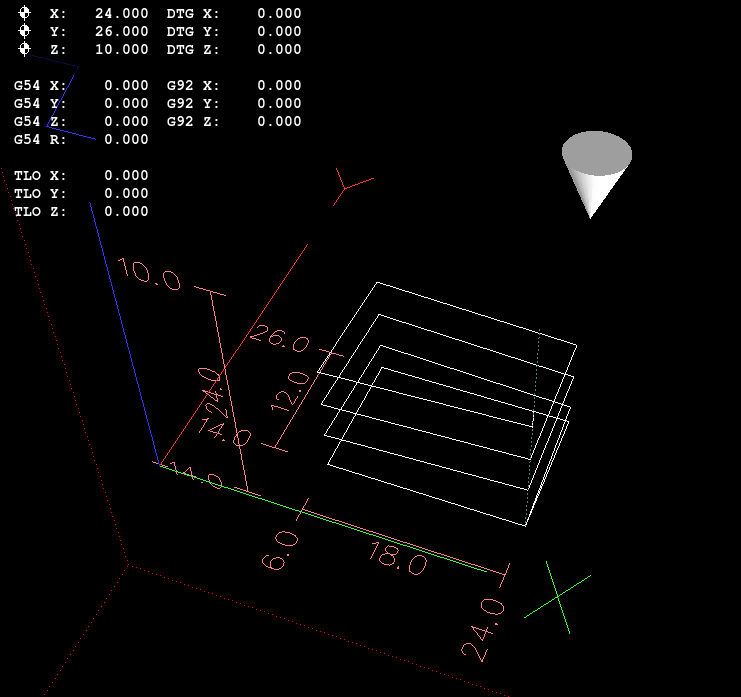
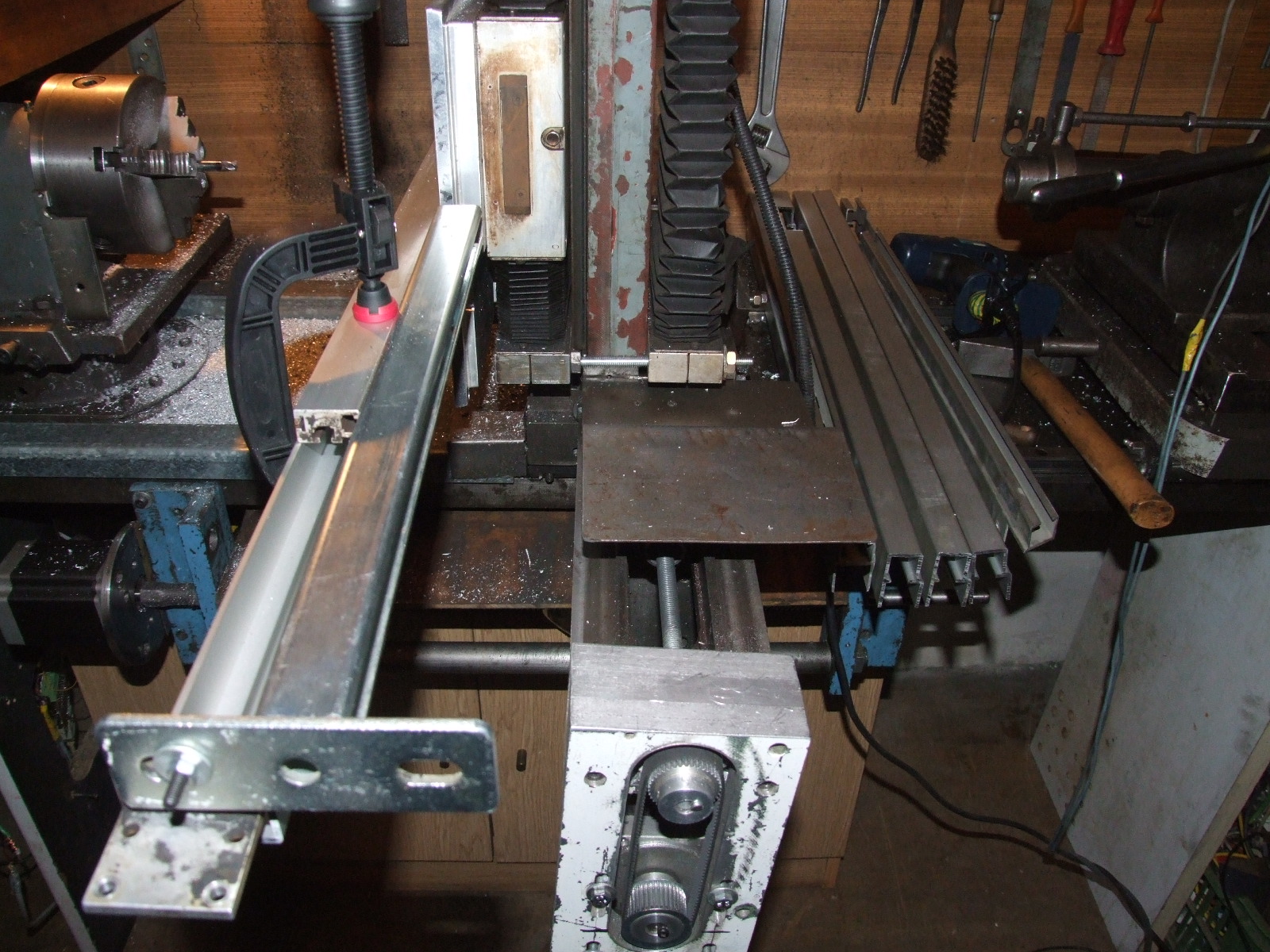
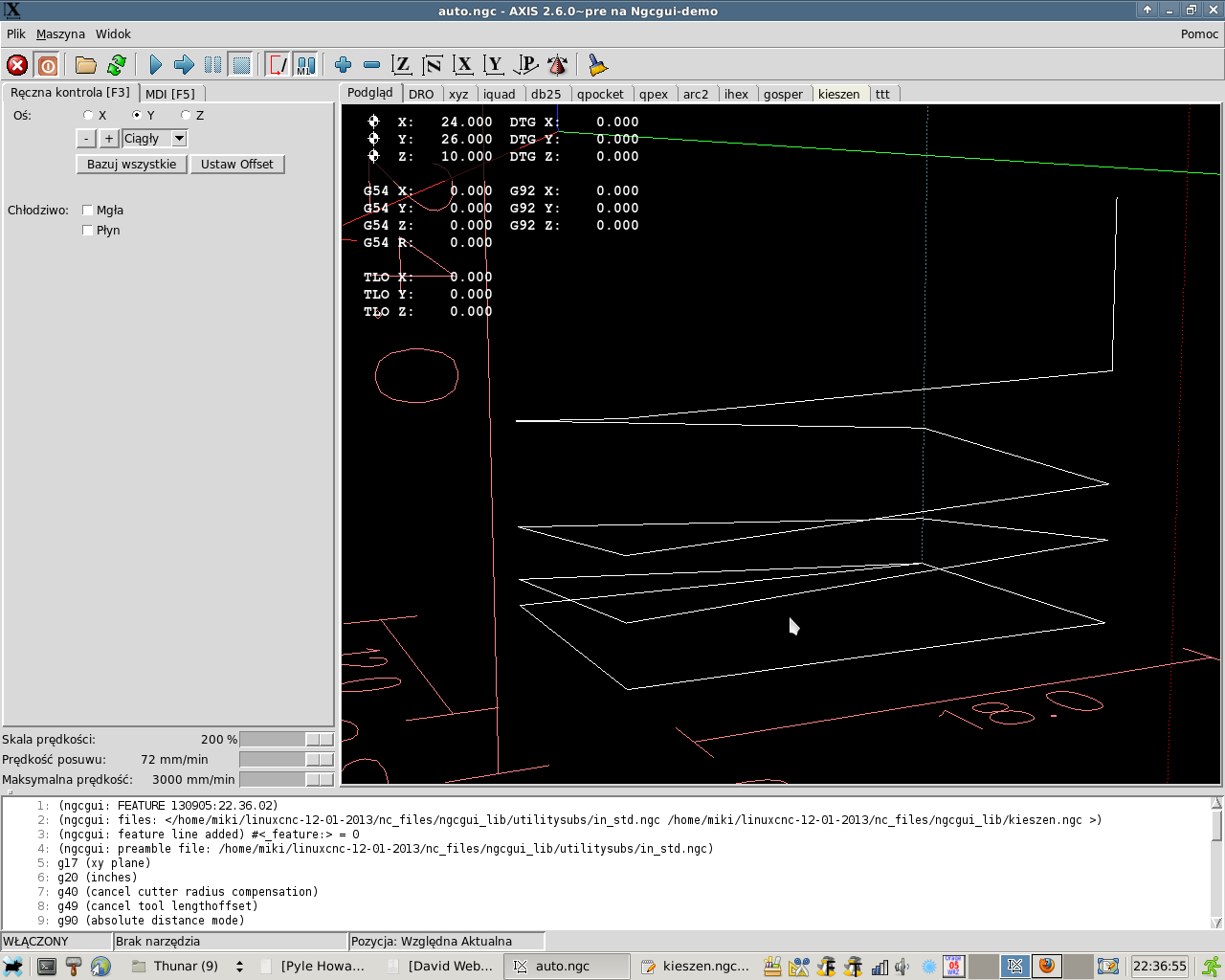
Czysta partyzantka, jak to u mnie, ale działa. Filmik na jutuba się ładuje - w ramach testu wyciąłem kwadratowy otwór w polietylenie.
Procedura kamara, uzdatniona przeze mnie - zejście po rampie, zakończenie na płasko

Obsługa, Programowanie i Budowa Maszyn Numerycznych





")


Raczej jeszcze nie kieszeńkamar pisze:Zmień nazwę - to już nie kieszeńMlKl pisze:
Procedura kamara, uzdatniona przeze mnie -]
Kod: Zaznacz cały
( ------------------------------ )
( KIESZEŃ PROSTOKĄTNA )
( ------------------------------ )
( Kamar )
( Time-stamp: <2012-02-19 14:26> )
( ------------------------------ )
(info: Frezowanie kieszeni prostokątnej )
o<kieszen> sub
#<frez> = #1 (=8 frez)
#<x_pocz> = #2 (=20 X początkowy)
#<x_kon> = #3 (=10 X końcowy )
#<y_pocz> = #4 (=10 Y początkowy)
#<y_kon> = #5 (=190 Y końcowy )
#<glebokosc> = #6 (=-10 głębokość )
#<glebokosc_poczatkowa> = #7 (=0 głębokość poczatkowa )
#<skok> = #8 (=2 skok)
#<predkosc_bok> = #9 (=60 prędkość bok)
#<predkosc_dol> = #10 (=40 prędkość dół)
#<pokrycie> = #11 (=1 zachodzenie w mm )
#<odjazd_z> = #12 (=10 Odjazd w osi Z )
( ------------------------------ )
( ------------------------------ )
#<przyrost>=[#<frez>-#<pokrycie>]
#<x_fak>=[#<x_kon>-[#<frez>/2]]
g17 g21 g61
g0 x[#<x_pocz>+[#<frez>/2]] y[#<y_pocz>+[#<frez>/2]]
m3 s1
m8
#<akt_glebokosc> = #<glebokosc_poczatkowa> ( aktualna glebokosc )
g0 z[#<akt_glebokosc> +1]
G1 Z[#<akt_glebokosc>] F#<predkosc_dol> ( dobieranie poczatkowe )
o130 while [#<akt_glebokosc> GT #<glebokosc>]
g1 z[#<akt_glebokosc> - [#<skok>/4]] y[#<y_pocz>+[#<frez>/2]]
z[#<akt_glebokosc> - [#<skok>/2]]x[#<x_kon>-[#<frez>/2]]
z[#<akt_glebokosc> - [#<skok>/4*3]]y[#<y_kon>-[#<frez>/2]]
z[#<akt_glebokosc> - [#<skok>]]x[#<x_pocz>+[#<frez>/2]]
#<akt_glebokosc> = [#<akt_glebokosc>-#<skok>] ( ustalenie glebokosci )
( jezeli nizej limitu to jade max )
o131 if [#<akt_glebokosc> lT #<glebokosc>]
#<akt_glebokosc> = #<glebokosc>
o131 endif
o130 endwhile
z[#<akt_glebokosc> - #<skok>] y[#<y_pocz>+[#<frez>/2]]
z[#<akt_glebokosc> - #<skok>]x[#<x_kon>-[#<frez>/2]]
z[#<akt_glebokosc> - #<skok>]y[#<y_kon>-[#<frez>/2]]
z[#<akt_glebokosc> - #<skok>]x[#<x_pocz>+[#<frez>/2]]
z[#<akt_glebokosc> - #<skok>] y[#<y_pocz>+[#<frez>/2]]
g0 z#<odjazd_z>
o<kieszen> endsub