")
NGCGUI to system pisania makr, gdzie dane z rysunku na papierze trzeba komputerowi wpisać w okienka.
Dokładnie taki sam system ma Weiler, pokazany przez jasiu... Tam są czarne prostokąty, w NGCGUI są zakładki nad oknem wizualizacji, jeden i drugie wywołują formularze podprocedur.
Oczywiście - w podprocedurach jakie ty preferujesz, kamar, nic więcej wydumać się nie da - trzeba by stworzyć jeszcze warstwę pośrednią, która by potrafiła automatycznie wiązać procedury.
W procedurze, którą nazwałeś kobyłą, wiążę kilka podoperacji, ale jeszcze robię to niewłaściwie.
Będzie trochę zabawy z przepisywaniem tego według nowego algorytmu. Zmiana głównie dotyczy wiązania toczenia walca i fazki na średnicy początkowej. W tej chwili robi się to osobno, a powinno być warstwami razem walec i fazka, niezależnie od tego, czy płaska, czy wypukła, czy wklęsła. Warstwa musi się kończyć o grubość ostatniego przebiegu od właściwej granicy gotowego detalu, i musi być możliwość zadeklarowania rosnącej/malejącej grubości ostatniej warstwy w zależności od odległości od osi obrotu. Podobnie z toczeniem kuli - już o tym gadaliśmy, gdy dziabi zwrócił na to uwagę.
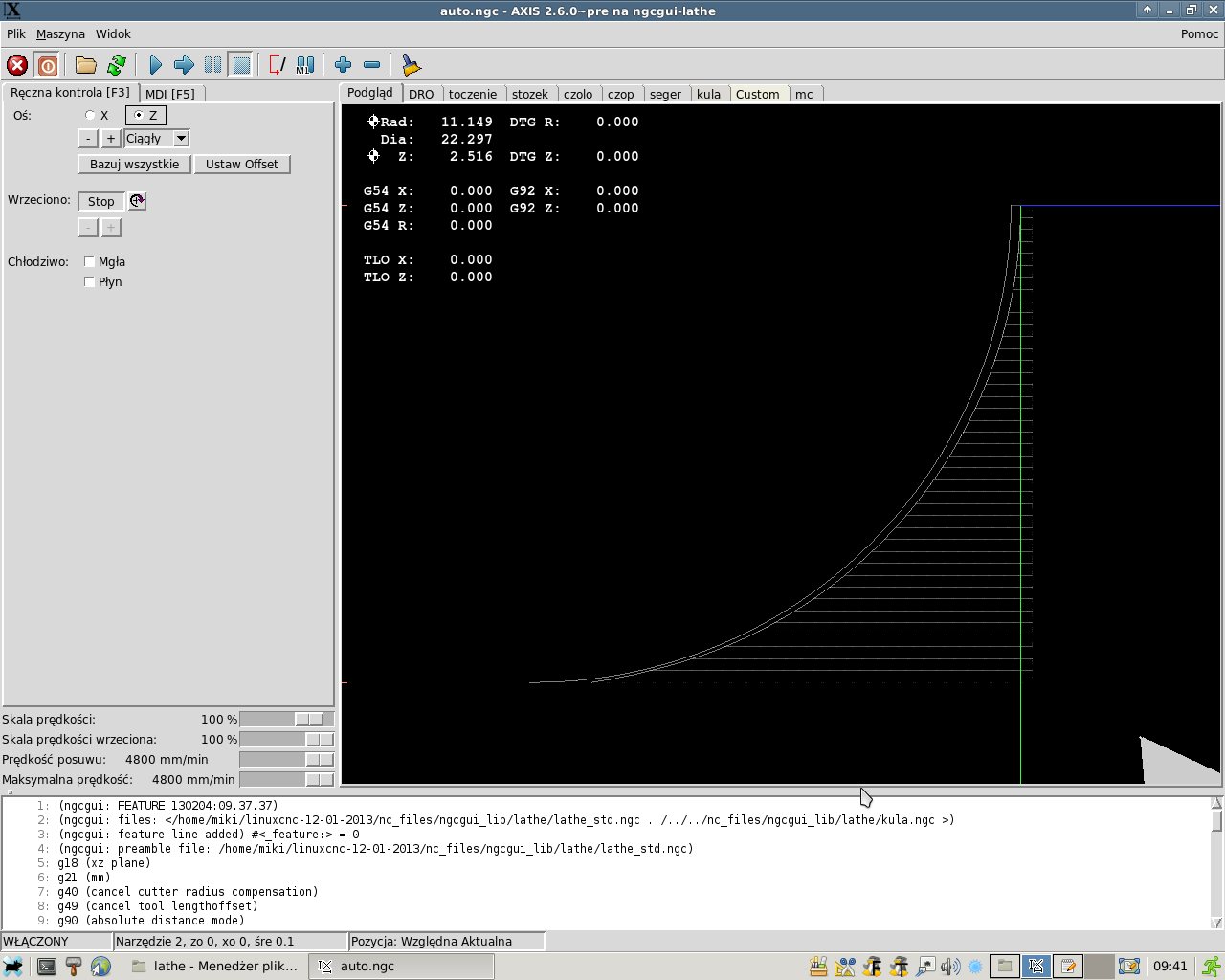
I proszę bardzo - jest wklęsła półkula wierszowana z ostatnim przebiegiem po promieniu. Teraz jeszcze trzeba zrobić zmienną warstwę końcową, w tej chwili nóż na płasko jedzie aż do promienia końcowego.
[ Dodano: 2013-02-04, 01:10 ]
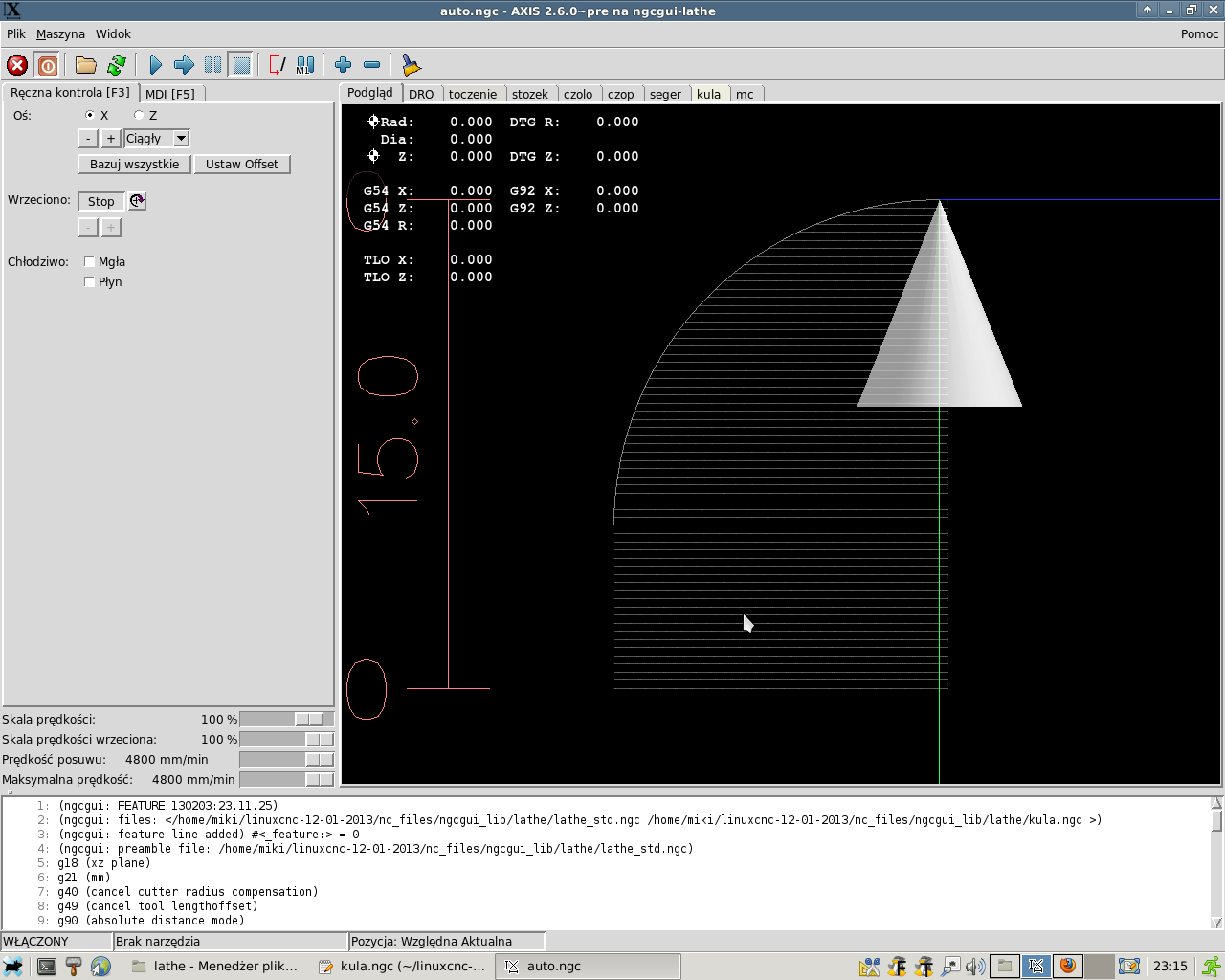
O coś takiego chodziło?
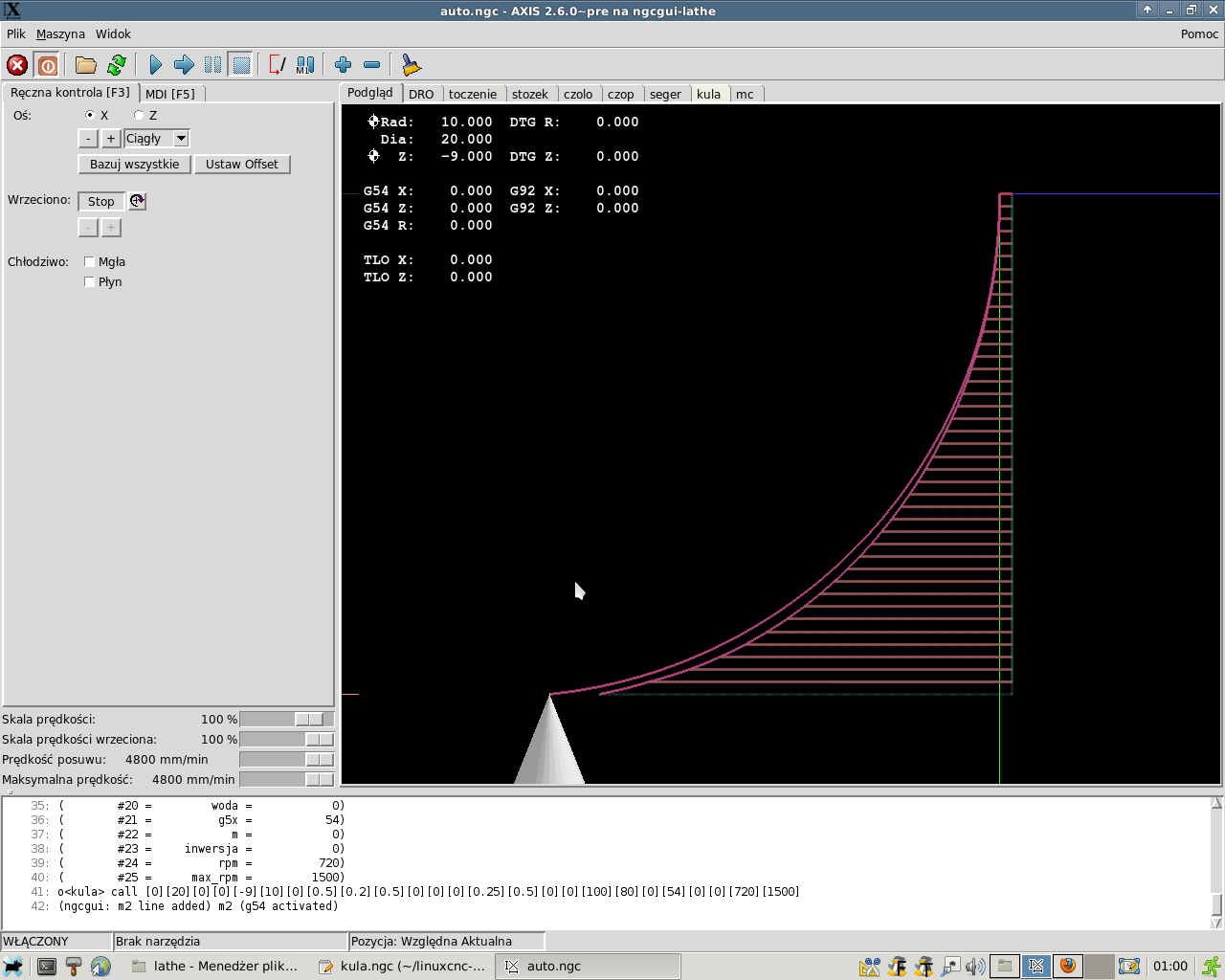
[ Dodano: 2013-02-04, 02:42 ]
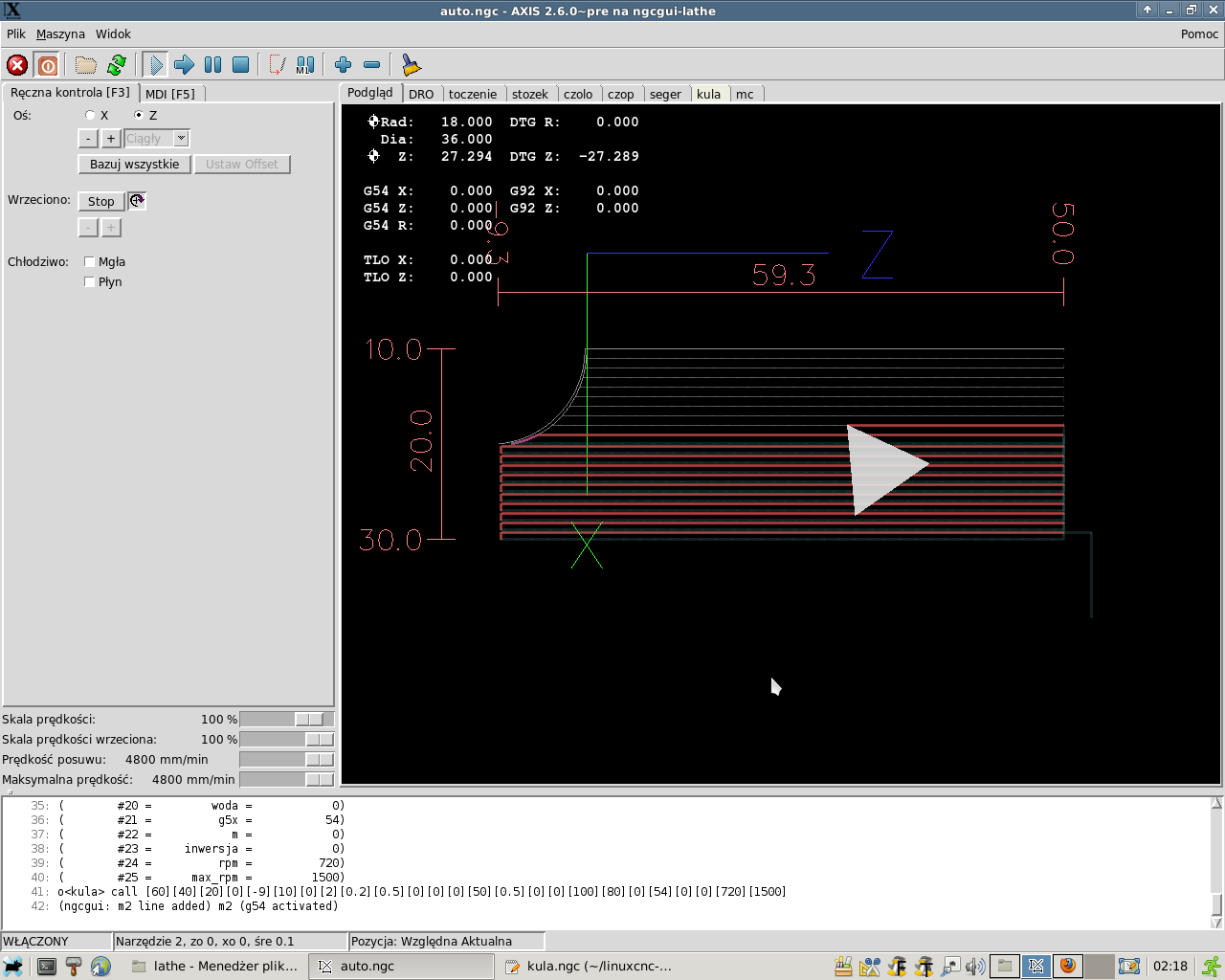
Mniej więcej tak to chyba powinno wyglądać - ale jeszcze sporo kombinowania. Dość prosto wyliczyć dojazdy dla regularnej kuli, ale na razie nie mam pomysłu na łuki ze środkiem umieszczonym inaczej, niż w równych odległościach od osi i początku łuku.