G00 X31. Z1.
G01 X30. Z0 F0.2
G03 X30. Z-45. I25. K-20.
G01 Z-55.5
X45.
X49. Z-57.5
G00 X300. Z350.
M30
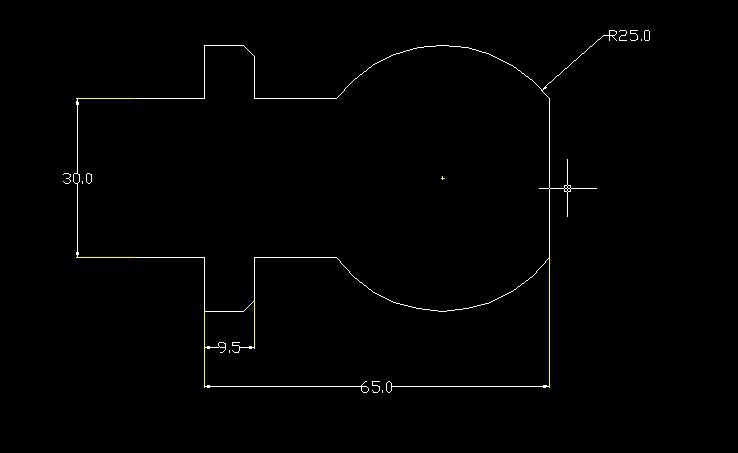
Toczenie z pręta fi 50. Którego cyklu użyć do zgrubnej obróbki, G71 będzie dobry?
Obsługa, Programowanie i Budowa Maszyn Numerycznych








")
Program pewnie dobry ..... , rysunek ubogi w wymiary , więc trudno powiedzieć.JaToJa pisze:Witam, jeśli ktoś z szanownego grona forumowiczów miałby chęci do pomocy byłbym bardzo wdzięczny. Stawiam pierwsze kroki w Fanucu jak i w obsłudze tokarki więc proszę o wyrozumiałość. Program ma wytoczyć część kulistą do kołnieza+faza.
...
G71 będzie OK.... Którego cyklu użyć do zgrubnej obróbki, G71 będzie dobry? ...
Mój przykład na wykonanie konturu (bez obróbki zgrubnej ) jest prawidłowy .JaToJa pisze:No nie jest tak różowo. Detal zrobiony ale ... Cykl do obróbki zgrubnej G71 zgrubnie wytacza najpierw walek fi 30 jeśli G03 X30. Z-40. R25 ...
")
To taka drobna "niedogodność" tego systemu dla tokarek. Rozmawiałem z serwisantem - też tego nie rozumie. Jako rozwiązanie stosuję dwie wersje programów: pierwsza i częstsza - rozpisuję program ręcznie (odrobina pracy a wcześniej rysowania ale zyskuję wpływ na każdą linię programu podczas obróbki) i druga - używam G71 w dwóch częściach - pierwsza kończy się na połowie kuli a druga startuje od tego miejsca.JaToJa pisze:No nie jest tak różowo. Detal zrobiony ale ... Cykl do obróbki zgrubnej G71 zgrubnie wytacza najpierw walek fi 30 jeśli G03 X30. Z-40. R25
lub zgrubnie do połowy kulę a od połowy jedzie juz tylko z naddatkiem ustawionym w cyklu jeśli
G03 X50.Z-20. R25.
G03 X30. Z-40. R25. Czyli za kulą caly naddatek usuwa na raz.
Jaka jest tego przyczyna?







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}