")
niestety program numer i nazwa (niby zaden problem ale klawiatura z shiftem
t210 wybur narzędzia wolę najpierw bez obrotów mniejsze szkody
g 96 s200 stała predkość skrawania
m3 m8 no to hyba jasne
go x-200 z10 (sorry ja mam xsa na minus ale to jest pozycja wyjściow surowy materiał)
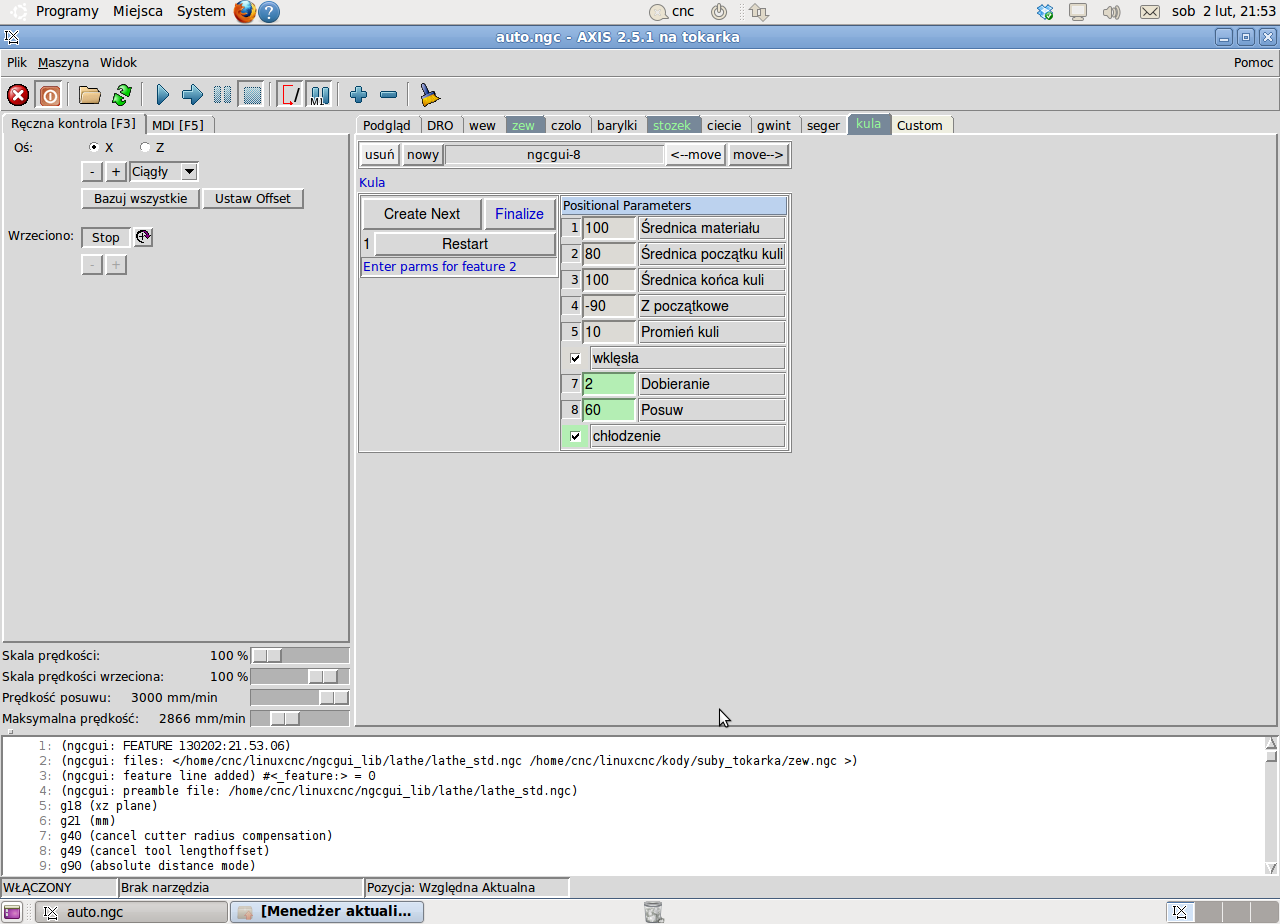
G71 U2 r0.5 ( głebokość przejscia i odległośc odejścia )
g71 P(numer od którego zaczyna się kontur ) Q koniec onturu U (naddatek na wykończenie w X ) W naddatek w Z) F no hyba posuw
m14 t330 g96 s250 f0.08 ( zmiana obrotów przekładnia zmiana narzędzia zmiana prędkości skrawania i posuwu dla przejścia wykańczającego)
g0x0z5 (pozycja skąd zaczyna się obróbka mozliwy naddatek w Z)
g1 x0z0
g1x-20,r5 ( dojazd do średnicy 20 mm z promieniem 5 mm)
g1z-20,A275 ( toczenie wałka pod kątem 15 stopni ta wartosć jest zależna od kierunkuukładu współrzędnych
g1 x-50 ,c2 (średnica 50 osiągnięta po fazie 45 stopni o długości 2 mm)
g1z-50
itd
[ Dodano: 2013-02-02, 22:01 ]
Sorry hłopaki ale jak to pisałem tych waszych jeszcze nie było
[ Dodano: 2013-02-02, 22:05 ]
Kamar wielu ludzi uznaje mnie za idiotę



")