Witam ponownie. Troszkę się dzieje w temacie Betty. Przygotowałem dokładniejszy projekt, ofrezowałem zgrubnie to co ma być frezowane u Dudiego na maszynie.
Tak więc po kolei od końca czy tam od środka zaczynamy fotostory ze słitaśnymi fociami
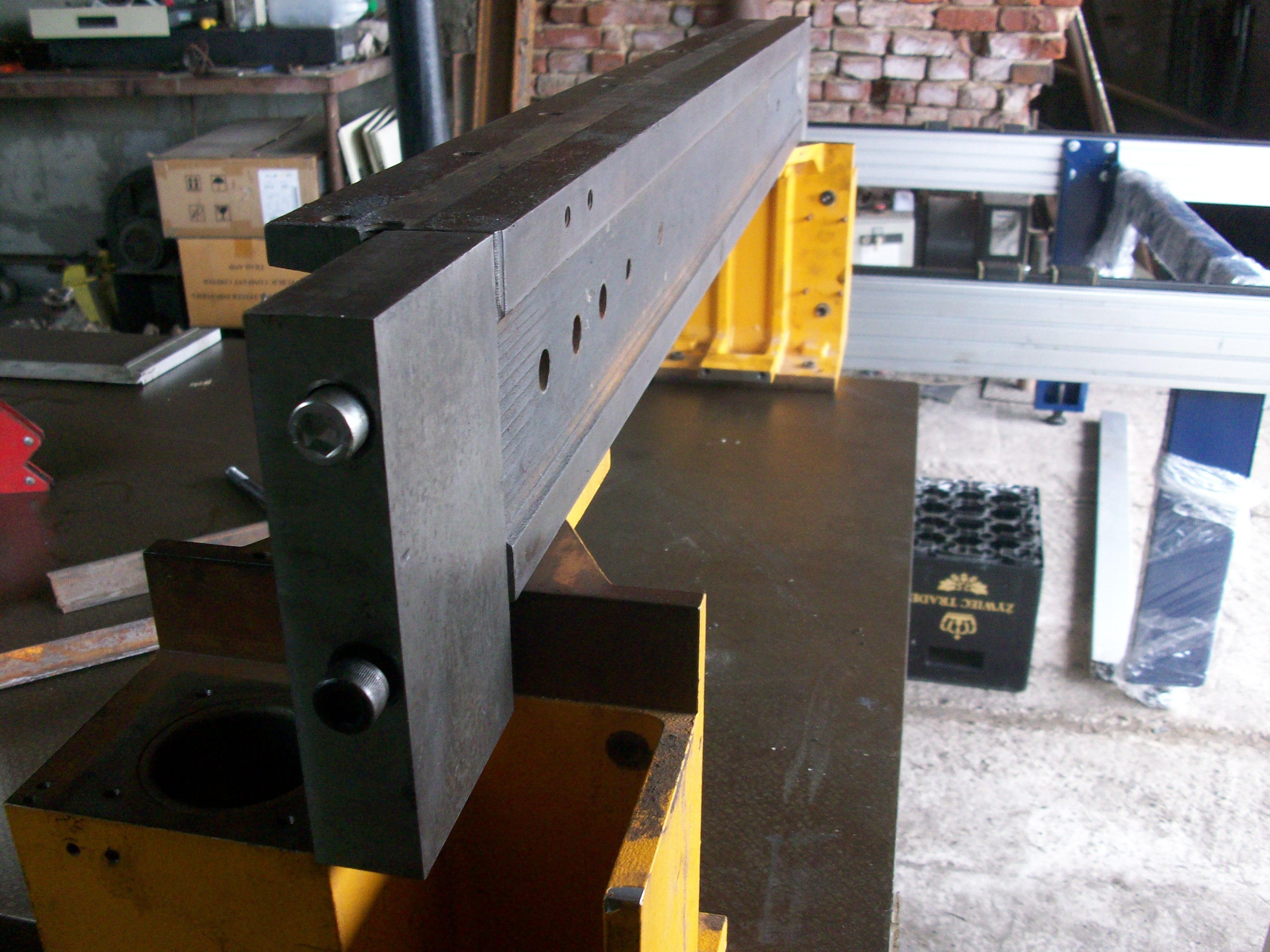
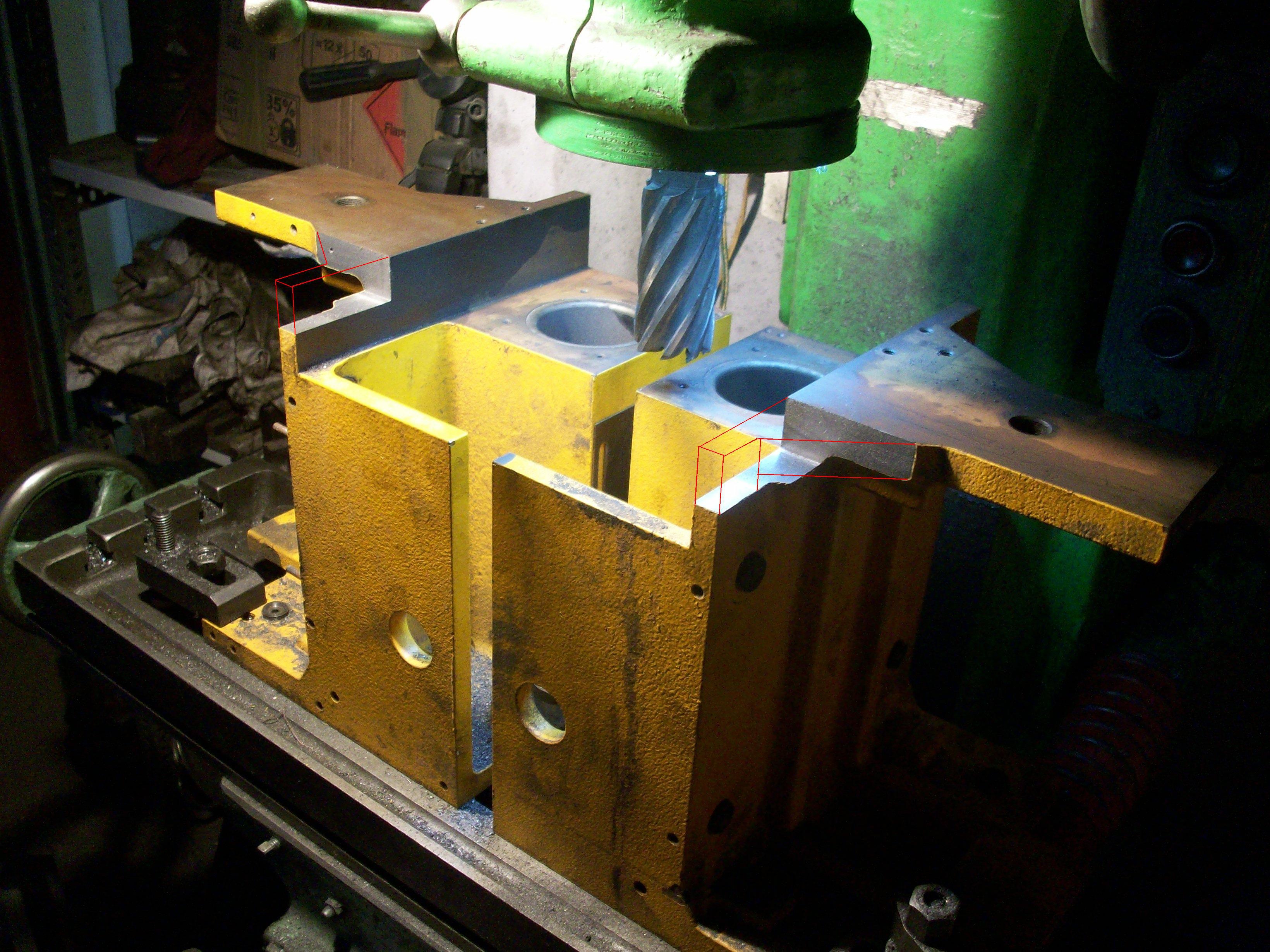
Belka żeliwna bramy X ma 112 cm długości i trzeba ja było przedłużyć o 18 cm. W tym celu na każdym jej końcu zostały wycięte, ofrezowane i owiercone pod śruby M12 bloczki stalowe szerokie na 90mm, grube na 35mm i wysokie na 170mm. Jak widać wystają one kilka centymetrów do dołu. Dzięki temu zostaną na ich dolnej krawędzi przykręcone dodatkowe sześciany które połączą i usztywnią bramę z nogami maszyny. Nogi zostały tez sprawdzone pod względem kolizji z wózkami na osi X. Zbędne elementy stojące im na drodze zostały obcięte kątówką a potem ładnie sfrezowane. Fotki poniżej.
.. ..
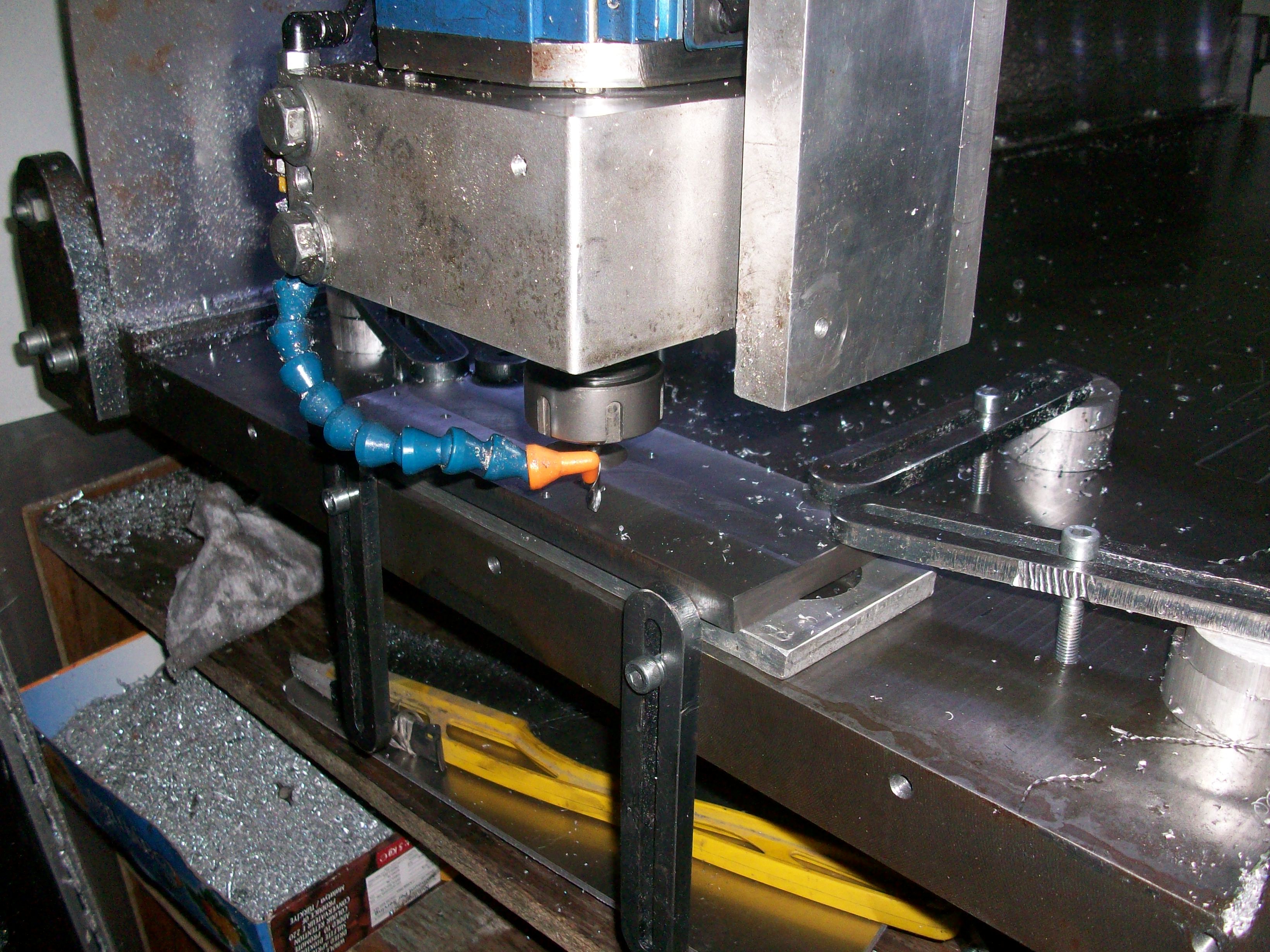
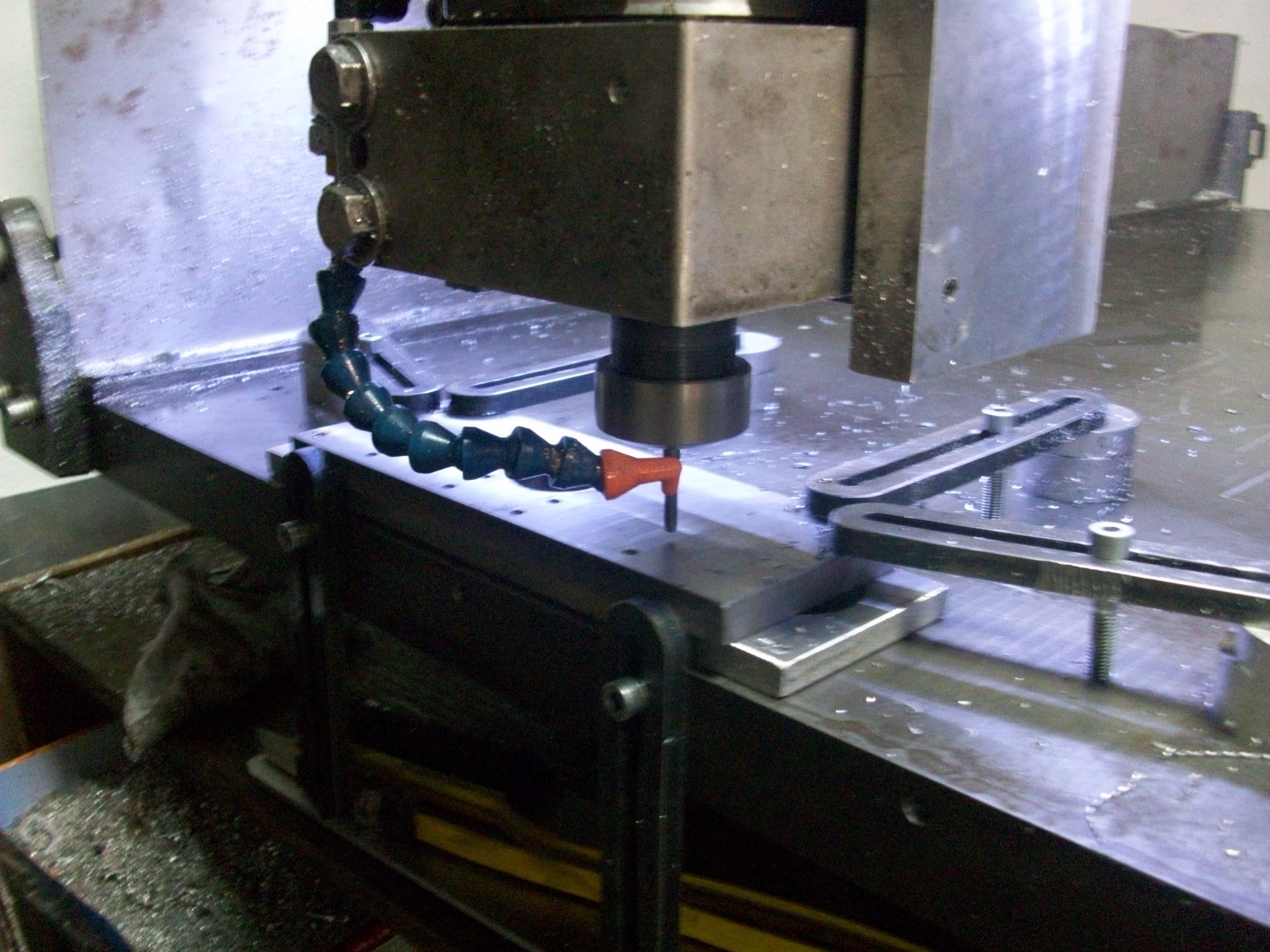
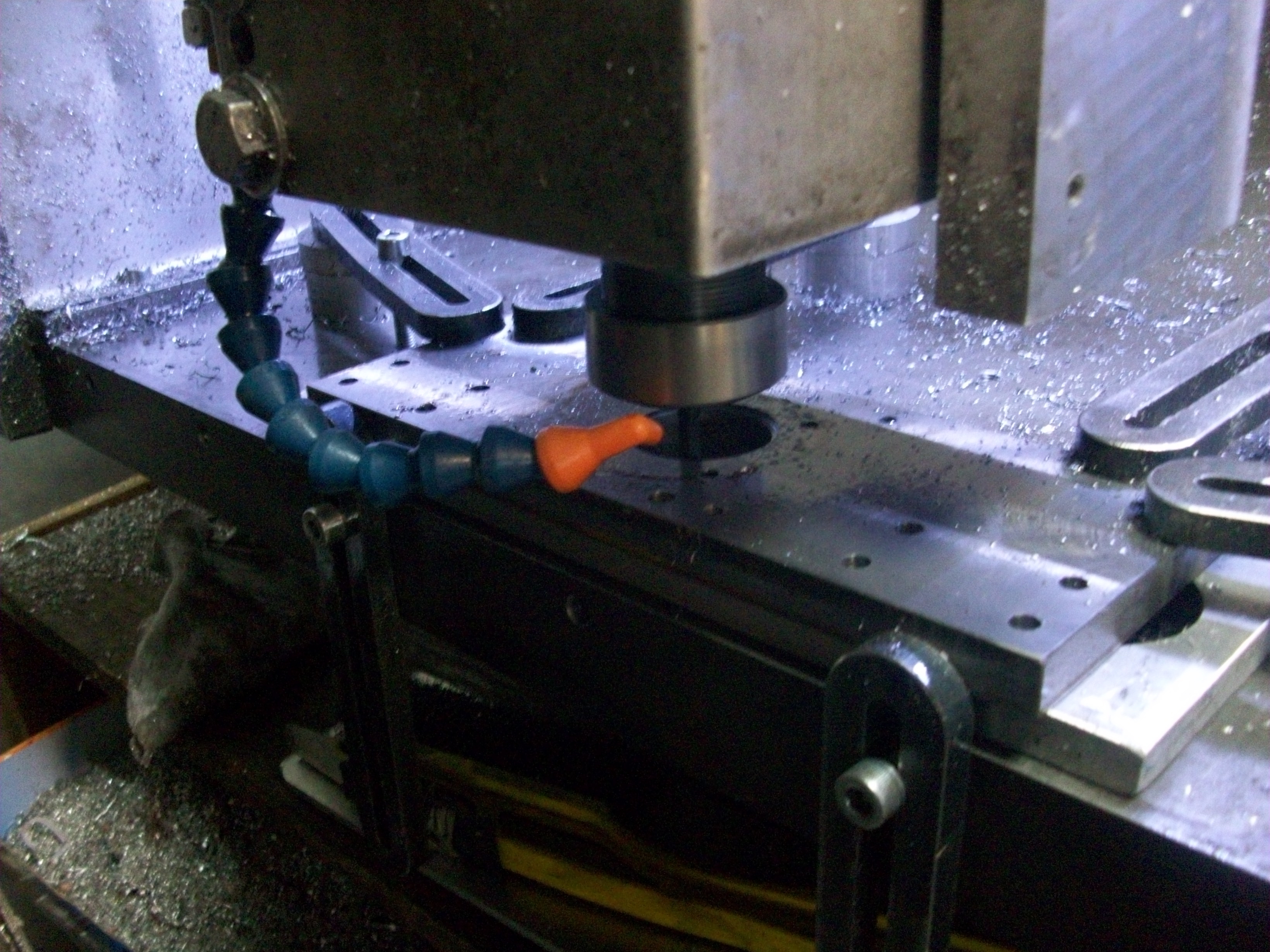
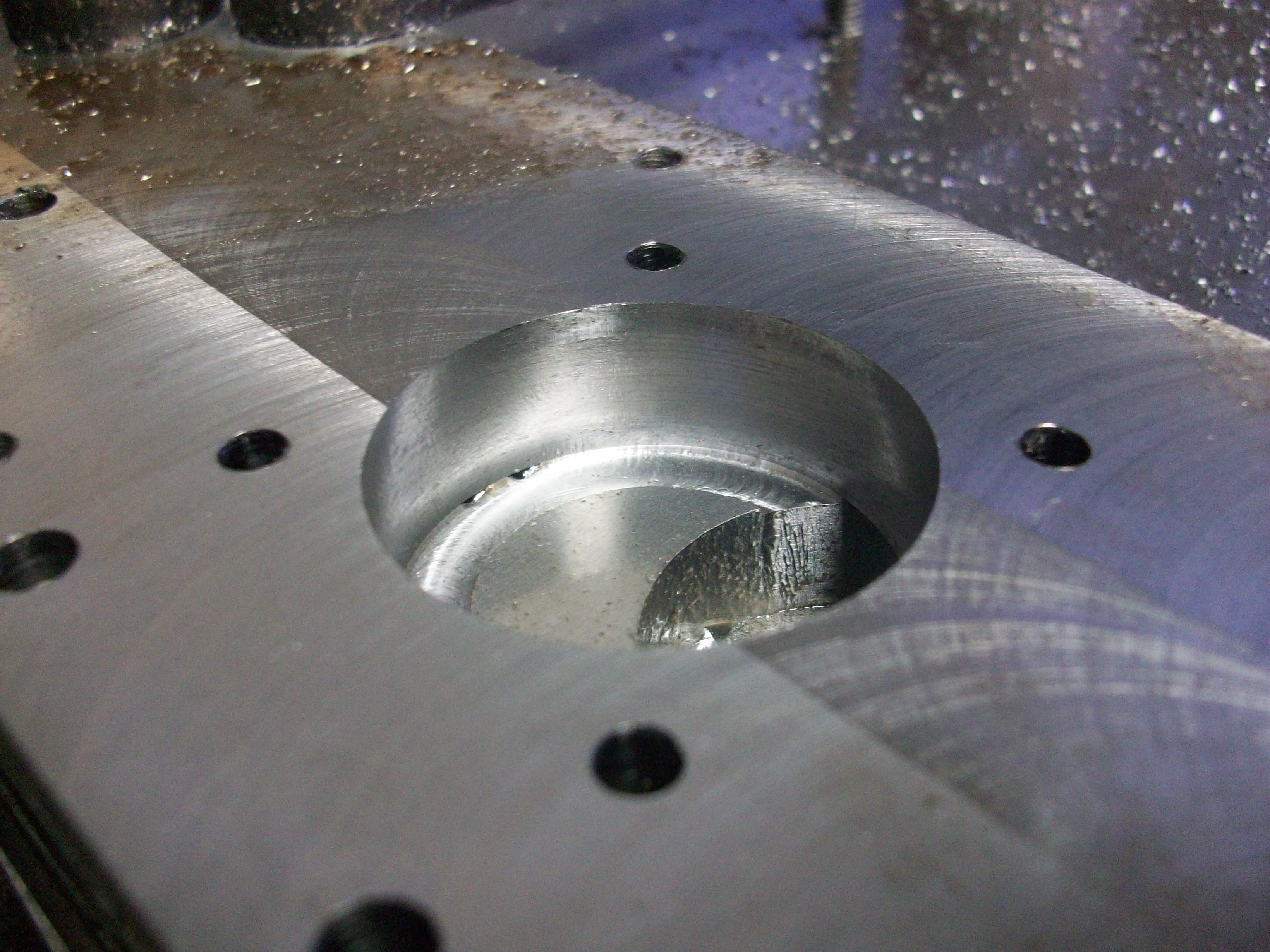
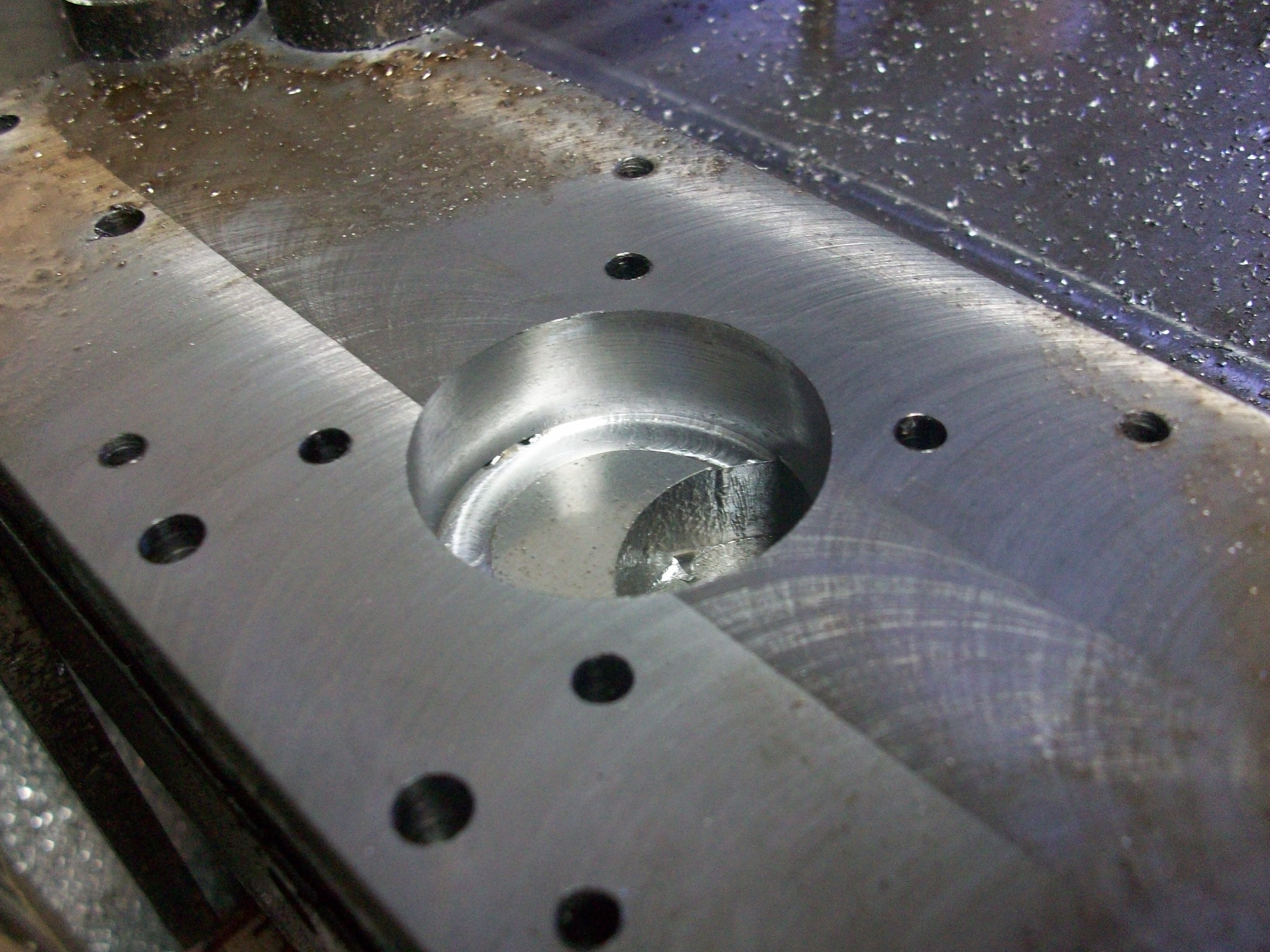
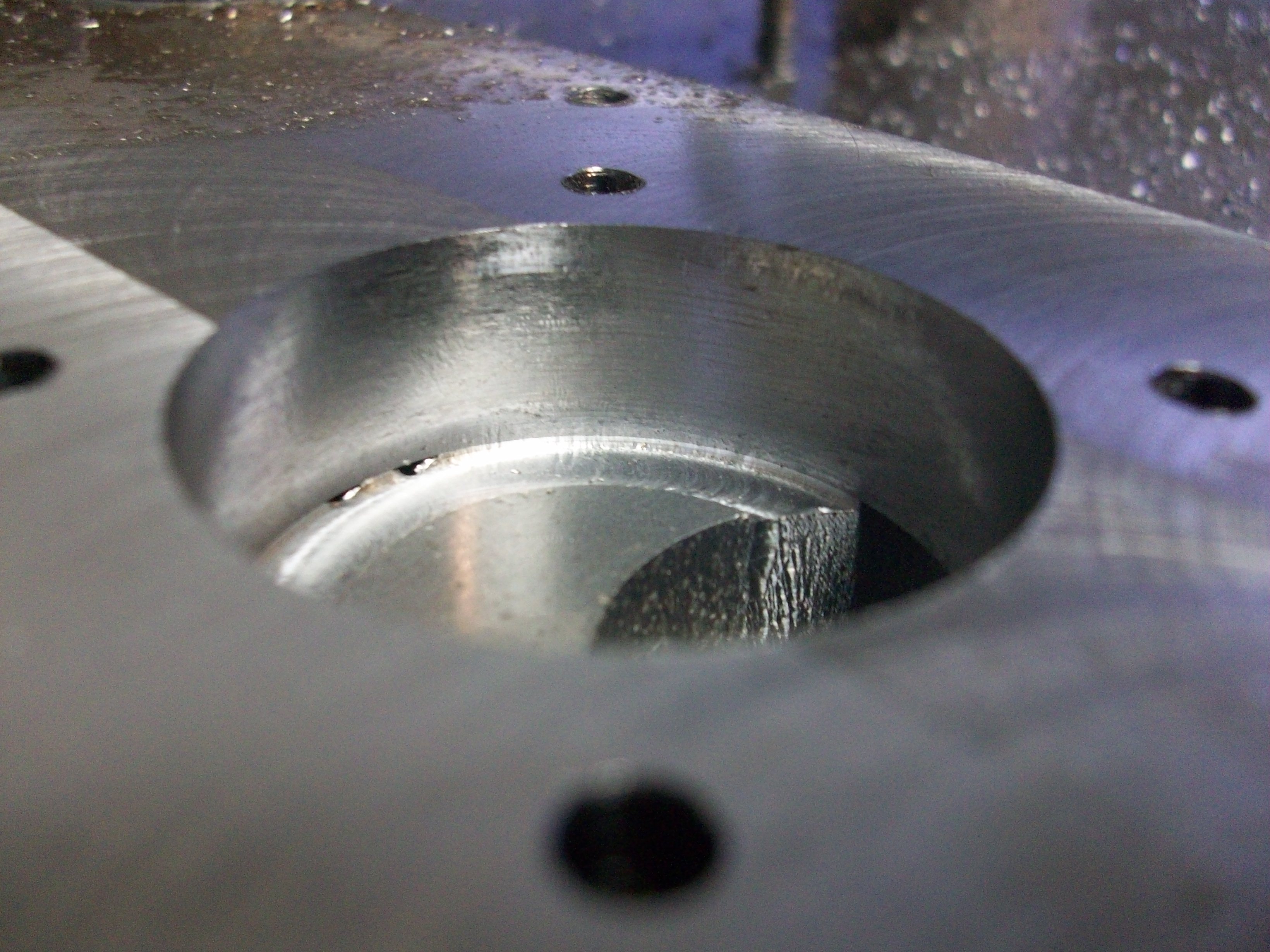
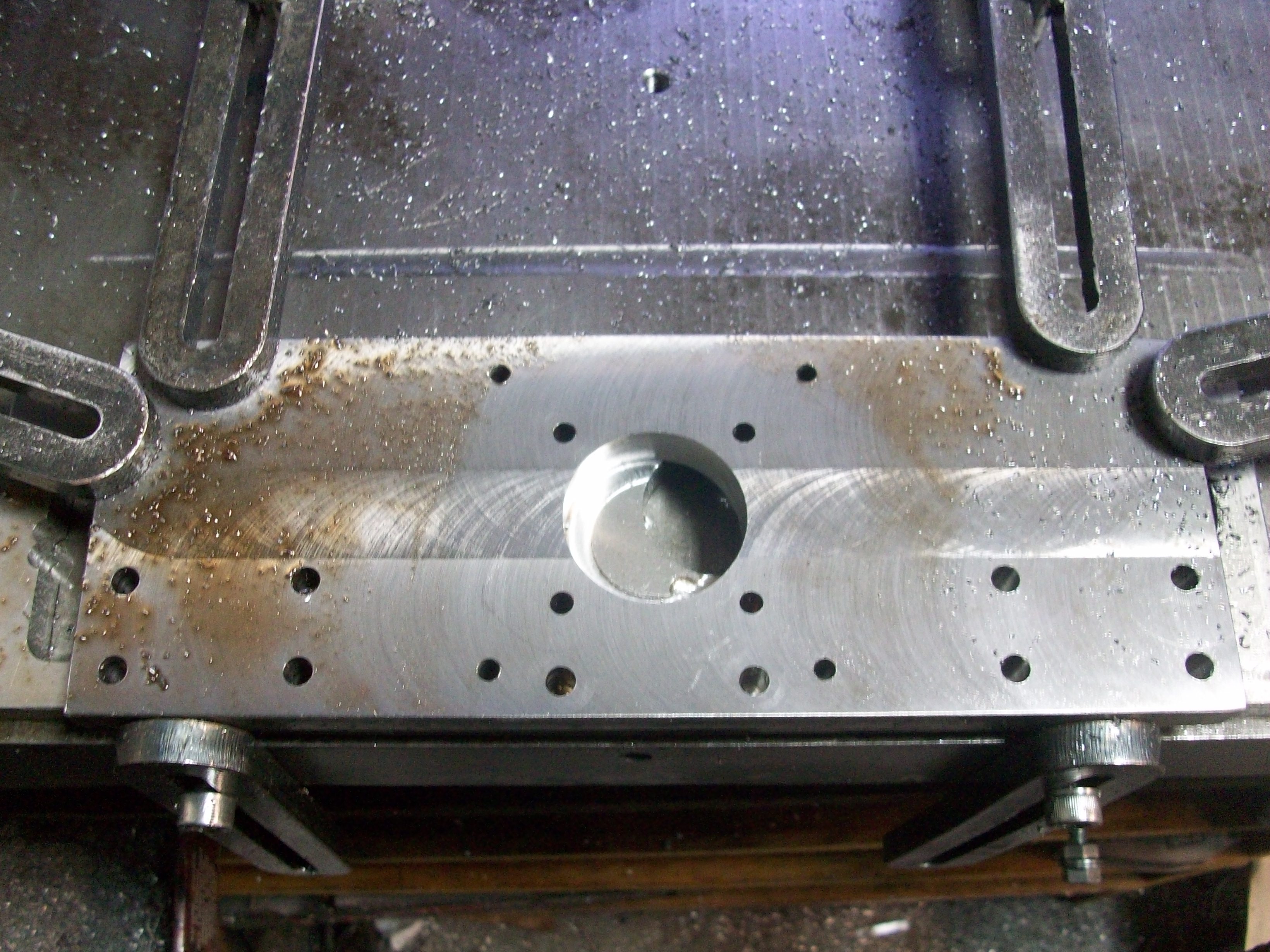
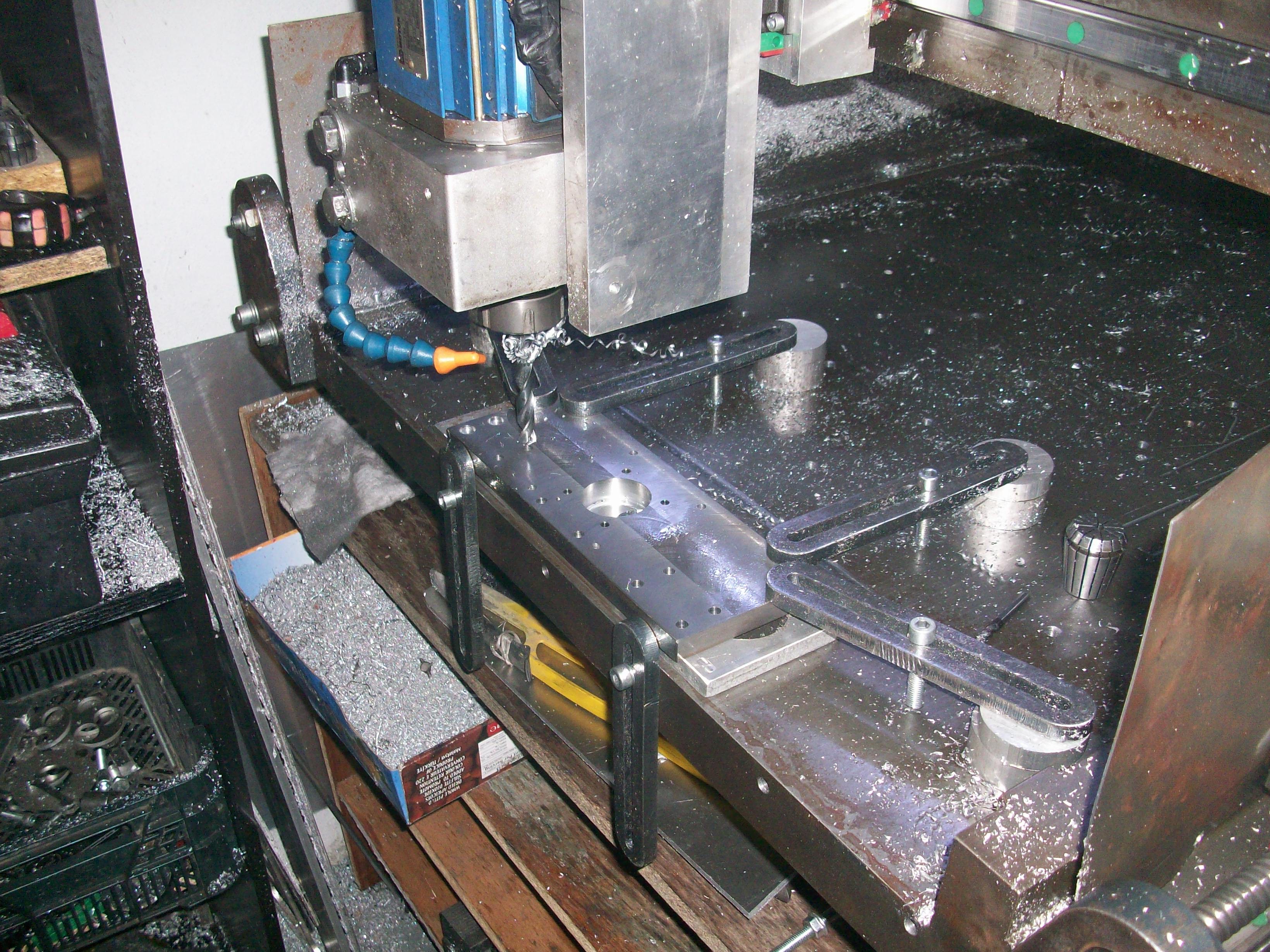
Teraz do akcji wkracza Dudi 1203. Przywiozłem mu wyprowadzony stalowy półfabrykat na blachę osi Z pod mocowanie śruby kulczastej i silnika Z-ki. Zrobiłem projekt w CAD i poinformowałem co i jak chciał bym aby mi powiercił. Po sprawdzeniu wymiarów Dudi nie miał zastrzeżeń do projektu więc blacha na maszynę i wiercenie. Kurcze, jak było przyjemnie, tym razem żadnego hałasowania kompresorem, Tylko delikatny szum wentylatora wrzeciona i miłe dla ucha ciche wgryzanie się wiertła w materiał. Taka robotę to my lubimy Można było sobie pogadać przy pracującej maszynie bez darcia japy Otwór w środku na śrubę kulową został też wyprowadzony u Dudiego (ja go tylko wywierciłem zgrubnie i pozostawiłem 2mm na wykończenie) Wyszło jak zawsze pięknie. Potem przykręciliśmy do czoła stołu w pionie Z-kę, waży sporo i ciężko było to umocować ale w trzy osoby się udało. Ustawiona baza i wiercenie to już tylko formalność. Poszło szybko i bezboleśnie. Gwintowanie odbyło sie ręcznie i dzięki dobrym gwintownikom Fanar poszło elegancko (chińskie gwintowniki maja dożywotni zakaz wstępu do warsztatu). Blacha została przykręcona do Z-ki, pasowała tak jakby tam zawsze była Fotki poniżej.
.. .. .. ..
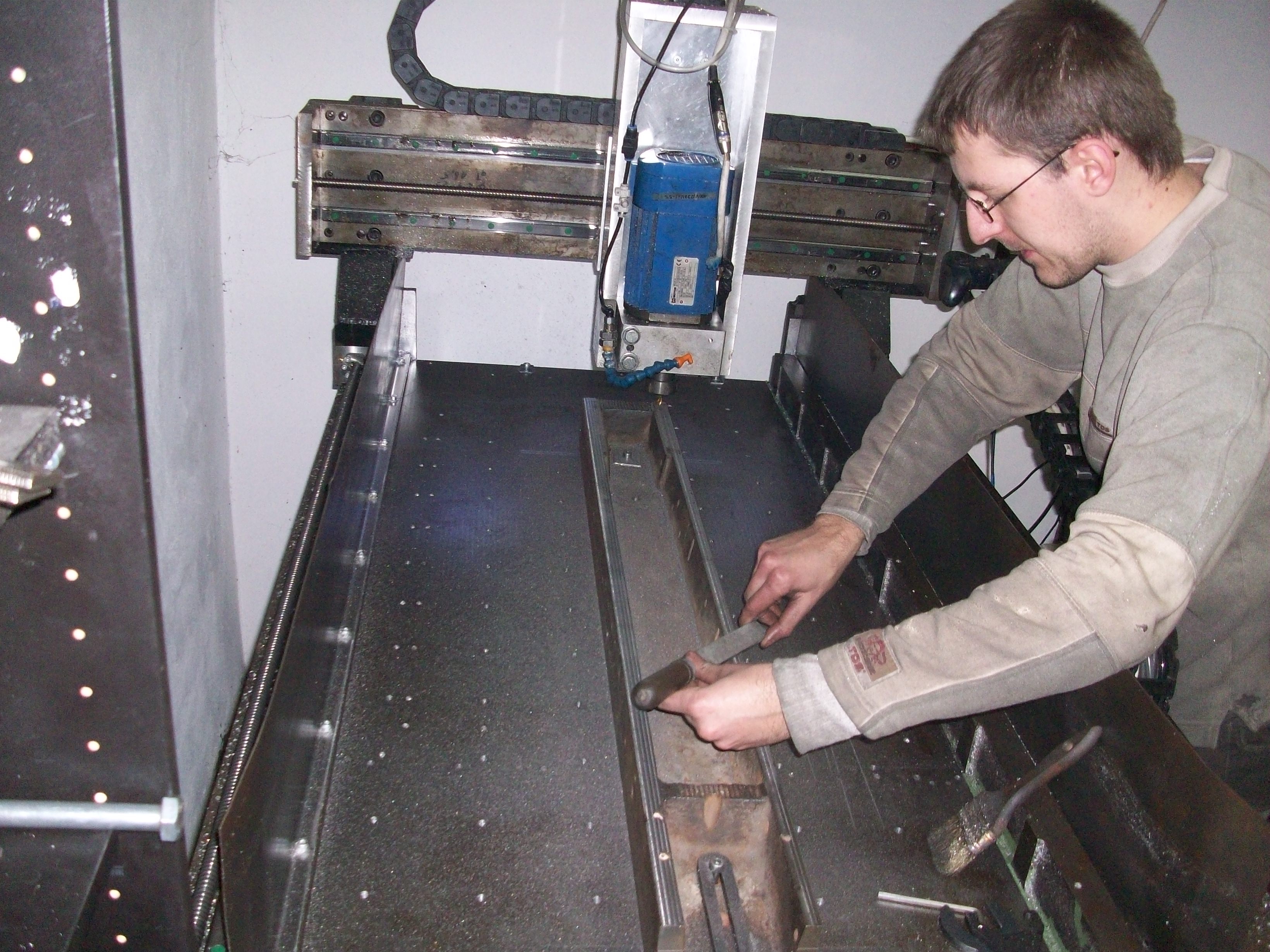
Teraz czeka nas walka znów z żeliwem. Belka została rzucona na plecki i wyprowadzono bazę. Okazało się, że belka była lekko skręcona. Trzeba było pod jeden jej róg podłożyć blaszkę 0.3mm i dopiero dokręcić do stołu. Inaczej bez tego zabiegu belka by się po dokręceniu wyprostowała względem stołu a po frezowaniu i odkręceniu od stołu znów skręciła. Wszystko się wydało jak położyłem ja u siebie na stole traserskim i się lekko bujała. U Dudiego było identycznie na jego frezarce. Także mogę tylko potwierdzić że jego stół frezarki jest prosty tak jak i moja płyta traserska (albo moja płyta jest tak prosta jak jego stół frezarki ).
Jutro czeka nas całodzienne frezowanie tej bramy. Chyba sobie wezmę jakąś książkę albo jakieś puzzle (tak z 2000) żeby się czymś zająć podczas tej żmudnej roboty. Frez będzie jeździł tam i z powrotem po 1.3 metra.... A tak w ogóle to frezarka będzie jeździć na limicie bo zakres roboczy jej jest 1310mm więc od zderzaka do zderzaka Ledwo się zmieściłem. Pozdrawam i zapraszam na kolejny odcinek słowiańskiej telenoweli - Frezuj z Dudim - Swoja drogą podziwiam chłopaka za to ze mnie jeszcze z warsztatu nie wyrzucił z tymi klamotami. Nie każdy ze mną wytrzyma cały dzień. Ale Dudi jest twardy, daje radę.
..
I jako bonus kolejny nudny filmik z frezowania stali i przymierzania bloku łożyskującego. Udało się zrobić wymiar za pierwszym razem.
Kawał klamota będzie
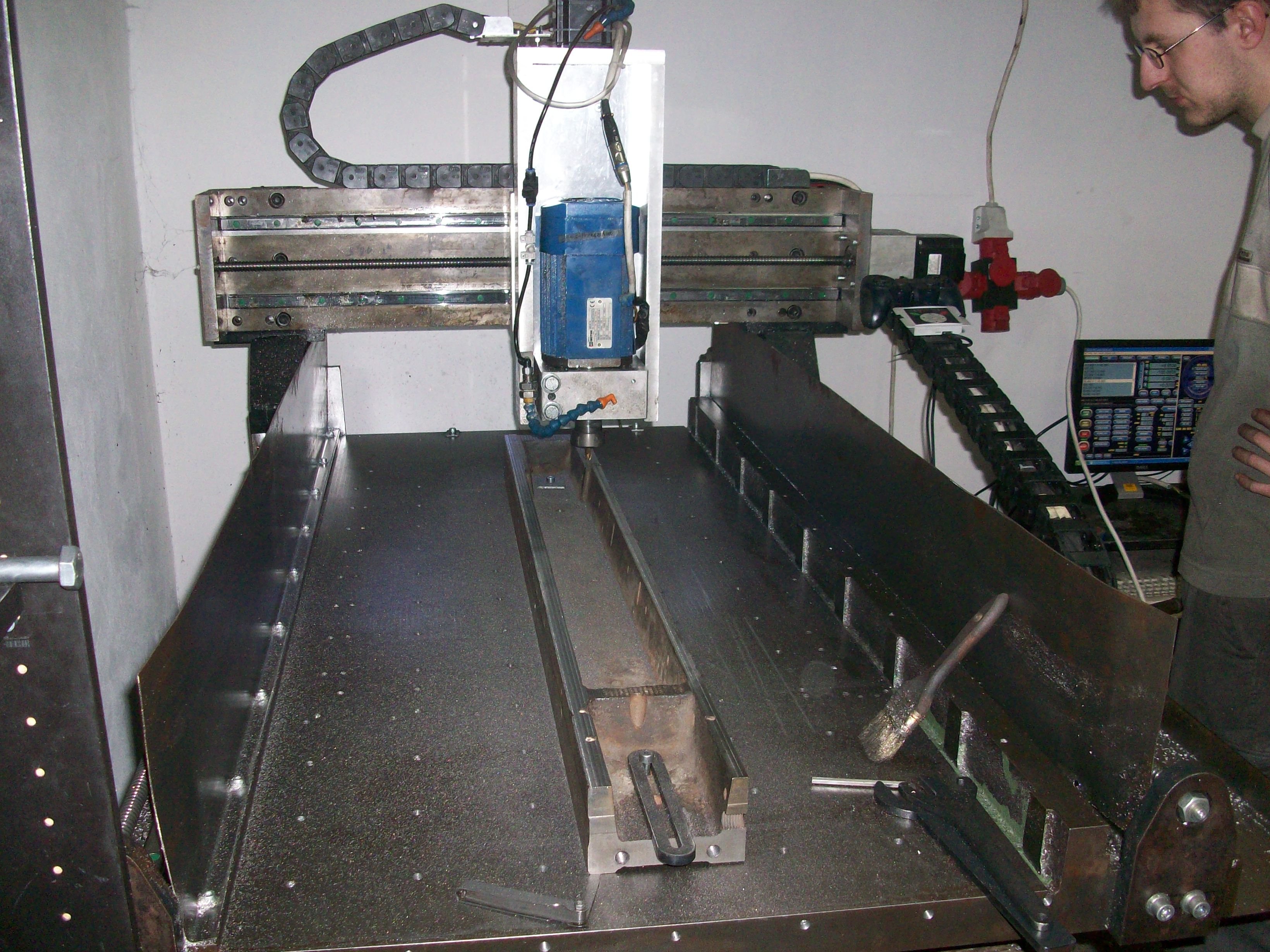
Zamontowałem u siebie za radą Dudiego Pada do obsługi maszyny. Kurde oryginalny JOG to wysiada przy tym. Bajka, u Dudiego widać przypiętego do prowadnika przewodów. Widać że i panel z falownika na prowadniku wylądował, hehe minimalista jeden!
U Dudiego jeszcze przydał by się monitor i klawiatura bliżej maszynki bo jak trza zerować osie czy ofsety wprowadzać to trzeba latać 4 kroki do kompa i spowrotem do maszyny. Ale pad za***isty, wszystkie najważniejsze funkcje pod ręka. Tak sie napatrzyłem u Dudiego na ten pad że u siebie tez taki zamontuje i identycznie klawisze skonfiguruje żeby w razie co Dudi też mógł coś u mnie pofrezować jak mu pola roboczego u siebie zabraknie. Dzisiaj ofrezowaliśmy bazy pod nogi i zaczęliśmy frezowanie płaszczyzn pod prowadnice. Robota idzie żmudnie bo frezujemy żeliwo frezem 6mm z zagłębieniem 0.3mm z prędkością około 1 metra na minutę i 3000 obr/min. Żeliwa nie da się pogonić, trzeba czekać niestety. Frezowanie jednej bazy pod prowadnice to jakieś 200 minut. W poniedziałek Dudi będzie robił drugą bazę, przeleci potem obie wykańczająco z jednego rozpędu i owierci pod prowadnice. Jak to będzie skończone to zostanie molestowanie go o zrobienie krzyżaka. Blaszka 35mm grubości jest wycięta i czeka na gryzienie frezem. Z roboty jestem zadowolony, widzę co jak robi i podejście ma naprawdę techniczne a nie na od***rdol jak to zwykle się robi gdzieś w firmie u Pana Cześka. Sam mogę sobie wszystko pomierzyć i sprawdzamy dwa razy zanim puścimy robotę. W mikronach nie robimy ale w setkach co i tak jest dla mnie wystarczająco zadowalające.
Pad tez działa plug and play, wystarczy zdefiniować klawisze. Nad klawiaturą trzeba myslec zeby własciwy klawisz wcisnąć, na padzie myslec ani patrzeć nie musze bo jest intuicyjny.
[ Dodano: 2014-02-14, 22:11 ]
panel z falownika na prowadniku wylądował, hehe minimalista jeden!
Panel to spory progress. Niedlugo biore sie za skladanie szafy jak trzeba (zbieram klamoty). Jak skoncze wrzeciono i bede wiedział co do niej potrzebuje to zaczne dzialac.
W mikronach nie robimy ale w setkach co i tak jest dla mnie wystarczająco zadowalające.
Nie wiem jak w machu, ale na LinuxCNC każdy klawisz na klawiaturze ma swoją funkcję, więc używając takiej bezprzewodowej nie musiałem niczego definiować. Tak czy owak, bez tego nie widzę już swojej pracy przy maszynie





")
 .
. .
.
 .
. .
.
 .
. .
.
 .
. .
.
 .
. .
.
 .
. .
.
 .
. .
.



")





 .
.


