



Remont tokarka stołowa TOS MN-80 rok produkcji 1966



-
 GrafRamolo
GrafRamolo
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 220
- Posty: 707
- Rejestracja: 03 sty 2011, 23:18
- Lokalizacja: warszawa
- Kontakt:
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 39
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
I nie dziwię się, bo kolega próbował zupełnie surowym nożem, bez wyprowadzonych kątów. To tak jakby chciał operację robić wykrawką skalpela. Już zaszlifowanie tylko prostego jak w tym HSS kanałka spływu wiórarc36 pisze:A ciął ktoś ulepszaną stal np. przednią oś motocykla? Bo ja właśnie próbowałem takie coś uciąć i efekt jak na fotoNa początku chciałem to uciąć po cichu na tokarce
znacznie poprawiłoby tu ciecie.
Można bez problemu ciąć węglikiem stal ulepszana cieplnie, i to dość wysokiego HRC
Ale nóż w takiej handlowej postaci do przecinania stali (także bardziej miękkich) praktycznie się nie nadaje. No, może poza żeliwem.
Po pierwsze - za szeroki. Im wałek mniejszej średnicy, tym węższy nóż, praktycznie:
do wałków o średnicach do ø10-15-20mm najlepiej o szerokości 1-2mm, nawet do 3mm,
wałki do ø30-40mm - szerokie 2-3mm, nawet 4mm,
a ø50 i więcej, - noże szerokie od 3 do nawet 8mm.
Nie są to dane krytyczne, ale najczęściej praktycznie stosowane.
Ale płytka spieku musi być odpowiednio wyprowadzona, bo "fabrycznie kanciasta" będzie powodować bardzo duże opory cięcia, co bardzo często prowadzi do drgań, a w konsekwencji do połamania, jak wyżej.
Nieprzeszlifowanej w ogóle, albo tylko z lekkim podszlifowaniem boków i powierzchni przyłożenia płytki użyć można do wstępnego nacięcia tylko pierwszej warstwy, np napawanego czy spawanego materiału, gdyż jest on zazwyczaj nierówny geometrycznie(udary) i niejednorodny jeśli chodzi o twardość, a płytka z zerowym lub nawet ujemnym (fazka na głównej krawędzi skrawającej) kątem natarcia jest bardziej odporna.


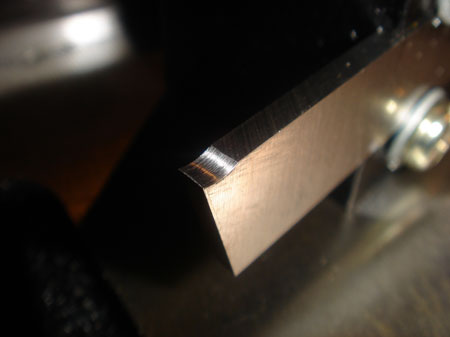
Po nacięciu powinno się kontynuować dalsze cięcie już dopracowanym geometrycznie nożem, zwłaszcza z dobrze wyprowadzoną, dodatnią powierzchnią natarcia(spływu wióra), która w przekroju powinna być podobna do tej w tym nożu bocznym
czy tej stalki.

W zasadzie lutowana płytka węglika przecinaka wraz z gniazdem po doszlifowaniu swoją geometrią nie powinna odbiegać od geometrii przecinaka HSS, może tylko z tą różnica, że główna krawędź skrawająca nie powinna być za "spiczasta"(za bardzo dodatnia), bo będzie się szybko wykruszać.
Geometrię jaką powinien mieć przecinak może kolega znaleźć w omawianych już na forum tematach, więc nie będę powtarzał, np:
https://www.cnc.info.pl/topics56/nie-da ... 932,20.htm
https://www.cnc.info.pl/topics56/noze-l ... t48143.htm
https://www.cnc.info.pl/grawerowanie-di ... w=previous
To tak pobieżnie, w razie czego służę pomocą..
Edit. Bardzo dobrze tnie się twarda stal listwami tnącymi o szer. 2 i 3mm

Edit. Znalazłem dwa zdjęcia w miarę poprawnie zaszlifowanego przecinaka lutowanego (jeszcze bym lekko poprawił kanałek, ale to szczegół)


Ostatnio zmieniony 29 sie 2014, 00:24 przez RomanJ4, łącznie zmieniany 1 raz.
pozdrawiam,
Roman
Roman
-
GrafRamolo
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 220
- Posty: 707
- Rejestracja: 03 sty 2011, 23:18
- Lokalizacja: warszawa
- Kontakt:


-
 tomek_skocz
tomek_skocz
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 198
- Rejestracja: 07 lut 2012, 08:51
- Lokalizacja: okolice Rzeszowa
-
GrafRamolo
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 220
- Posty: 707
- Rejestracja: 03 sty 2011, 23:18
- Lokalizacja: warszawa
- Kontakt:






