty 59 sekundy:
(Nie wiem, może to jakaś to też jest wskazówka) takie są moje wióry z alu przeważnie... zgrubnie w wiaderku, a ten po prawej to z wykańczającej.

-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Rysy i fałdy na obrabianym materiale
Słuszne spostrzeżenie...Czyli Vc=37
.... minimalne Vc to 100 dla tych DCGT koloroy itp. w alu, poniżej tego trochę pchasz materiał raczej niż tniesz, i też dlatego mogą powstawać takie koleiny
jest - silumin(tłok) jest dość twardy, stąd taki krótki wiór przy małym ap nawet bez chłodzenia (w miękkim byłoby trochę gorzej) ale z pewnością duża Vc pomaga w usuwaniu z powierzchni natarcia pomimo wyższej temperatury.takie są moje wióry z alu przeważnie (Nie wiem, może to jakaś to też jest wskazówka)
Płytka wtórnie ostrzona, więc o ile pierwotnie miała jakąś powłokę to ostrzenie ją usunęło przynajmniej z krawędzi i powierzchni przyłożenia (bo tak pewnie była ostrzona), co nieco pogorszyło jej parametry...
pozdrawiam,
Roman
Roman
-
Avalyah
- Lider FORUM (min. 2000)
- Posty w temacie: 10
- Posty: 2475
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
Re: Rysy i fałdy na obrabianym materiale
Dobra, zrobiłem testy jeszcze raz. Tym razem:
rpm - 1950
głębokość - 0.05-0.1mm (na początku chciałem polecieć zgrubnie 0,5mm ale mi się prawie zatrzymała tokarka, więc resztę robiłem wykończeniowo)
posuw - 0.04/0.06 mm/obrót
detal fi50, PA38 albo PA4
chłodzenie emulgolem
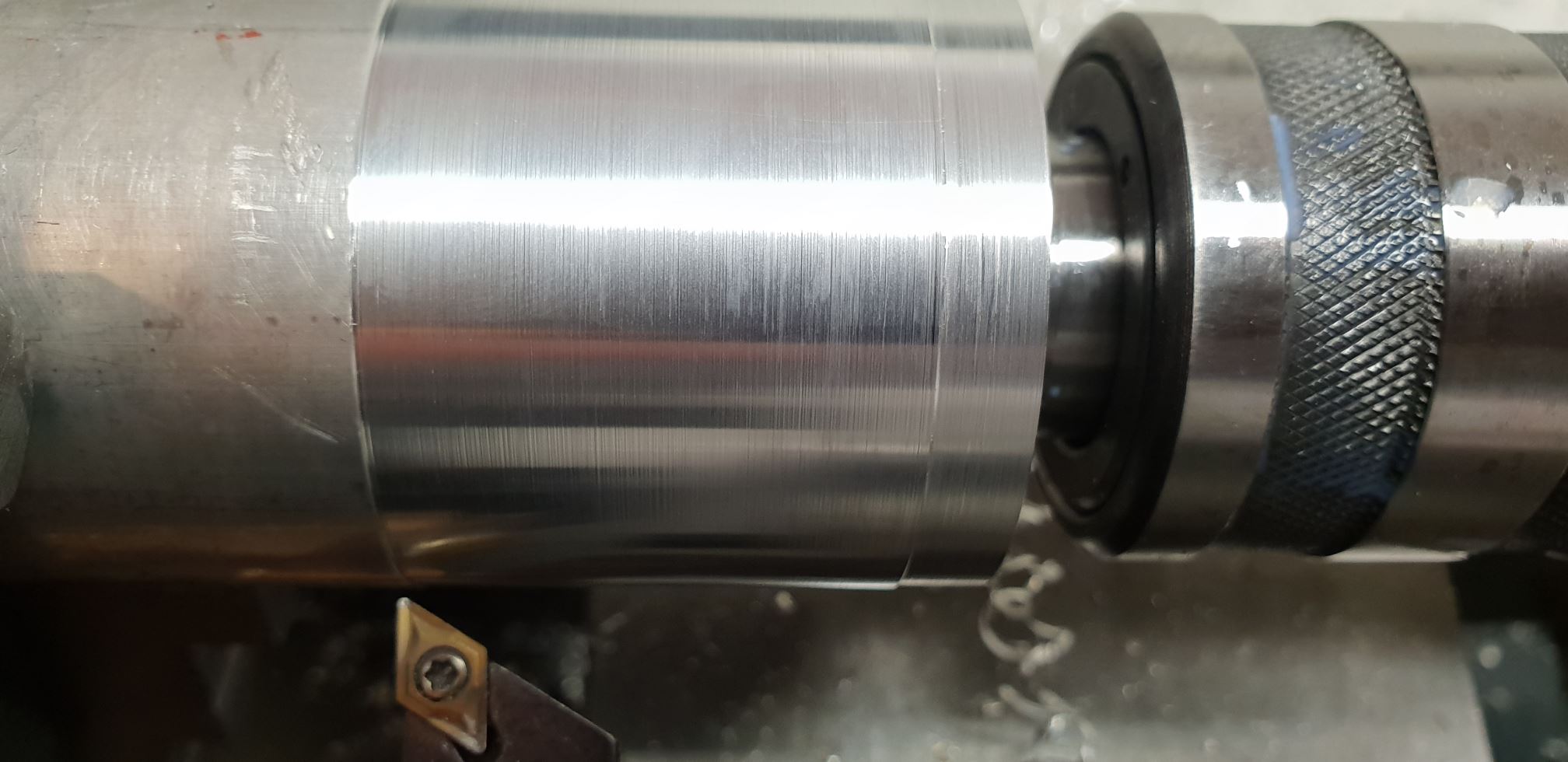

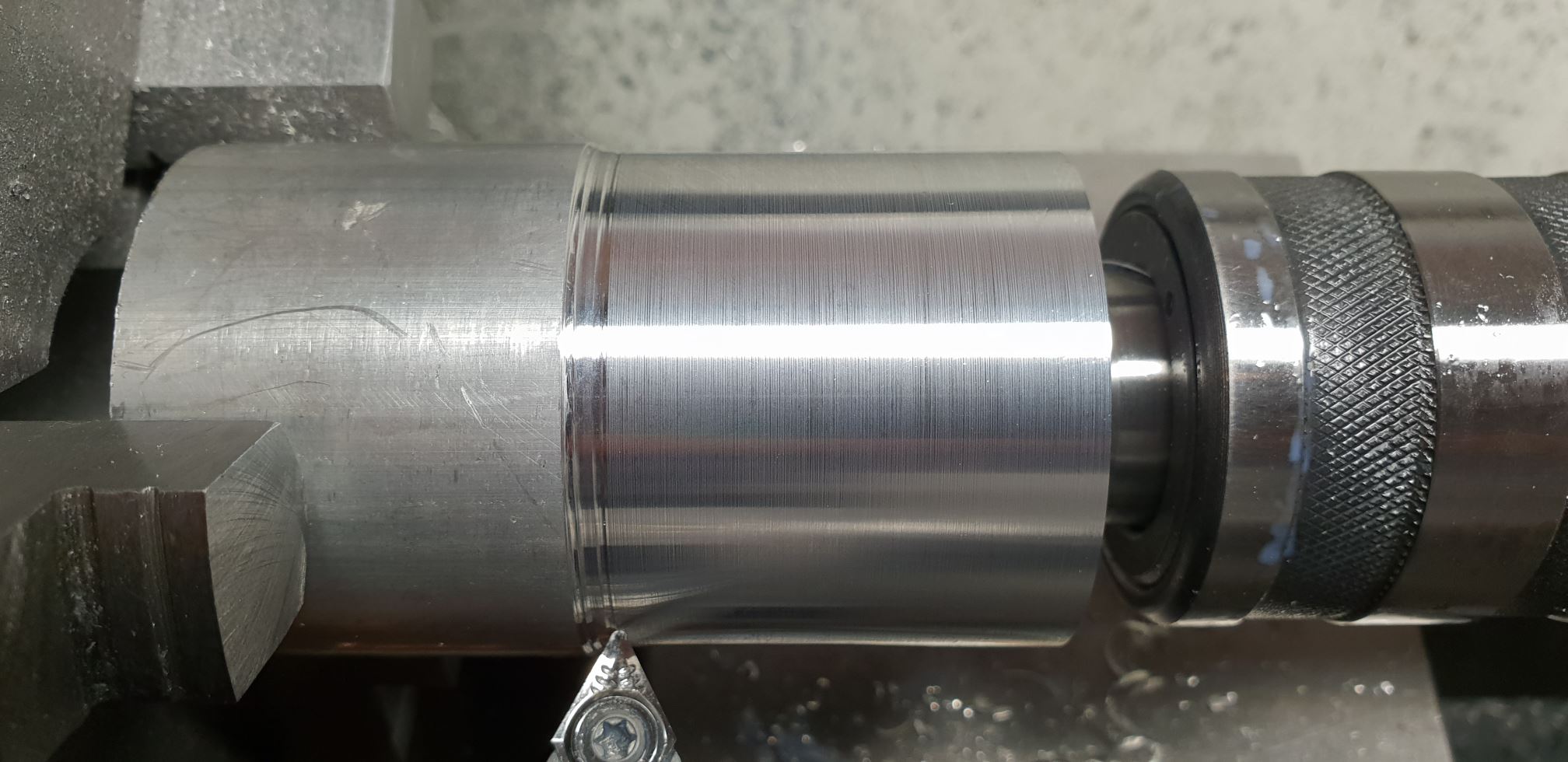
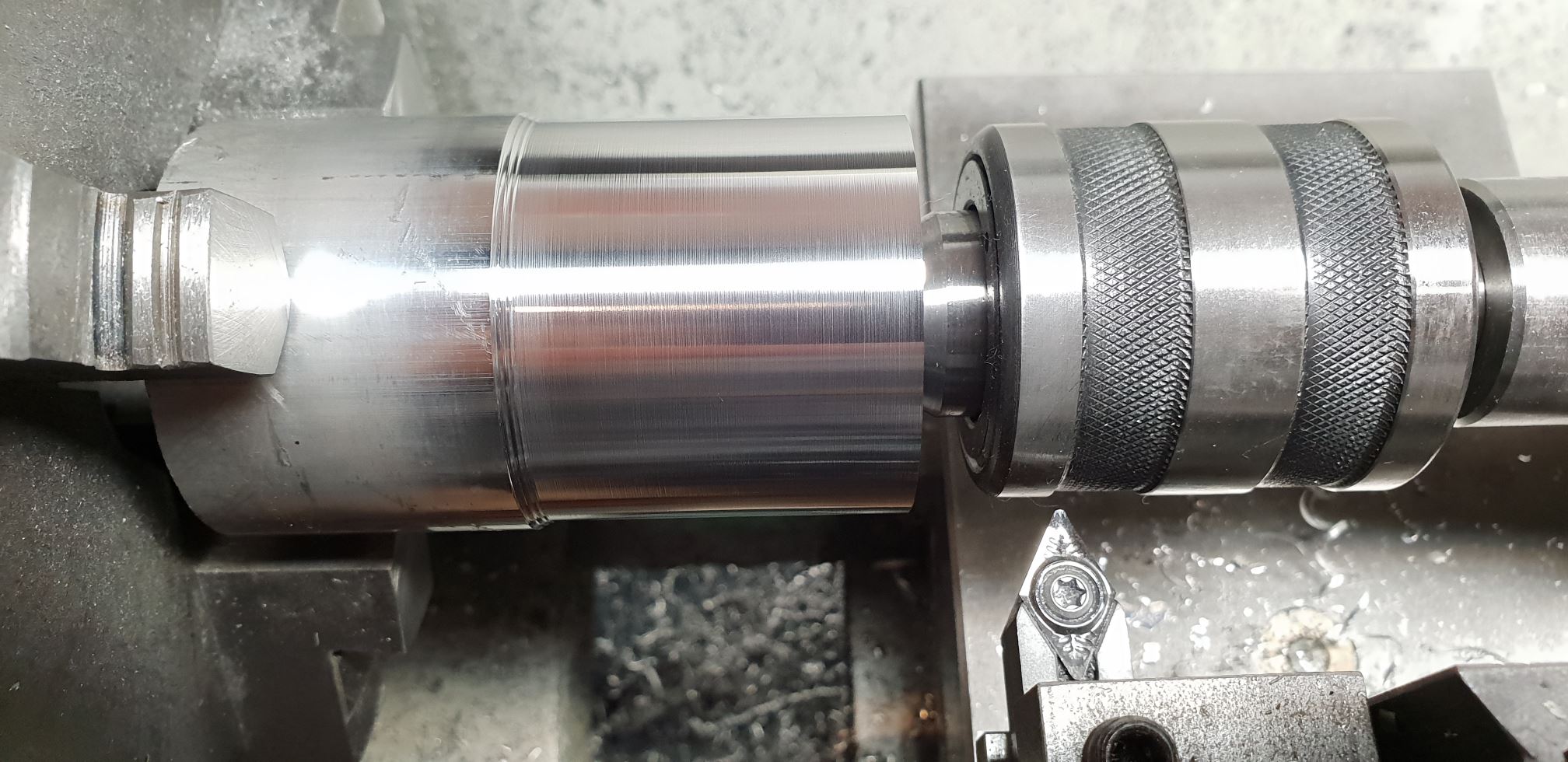
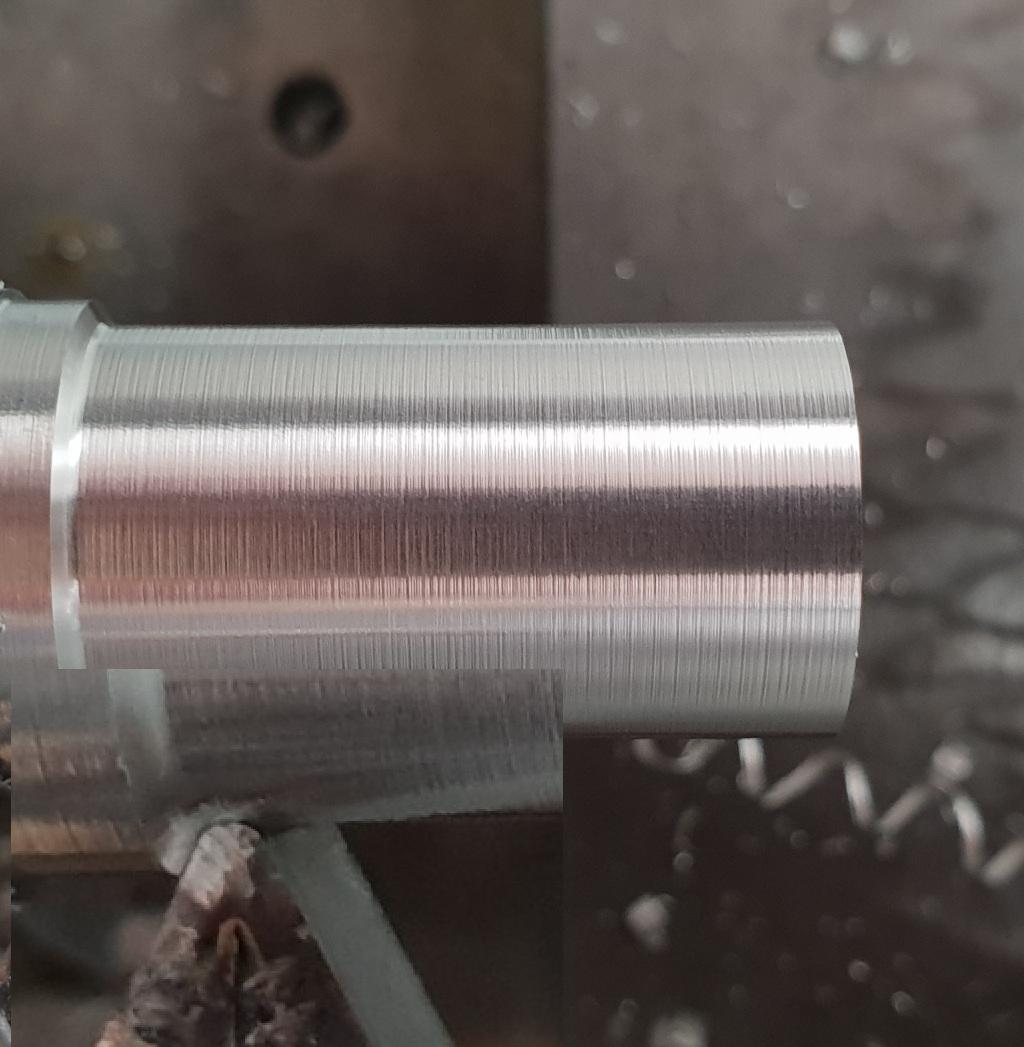
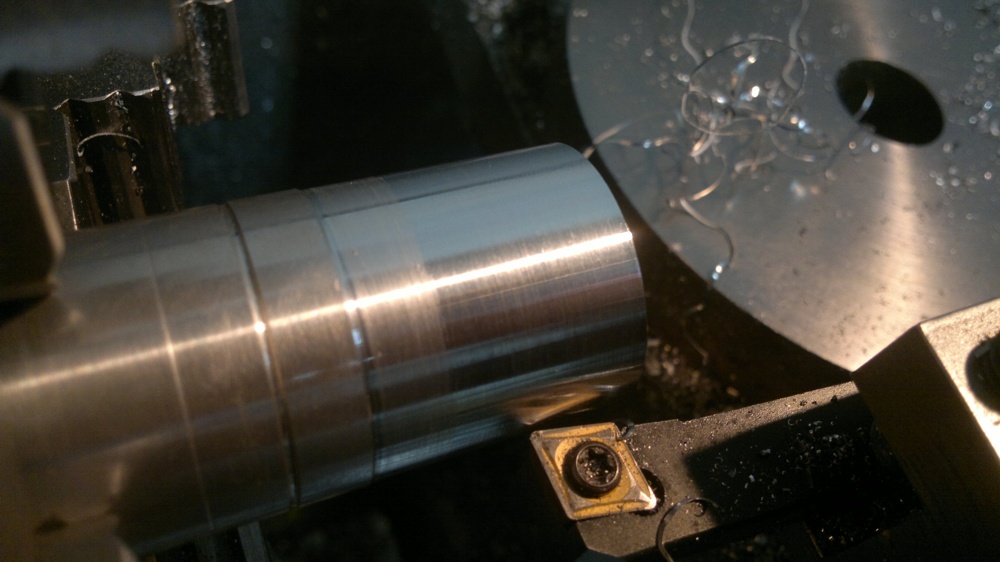
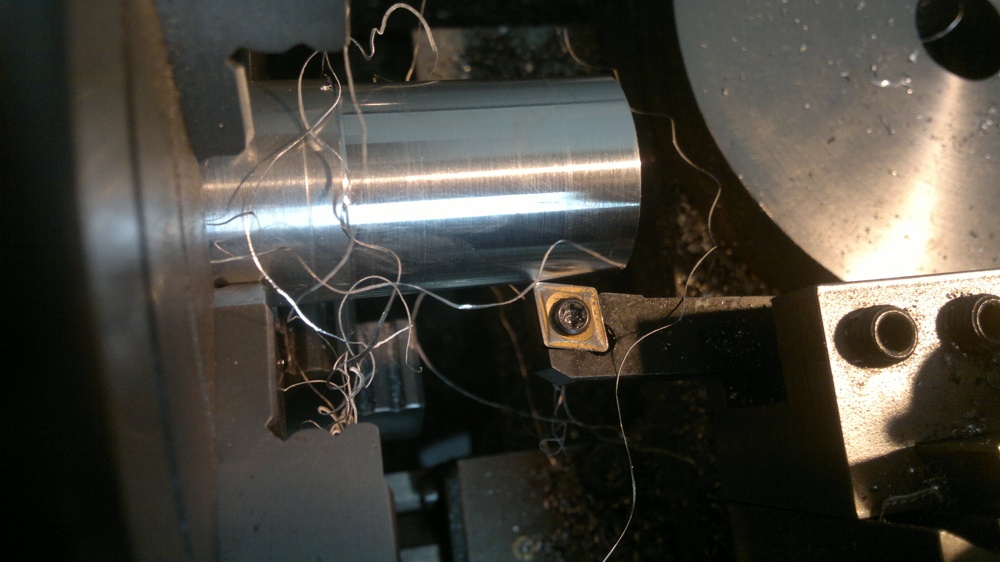
Wszystkie płytki obróciłem (ta do alu rzeczywiście ma coś lekko ukruszone ale z boku, nie na promieniu). W dotyku powierzchnie absolutnie gładziutkie, mimo, że ta druga wygląda słabo. Na ostatnim zdjęciu detal po lekkim polerowaniu. Wciąż na zdjęciach wygląda to dużo gorzej niż w rzeczywistości, gołym okiem o ile się nie patrzy z kilku centymetrów nawet ta druga powierzchnia wygląda ładnie. Tak, jakby kontrast był większy na zdjęciu.
Wiór się praktycznie nigdy nie łamie, raz jakimś cudem mi się ładnie tworzył przy 1350rpm, ap 0,6mm i posuw chyba 0,14mm /obr ale drugim razem te same parametry i już jak zwykle, czyli długie wstęgi. Pewnie pomogłoby większe ap ale nie zawsze można.
rpm - 1950
głębokość - 0.05-0.1mm (na początku chciałem polecieć zgrubnie 0,5mm ale mi się prawie zatrzymała tokarka, więc resztę robiłem wykończeniowo)
posuw - 0.04/0.06 mm/obrót
detal fi50, PA38 albo PA4
chłodzenie emulgolem
Wszystkie płytki obróciłem (ta do alu rzeczywiście ma coś lekko ukruszone ale z boku, nie na promieniu). W dotyku powierzchnie absolutnie gładziutkie, mimo, że ta druga wygląda słabo. Na ostatnim zdjęciu detal po lekkim polerowaniu. Wciąż na zdjęciach wygląda to dużo gorzej niż w rzeczywistości, gołym okiem o ile się nie patrzy z kilku centymetrów nawet ta druga powierzchnia wygląda ładnie. Tak, jakby kontrast był większy na zdjęciu.
Wiór się praktycznie nigdy nie łamie, raz jakimś cudem mi się ładnie tworzył przy 1350rpm, ap 0,6mm i posuw chyba 0,14mm /obr ale drugim razem te same parametry i już jak zwykle, czyli długie wstęgi. Pewnie pomogłoby większe ap ale nie zawsze można.
-
Armstec
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
Re: Rysy i fałdy na obrabianym materiale
PA38 coś na pewno znajde podobny wałek, zaraz obadam temat o co tu chodzi, jakos sobie z tym poradzimy. do wieczora dam znać
Dodane 1 godzina 50 minuty 35 sekundy:
Jest problem z wiórem nie chce sie łamać wcale, ale z dobrą powierzchnią bez problemu, jedynie wiór przeszkadza
nic nie zmieniałem posuw 0,05mm/obr i ap 0,1-0,2mm a wałek fi35
2000 obr na sucho (nie kręci wiór owija i rysuje)
1300 obr na sucho (to samo,rysy od wióra owiniętego)
1300obr na mokro (olej) (wiór zaczął się kręcić ale nie pęka)

2000obr na mokro (wiór się kreci jeszcze bardziej ale wciąż nie pęka, powieszchnia lustro, szklista (smugi to olej)

łamacz wióra inny i było by git
Dodane 1 godzina 50 minuty 35 sekundy:
Jest problem z wiórem nie chce sie łamać wcale, ale z dobrą powierzchnią bez problemu, jedynie wiór przeszkadza
nic nie zmieniałem posuw 0,05mm/obr i ap 0,1-0,2mm a wałek fi35
2000 obr na sucho (nie kręci wiór owija i rysuje)
1300 obr na sucho (to samo,rysy od wióra owiniętego)
1300obr na mokro (olej) (wiór zaczął się kręcić ale nie pęka)
2000obr na mokro (wiór się kreci jeszcze bardziej ale wciąż nie pęka, powieszchnia lustro, szklista (smugi to olej)
łamacz wióra inny i było by git
-
Avalyah
- Lider FORUM (min. 2000)
- Posty w temacie: 10
- Posty: 2475
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
Re: Rysy i fałdy na obrabianym materiale
Powierzchnia u mnie mnie nie boli, wychodzi bardzo ładnie (nawet, jeśli zdjęcia tego nie oddają). Gorzej z tym wiórem, bo ciężko go złamać a ja toczę stosunkowo długie detale, do zebrania do kilku milimetrów i zamiast zostawić i wrócić za 20 minut (maszynka przerobiona) to jednak czasem podchodzę odgarnąć trochę ptasie gniazdo, co się tworzy. Co do wyboru noża też zależy mi na jak najmniejszym kącie wierzchołka, robię toczenie kształtowe bez zmiany narzędzi, więc im bardziej "szpiczasty" nóż, tym dla mnie lepiej.
Niemniej jednak autorowi tematu chyba nasze doświadczenia (na razie) nie pomagają
Niemniej jednak autorowi tematu chyba nasze doświadczenia (na razie) nie pomagają
-
bioxus
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 1
- Posty: 19
- Rejestracja: 17 sie 2018, 22:27
- Lokalizacja: Kraków
Re: Rysy i fałdy na obrabianym materiale
Zwykle na jakość powierzchni i rysy (chropowatość itp.) mają wpływ parametry skrawania. Możesz poza prędkością skrawania zmienić sobie posuw i zobaczysz jak bardzo wpływa na chropowatość. Dodatkowo przy aluminium może pojawiać się narost na narzędziu (przyklejanie resztek usuniętego materiału na ostrze) co pogarsza jakość powierzchni i potrafi wpłynąć na dokładność wymiarów przedmiotu obrabianego. Do aluminium stosuj ostrych narzędzi, wskazany węglik, powłoki na płytkach czasami dają odmienny efekt od zamierzonego.
-
malyex
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 15
- Posty: 21
- Rejestracja: 27 wrz 2018, 11:20
Re: Rysy i fałdy na obrabianym materiale
Jeszcze raz dzięki wszystkim za pomoc.
Czeka mnie duuuużo teorii i jeszcze więcej praktyki
Jeszcze jedno pytanie: jak w tej tokarce zmniejszyć prędkość auto posuwu, bo w dostarczonej instrukcji nic na ten temat nie ma?
Czeka mnie duuuużo teorii i jeszcze więcej praktyki
Jeszcze jedno pytanie: jak w tej tokarce zmniejszyć prędkość auto posuwu, bo w dostarczonej instrukcji nic na ten temat nie ma?
-
Avalyah
- Lider FORUM (min. 2000)
- Posty w temacie: 10
- Posty: 2475
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
Re: Rysy i fałdy na obrabianym materiale
Musisz zmienić koła na gitarze. Instrukcja, jakie koła dobrać powinna być gdzieś na tokarce przyklejona, być może gdzieś na zewnątrz, albo na pokrywie gitary.






