



Lipa Panie, do 8s u siebie schodzęgaspar pisze: Ten sam kod bez najazdu i zjazdu z czujnika trwa... 9s.
Frezarka do wydajnej obróbki aluminium - 1000x800x220





-
 gaspar
gaspar
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 102
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
soonAlvar4 pisze:MY CHCEMY WIÓRY
Tymczasem test wszystkich osi.
Przyspieszenia osi X i Z zostają na razie ustawione na 2g i prędkość 20m/min, nie zaobserwowałem negatywnego wpływu tych parametrów na pracę maszyny. 25m na minutę też tutaj bez problemów śmiga, ale są to już prędkości do których ciężko mi się przyzwyczaić. Oś Y zostaje ustawiona na 0,8g i również 20m/min gdyż jej waga - 200kg, wymagała by jeszcze paru ton betonu by bujać nią na 2-3g
Oglądając poniższy filmik zwróćcie uwagę na wykonywanie spirali. Jest to zwykła spirala z corela eksportowana do dxfa i potem Pikocamem w g-code.
Celowo składa się z krótkich odcinków. Maszyna wykonując ją działa cały czas w obszarze swoich przyspieszeń, a jej praca jest płynna...
A to kawałek kodu tej spirali:
Kod: Zaznacz cały
N530 G0 Z3
N540 G0 X294,292 Y320,232
N550 G1 Z-30 F15000
N560 G1 X293,687 Y320,221 F20000
N570 G1 X293,087 Y320,19
N580 G1 X292,493 Y320,137
N590 G1 X291,905 Y320,065
N600 G1 X291,324 Y319,972
N610 G1 X290,749 Y319,86
N620 G1 X290,181 Y319,729
N630 G1 X289,62 Y319,579
N640 G1 X289,067 Y319,41
N650 G1 X288,522 Y319,223
N660 G1 X287,986 Y319,018
N670 G1 X287,458 Y318,796
N680 G1 X286,939 Y318,557
N690 G1 X286,43 Y318,3
N700 G1 X285,93 Y318,028
N710 G1 X285,441 Y317,739
N720 G1 X284,962 Y317,434
N730 G1 X284,493 Y317,115
N740 G1 X284,036 Y316,78
N750 G1 X283,591 Y316,43
N760 G1 X283,157 Y316,066
N770 G1 X282,736 Y315,688
N780 G1 X282,327 Y315,297
N790 G1 X281,93 Y314,892
N800 G1 X281,547 Y314,474
N810 G1 X281,178 Y314,044
N820 G1 X280,823 Y313,601
N830 G1 X280,481 Y313,146
N840 G1 X280,155 Y312,68
N850 G1 X279,843 Y312,203
N860 G1 X279,547 Y311,715
N870 G1 X279,266 Y311,216
N880 G1 X279,002 Y310,708
N890 G1 X278,753 Y310,189
N900 G1 X278,521 Y309,661
N910 G1 X278,307 Y309,124
N920 G1 X278,109 Y308,578
N930 G1 X277,93 Y308,024
[youtube][/youtube]
- Załączniki
-
- test wszystkich osi.txt
- (104.79 KiB) Pobrany 276 razy
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
")

-
gaspar
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 102
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Poniższe podobają się?Alvar4 pisze: MY CHCEMY WIÓRY
Jedna z tajemnic firmyDOHC pisze: jak utwierdzicie "na amen"
1550mm x 240mm x 240mmspol pisze:jakie wymiary ma belka bramy ? bez krzyżaka
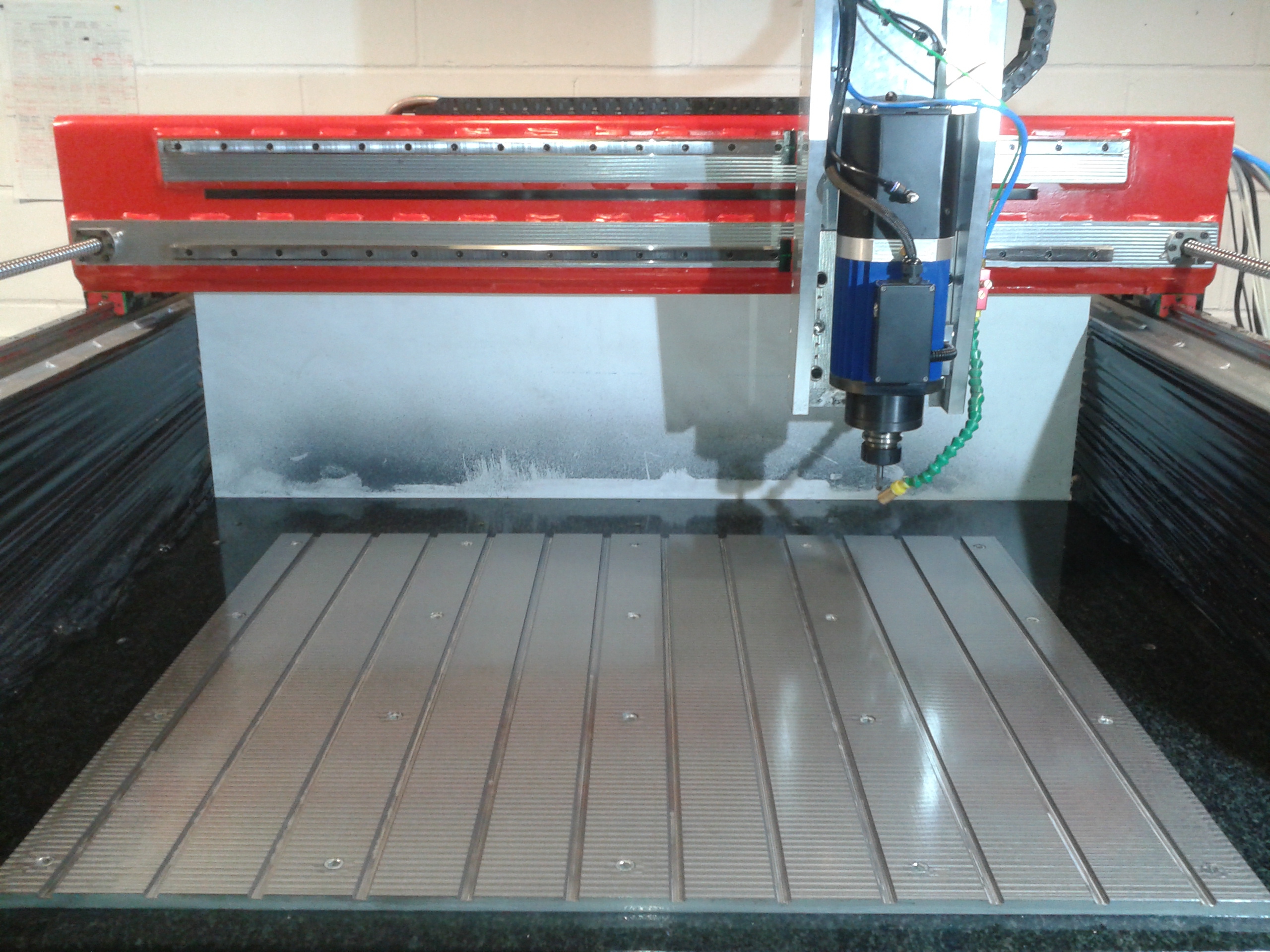
Pierwsze 10h pracy maszyna ma za sobą. Przy czym najdłuższy cykl trwał 6h.
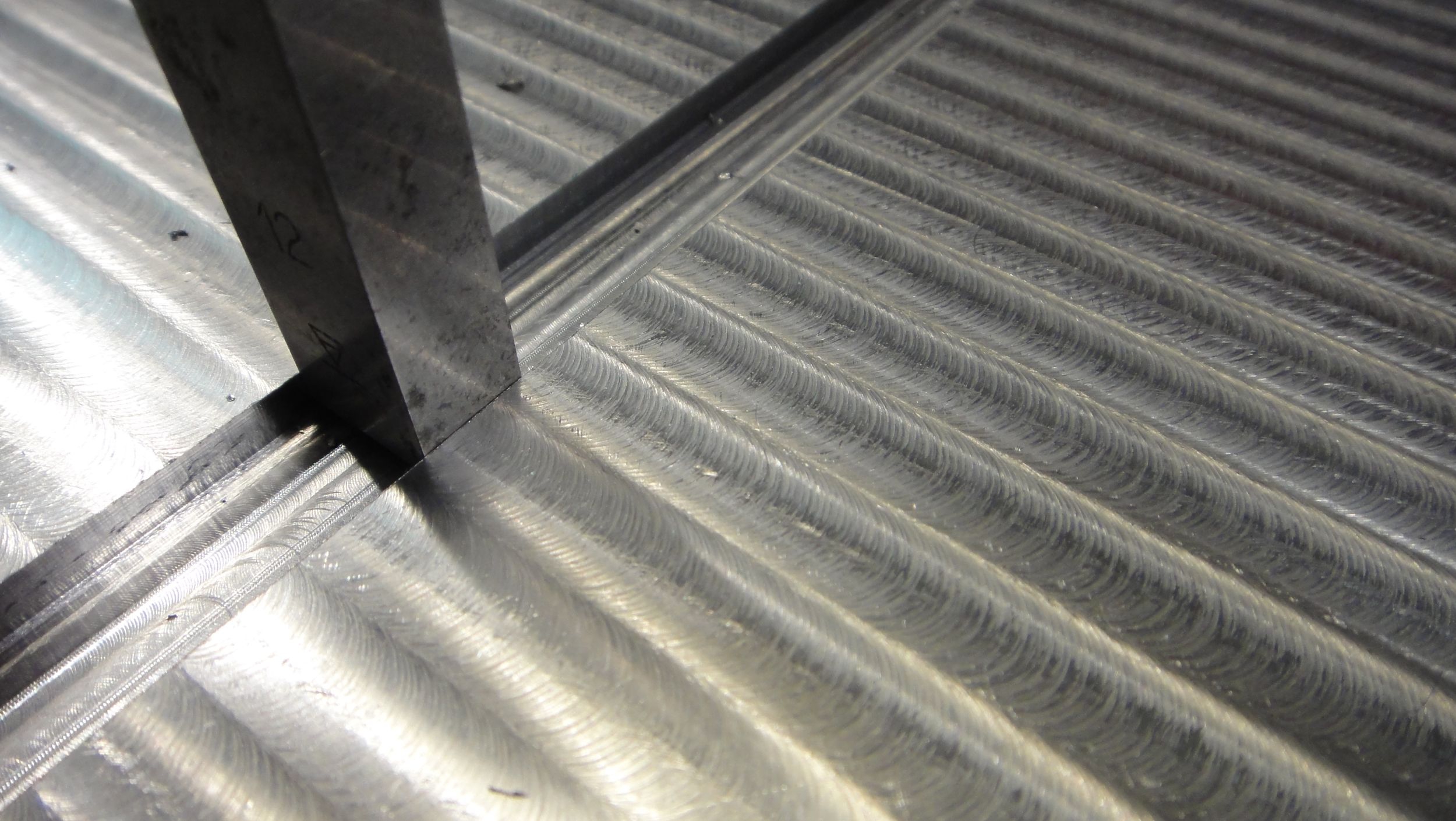
Stół splanowany, rowki odprowadzające chłodziwo ze spadkiem wykonane.
Planowanie robione w obie strony zbieranie połową średnicy frezu fi 10mm.
Rowki robione frezem 2 piórowym FRAISA, fi 8mm.
To co widzicie to obróbka zgrubna, gdyż ten detal będzie pod właściwym stołem z wylewanego aluminium grubości 20mm.
Odchyłka od kąta w osi Z-X zmierzona na postawionym na stole kątowniku. Wynosi 0,05 na 200mm drogi.
Dzięki temu wykonanie tych rowków zgrubnie wyszło nad wyraz dobrze. Rowki mają odchyłkę wymiarów wynoszącą 0,04mm na szerokości. Mierzone w różnych miejscach stołu za pomocą płytek wzorcowych. Różnica na głębokości rowków odchyla się o 0,04mm bez przejazdu wykańczającego
Po drodze testowaliśmy e-stop i bazowanie na indeks. Bez problemu w setkę wracamy w miejsce obróbki w kilka chwil.
A to wszystko dla frezowanej stali, mimo iż frezarka jest projektowana do zastosowania w aluminium i metalach kolorowych.
A wrzecionko... majstersztyk. Nie robi na nim wrażenia taka robota, wentylator swoje robi i wrzeciono jest ledwo letnie.
Heh tak sam się teraz śmieję w duchu, że tak łatwo się piszę powyższe... ale ile wymaga to zaangażowania i godzin pracy to wie tylko ten co podobne rzeczy robi.
Od jutra walka z obudowami. Blachy już częściowo wycięte i pogięte, teraz zgrzewanie i kształtowanie w pełne profile.
[youtube][/youtube]


Jeszcze na koniec dnia puściłem frezowanie wykańczające krawędzi rowków. Generalnie tylko dla testów, bo w tych rynienkach nie jest to zupełnie potrzebne.
Odchyłka pomiędzy największym a najmniejszym rowkiem wynosi teraz 0,02mm przy czym rowki wymiar trzymają na całej długości, co mnie jeszcze bardziej cieszy.
Sprzątanie granitu z połowy wiadra opiłków trwa 3min dosłownie.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie

")








