



@pioterek
Szukać skąd opis skopiowałem mi się nie chce, bo generalnie już ten dział przeczytałem ze dwa razy i na więcej nie mam ochoty. Nie licz też że ktoś Ci pomoże. Ten dział umarł, i nikt już tu praktycznie nie pomaga w żadnych zagadnieniach. Ilekroć o coś proszę zero odzewu , więc musisz sobie radzić sam + zagraniczne fora, albo nic nie osiągniesz.
Nie używam kobyły i używał nie będę. Wolę małe procedury bo są wygodniejsze. A rzeczy złożone rysuję w CAM. Poza tym rozdzielczość do jakiej jest kobyła dostosowana jest nie dla mnie. Ja używam 1024x768 i nie zamierzam tego zmieniać. Do kobyły musi być jakaś bardzo wysoka rozdzielczość. Kiedyś zainstalowałem na próbę na symulatorze na Debianie i weszło bez problemu, Odpaliła też bez problemu, ale moja rozdzielczość nie pozwala jej obsługiwać bo widać tylko część kobyły. Mam taki opis instalacji gdzieś znaleziony i zapisany:
Dwa pliki toczenie.ngc i ngcgui.tcl - trzeba umieścić w odpowiednich katalogach na swoim dysku, toczenie.ngc w nc_files, ngcgui.tcl w /usr/lib/tcltk/linuxcnc. Do prac w /usr trzeba używać menadżera plików wywołanego z uprawnieniami roota
komputer do linuxcnc


-
szary11
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 14
- Posty: 388
- Rejestracja: 16 lut 2011, 22:44
- Lokalizacja: Tarnogród
Nie jest tak źle, jak piszesz, ale na pewno trzeba się przyłożyć samemu.senio pisze:
Szukać skąd opis skopiowałem mi się nie chce, bo generalnie już ten dział przeczytałem ze dwa razy i na więcej nie mam ochoty. Nie licz też że ktoś Ci pomoże. Ten dział umarł, i nikt już tu praktycznie nie pomaga w żadnych zagadnieniach. Ilekroć o coś proszę zero odzewu , więc musisz sobie radzić sam + zagraniczne fora, albo nic nie osiągniesz.
pioterek
Na forum praktycznie wszystko jest, tylko czytać i ew. kopiować.
Łącznie z subami. (jak zapiołem kobyłe to
u Artura jest pare fajnych dodatków http://zapiskinaodwrocie.pl/
U mnie plazma i tokarka działa ślicznie na 10.4 i 2.6.5 od ponad roku, wszelkie zmiany to proszenie się o kłopoty.
Frezarka na 12.4 i 2.7.3 , ale tylko dlatego, że 10.4 nie obsługuje LPT w płycie compa.
A jak już potrzebuję bardzo dziwnego suba (w mojej ocenie
-
 senio
senio
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 32
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
W tym dziale obecnie niewiele się dzieje jeśli chodzi o wymianę wiedzy, podpowiedzi etc. Żeby jako nowicjusz ogarnąć co potrzebne (choćby podstawy), trzeba mieć stalowe nerwy, dużo czasu i samozaparcia żeby się do tego samodzielnie dokopać. Jeszcze trzeba wiedzieć czego szukać bo lwia część tego działu to kłótnie i luźna gadka o dup...e maryny. Jeszcze rok temu było łatwiej bo ktoś coś podpowiedział jak się zapytało. W tej chwili nie chciał bym tu wejść zielony jak sałataszary11 pisze:
Nie jest tak źle, jak piszesz, ale na pewno trzeba się przyłożyć samemu.
Na forum praktycznie wszystko jest,
Jeśli chodzi o to że jest "prawie wszystko" to nie ma wielu zagadnień, nigdy nie było i prawdopodobnie nigdy nie będzie. Za mało popularny system, pewnie dlatego że darmowy
Miki ciągnął swojego czasu ostro temat w dość jasny i zrozumiały sposób dla nowicjuszy, ale wiele z jego zapisów jest już nieaktualnych bo się sporo pozmieniało w temacie, a on sam chyba zmienił hobby i sobie poszedł.... Cieszyć się natomiast należy, że namawiał wcześniej ludzi na ten system w tym i mnie i jest teraz z górki.
-
 pioterek
pioterek
- ELITA FORUM (min. 1000)
- Posty w temacie: 11
- Posty: 1724
- Rejestracja: 27 gru 2012, 02:40
- Lokalizacja: kujawsko-pomorskie
A więc dokopałem się do miejsca gdzie miki napisał, że to opanował u siebie, ale, że nikt nie zapytał "jak" to nie napisał, czyli ma to dla siebie. W związku z tym wziąłem się za Kamorowe suby i tak na początek...
https://www.cnc.info.pl/topics54/ngcgui ... 514,10.htm
...zamiast "ąćęłńóśźż" są "krzaki", co z tym zrobić aby było dało się normalnie czytać ze zrozumieniem. Widziałem, że u Ciebie nie ma "krzaków".
https://www.cnc.info.pl/topics54/ngcgui ... 514,10.htm
...zamiast "ąćęłńóśźż" są "krzaki", co z tym zrobić aby było dało się normalnie czytać ze zrozumieniem. Widziałem, że u Ciebie nie ma "krzaków".
-
senio
- ELITA FORUM (min. 1000)
- Posty w temacie: 32
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
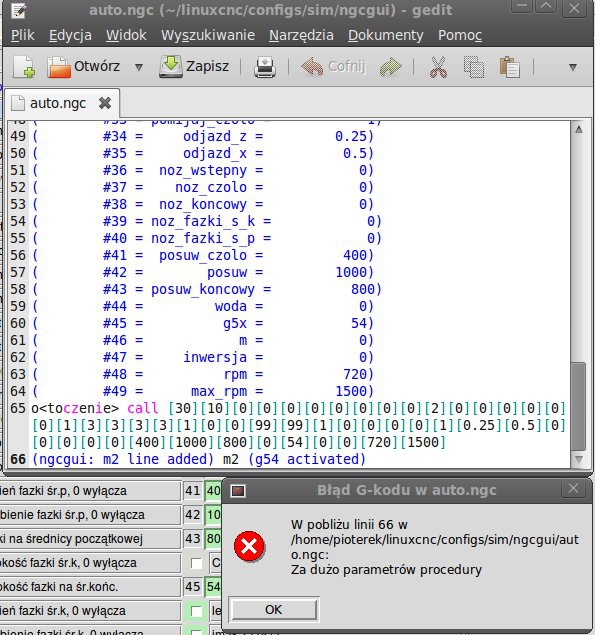
Poprawić pod linuxem suba. Jeśli są takie linijkipioterek pisze:
...zamiast "ąćęłńóśźż" są "krzaki", co z tym zrobić aby było dało się normalnie czytać ze zrozumieniem. Widziałem, że u Ciebie nie ma "krzaków".
Kod: Zaznacz cały
#<sr_pocz> = #1 (=26 îrednica pocz╣tkowa)Kod: Zaznacz cały
#<sr_pocz> = #1 (=26 średnica początkowa)-
 k-m-r1
k-m-r1
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1417
- Rejestracja: 23 cze 2008, 10:38
- Lokalizacja: OOL lub DW
- Kontakt:
pioterek, Płyta MSI K7N2 NFORCEsocket s.462 ?????
Paj więcej info jaki Hdd jaki RAM
Paj więcej info jaki Hdd jaki RAM
[b]MACH3 cnc[/b]Tworzenie Makr do palników magazynków THC OHC inne[b]EKRANY dla firm producentów maszyn[/b] Budowa sprzedaż wypalarki plazma gaz obrotnice Elektrodrążarki Frezarki Tokarki Giętarki3D inne wg zlecenia 888 708 196 Tomek Komor [email protected]
-
pioterek
- ELITA FORUM (min. 1000)
- Posty w temacie: 11
- Posty: 1724
- Rejestracja: 27 gru 2012, 02:40
- Lokalizacja: kujawsko-pomorskie
Ramu1G, dysk 40G Maxtor jakiś. Weźcie mi wytłumaczcie z czego ta radość.
Senio, kolejna sprawa.
Zmieniłem w pliku ngcgui_lathe.ini w lini 72 "inch" na "mm" i zgodnie z oczekiwaniem na starcie wyświetla mi w milimetrach, ale wymiary elementów do obróbki robi jednak w calach i na szczęście uczciwie to pokazuje na podglądzie.
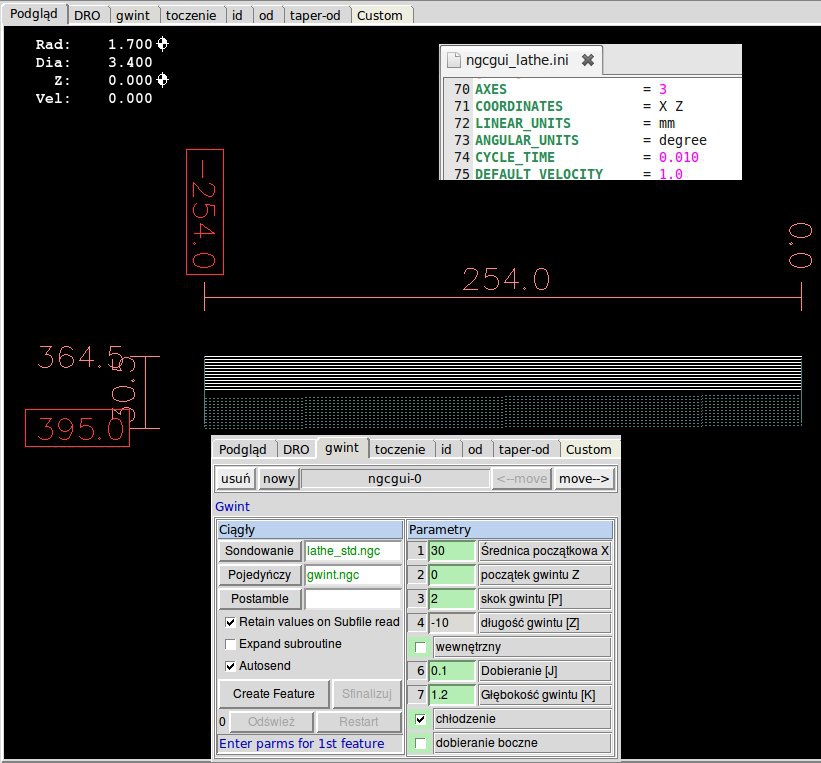
Co teraz zrobić by te ustawienia w zakładce "gwint" były generowane do podglądu w milimetrach zgodnie z tym co tam się wpisze i nie przeliczały się na cale ?
[ Dodano: 2016-01-26, 09:18 ]
Eee... Już wiem, trzeba było zmienić w polu "sondowanie" i wybrać inny plik .
Senio, kolejna sprawa.
Zmieniłem w pliku ngcgui_lathe.ini w lini 72 "inch" na "mm" i zgodnie z oczekiwaniem na starcie wyświetla mi w milimetrach, ale wymiary elementów do obróbki robi jednak w calach i na szczęście uczciwie to pokazuje na podglądzie.
Co teraz zrobić by te ustawienia w zakładce "gwint" były generowane do podglądu w milimetrach zgodnie z tym co tam się wpisze i nie przeliczały się na cale ?
[ Dodano: 2016-01-26, 09:18 ]
Eee... Już wiem, trzeba było zmienić w polu "sondowanie" i wybrać inny plik .
-
senio
- ELITA FORUM (min. 1000)
- Posty w temacie: 32
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Nie trzeba było wybrać innego pliku. Ma być ten co był.pioterek pisze:Eee... Już wiem, trzeba było zmienić w polu "sondowanie" i wybrać inny plik .
W
usr/share/linuxcnc/nc_files/ngcgui_lib/lathe
Masz plik
lathe_std.ngc
Zmień G20 na G21 i zapisz plik
Kod: Zaznacz cały
(not_a_subfile)
g18 (xz plane)
g20 (inches)
g40 (cancel cutter radius compensation)
g49 (cancel tool lengthoffset)
g90 (absolute distance mode)
g95 (units/min feedrate)
g54 (Coordinate system 1 default)
#<tol> = 0.001
g64 p#<tol> (path control stop)




