")
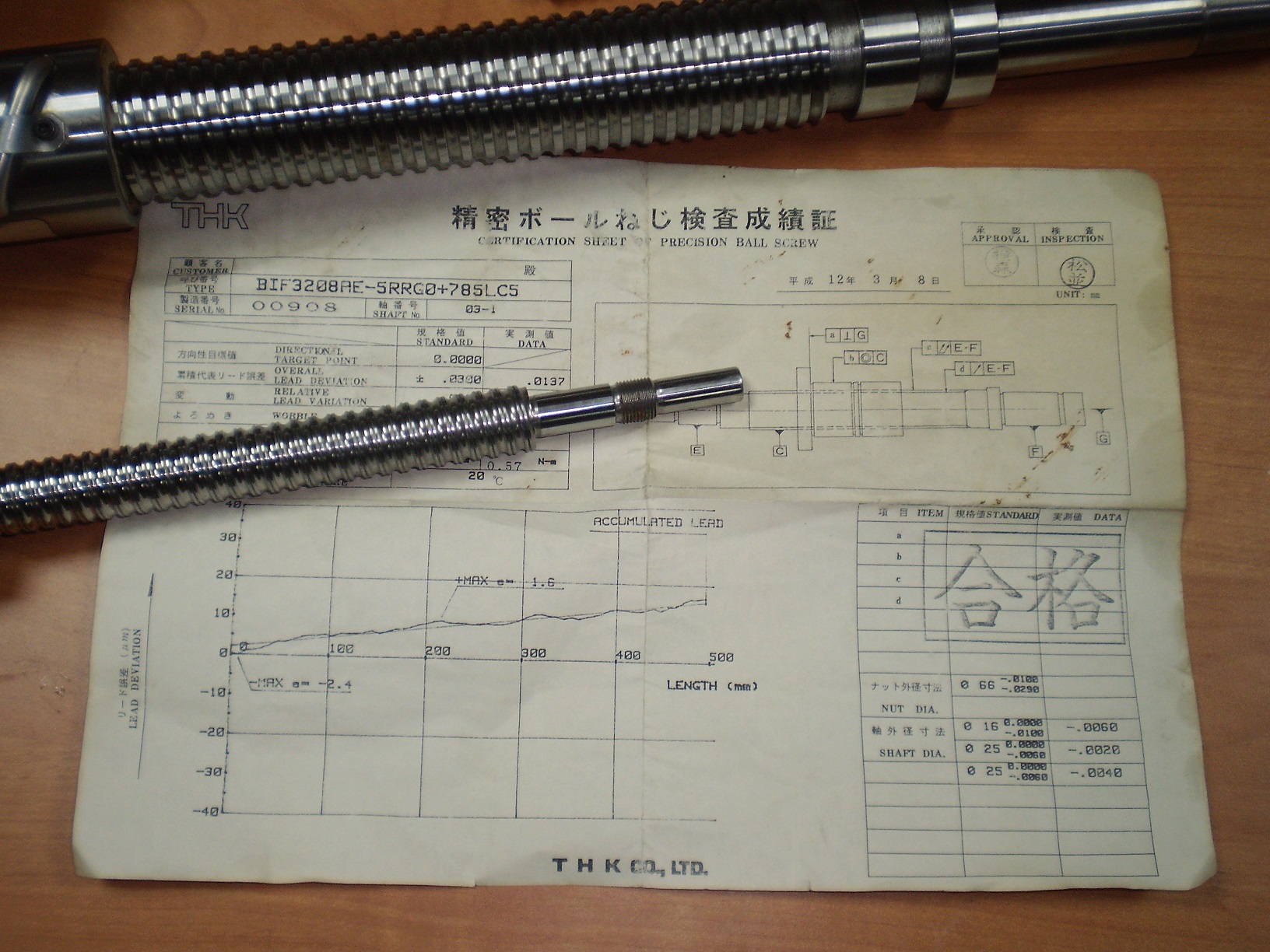
Potrzebny mi szlif wewnętrznej części nowego uchwytu do tulejek er25. Roztoczyłem na tokarce, machąłem gwint i teraz dumam co dalej z tym. Chyba będzie trzeba to utwardzić, jest jakaś nieinwazyjna metoda która mi wymiarów nie zmieni (tych pod łożyska) i nie pokrzywi tego całego?


No i trzeba oczywiście zfrezować pod klucz no ale frezarka trochę zaniemogła
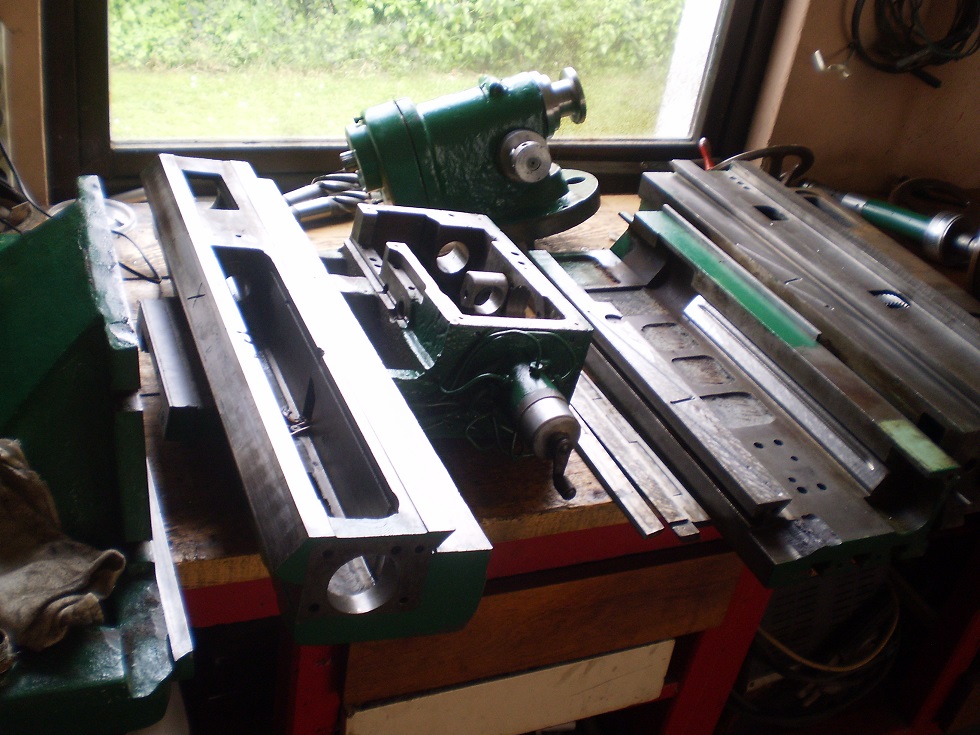

Tak wyglądają prowadnice w 33letniej frezarce

Wszystkie powierzchnie robocze tak wyglądają, kliny także w sumie. Pięękna wyskrobana powierzchnia. Kliny w sumie nówki, nic nie wsunięte nic nie wytarte.
Nie wiem czy ona w ogóle kiedykolwiek gdzieś pracowała dłużej niż miesiąc
haski, co potrzebujesz do swojej?


")