



Do aluminium staraj używać się jednoostrzowych frezów.
Frezem 6mm możesz zbierać około 0,5-1mm przy posuwie około 2m/min i prędkości wrzeciona 17.000, można też na głębokość 0,5mm, obroty wrzeciona 22.000 posuw 4m/min
Dla mniejszych frezów około 2mm
a) Obroty 7800, posuw 500mm/min, zagłębienie 0,7mm
b) Obroty 7800, posuw 250mm/min, zagłębienie 1,1mm
c) Obroty 10000, posuw 1600mm/min, zagłębienie 0,3mm (to np. do grawerowania lub do cięcia na kilka przejazdów)
Sprawdź moje jutiub, może coś Ci podejdzie...
Garażowe CNC plazma + wrzecionko A.D.2011 - 2013
-
 gaspar
gaspar
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 35
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:


-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Wreszcie przyszły zbyt długo wyczekiwane frezy. Taka mała paczuszka w takim dużym pudełku - Chinka starała się pewnie żeby mała paczuszka nie zaginęła po tylu perypetiach:

czas ruszać i kończyć wiekopomne dzieło - doszła przednia przezroczysta osłona:
no i pierwszy koszyk po brzegi pełen wiórów:

Mam pytanie: przejechałem sobie kawałek na gładko i wyszło mi coś takiego:

czerwonym kolorem zaznaczyłem kolejne przejścia freza. W dotyku powierzchnia jest gładka jak lustro, ale na oko widać, że co drugie przejście jest bardziej zaznaczone. Czy to skutek że na przemian jedno przejście jest współbieżne a drugie przeciwbieżne ?
czas ruszać i kończyć wiekopomne dzieło - doszła przednia przezroczysta osłona:
no i pierwszy koszyk po brzegi pełen wiórów:
Mam pytanie: przejechałem sobie kawałek na gładko i wyszło mi coś takiego:
czerwonym kolorem zaznaczyłem kolejne przejścia freza. W dotyku powierzchnia jest gładka jak lustro, ale na oko widać, że co drugie przejście jest bardziej zaznaczone. Czy to skutek że na przemian jedno przejście jest współbieżne a drugie przeciwbieżne ?
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ? 
-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 35
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
jacek-1210 pisze:Czy to skutek że na przemian jedno przejście jest współbieżne a drugie przeciwbieżne ?
Dokładnie tak.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Lustereczko powiedz przecie....
gdzieś w wątku pisałem, że końcówka pewnie będzie na drugie Święta Bożego Narodzenia i słowa dotrzymałem . Co prawda zostały detale, ale to już pikuś.
Chyba Kamar pisał, że nic tak człowieka nie cieszy, jak wiadro pełne wiórów na koniec roboty, mnie w końcu też udało się dostąpić tej radości :
:

Zacząłem robić poważniejsze próby na Al i znowu jestem w lesie . Płaskownik gruby 25mm, frez 8mm, obroty 9k, zagłębienie 14mm, posuw ok. 400mm/min, przybranie 1-4mm. Lepiej wychodzi frezowanie współbieżne, dochodzę do wniosku że zetka jak zetka, ale najbardziej elastyczny jest chyba ten stolik z płaskowników. No i za słabe chińskie imadełko. W końcówce filmu widać, jak przy największym przybraniu, mimo chłodzenia idzie po prostu siwy dym  . Co znowu robię nie tak ? Może obroty trochę za małe ? Później na próbę zwiększyłem do 18k i mam następny problem do rozwiązania: w ciągu 1-2min frez wyrzucił na mnie i moją okolicę dobrą szklankę chłodziwa - muszę znowu myśleć o jakiejś osłonie. Czy rozwiązaniem byłby nadmuch powietrza z odrobiną chłodziwa ?
. Co znowu robię nie tak ? Może obroty trochę za małe ? Później na próbę zwiększyłem do 18k i mam następny problem do rozwiązania: w ciągu 1-2min frez wyrzucił na mnie i moją okolicę dobrą szklankę chłodziwa - muszę znowu myśleć o jakiejś osłonie. Czy rozwiązaniem byłby nadmuch powietrza z odrobiną chłodziwa ?
[youtube][/youtube]
Tu zdjęcie powierzchni bocznej po obróbce:

a tu po małym planowaniu 9k obr, 700mm/min posuw i ok 1.5mm zagłębienie:

Jak na moje potrzeby byłoby chyba ok, tylko to dymienie ? Frez co prawda do stali, 8mm, 3 pióra, ale niepowlekany więc od biedy powinien się nadawać. Czy przy 1-piórowym byłoby lepiej ?
gdzieś w wątku pisałem, że końcówka pewnie będzie na drugie Święta Bożego Narodzenia i słowa dotrzymałem
Chyba Kamar pisał, że nic tak człowieka nie cieszy, jak wiadro pełne wiórów na koniec roboty, mnie w końcu też udało się dostąpić tej radości
Zacząłem robić poważniejsze próby na Al i znowu jestem w lesie
[youtube][/youtube]
Tu zdjęcie powierzchni bocznej po obróbce:
a tu po małym planowaniu 9k obr, 700mm/min posuw i ok 1.5mm zagłębienie:
Jak na moje potrzeby byłoby chyba ok, tylko to dymienie ? Frez co prawda do stali, 8mm, 3 pióra, ale niepowlekany więc od biedy powinien się nadawać. Czy przy 1-piórowym byłoby lepiej ?
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?
-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 35
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Przeceniasz możliwości zarówno wrzeciona jak i samej maszyny. To co widać po zbieraniu bocznym to niestety jej drgania.
Ja do aluminium przy wrzecionie wysokoobrotowym używam TYLKO I WYŁĄCZNIE frezów z węglika. Hss się nie nadaje do takich obrotów.
Np. Frez jednopiórowy fi6-8mm, przybranie boczne po 0,25-0,5mm obroty około 19.000 prędkość około 800mm/min
Ja do aluminium przy wrzecionie wysokoobrotowym używam TYLKO I WYŁĄCZNIE frezów z węglika. Hss się nie nadaje do takich obrotów.
Np. Frez jednopiórowy fi6-8mm, przybranie boczne po 0,25-0,5mm obroty około 19.000 prędkość około 800mm/min
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Frez z węglika. To jasne że to co z boku wymaga jeszcze przejazdu wykańczającego 0,2-0,5mm. Chciałem pokazać jak wygląda po zgrubnym. Po wykończeniu powinno wyglądać jak to splanowane u góry, zresztą sprawdzę dzisiaj. Ale na zgrubne frezowanie to byłoby w miarę gdyby nie te dymki 
[ Dodano: 2012-12-22, 18:36 ]
Tutaj dolny bok przejechany wykańczająco na raz 0.2mm x 1000mm/min na głebokości ok. 14mm, wyszło nie najgorzej jak na taką maszynkę :

próbuję zrobić kieszeń w Heekscnc i nie za bardzo mi to wszystko wychodzi. Pewnych kawałków nie chce mi program zrobić, np. splanować od czoła pionowy wałek w kieszeni frezem grubszym niż ten wałek. Może źle to próbuję zrobić. Coś czuję że dziś już jej nie pofrezuję
[ Dodano: 2012-12-23, 00:46 ]
Jakoś udało mi się zamodelować w Heekscnc kieszeń. Parametry dałem ostrożne, czyli zagłębienie 1mm, posuw 800mm/min, wjazd 15mm/min. Jak ktoś ma ochotę popatrzeć...:
[youtube][/youtube]
Niestety, Heekscnc ma wady: choć kieszeń robiłem pocketem z zajściem 1mm, to -widać to w pewnym momencie na filmie- zostawił mi 3 żebra w środku - musiałem to potem ręcznie wyfrezowywać . Tak samo nr1 na zdjęciu:
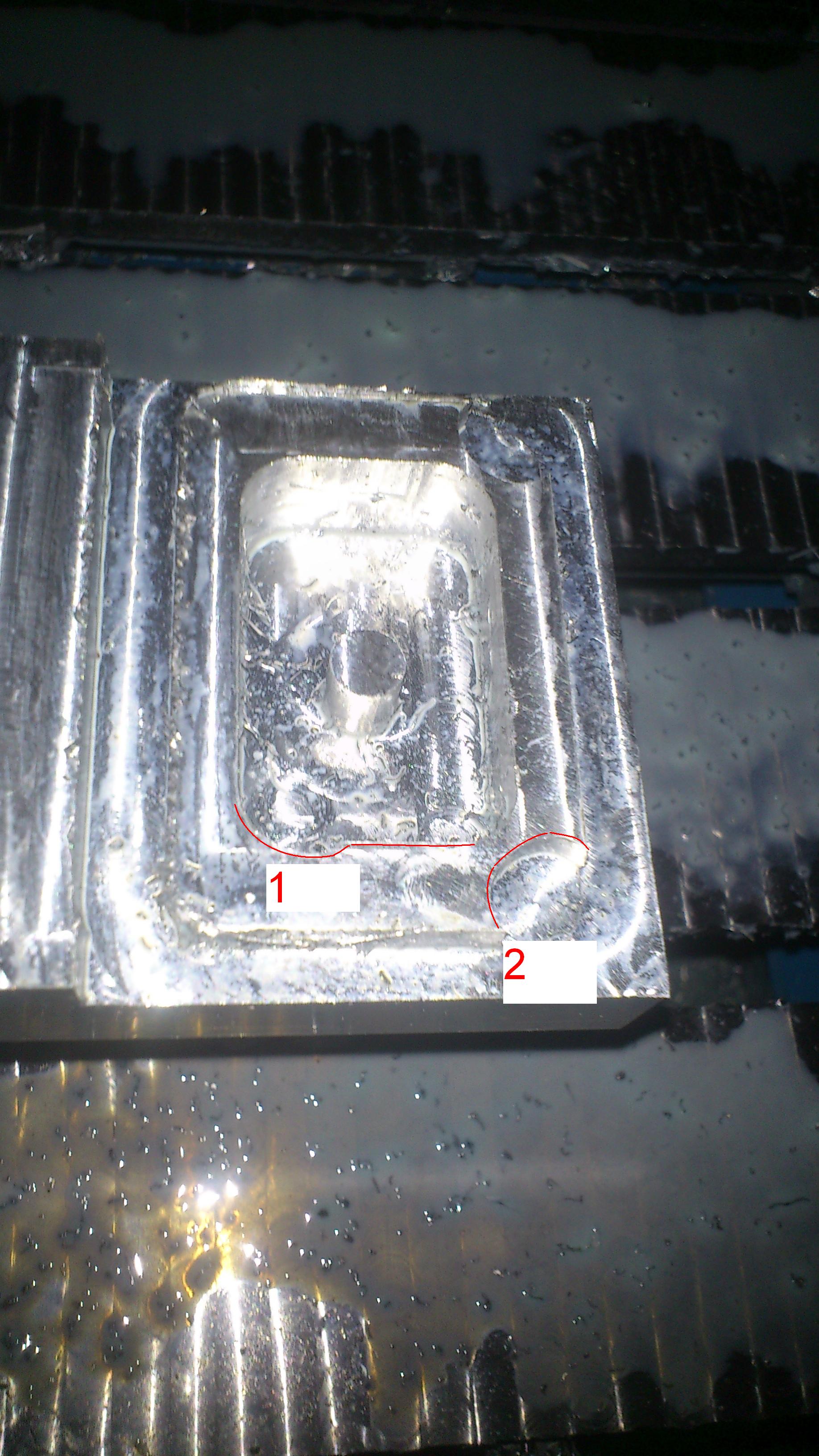
krzywe wejście w materiał. Coś takiego zauważyłem juś wcześniej przy frezowaniu drewienek, ale myślałem że to słabe mocowanie materiału. Okazuje się jednak, że to coś w Heeks'ie. Nr2: tu machnąłbym ręką, choć średnica 9mm a Heeks nie chciał mi wejść frezem 8mm - musiałem zrobić w Heeks na 6mm a w rzeczywistości wjechałem frezem 8mm bo nie chciało mi się zmieniać - stąd to jajo zamiast wycinku koła
[ Dodano: 2012-12-22, 18:36 ]
Tutaj dolny bok przejechany wykańczająco na raz 0.2mm x 1000mm/min na głebokości ok. 14mm, wyszło nie najgorzej jak na taką maszynkę
próbuję zrobić kieszeń w Heekscnc i nie za bardzo mi to wszystko wychodzi. Pewnych kawałków nie chce mi program zrobić, np. splanować od czoła pionowy wałek w kieszeni frezem grubszym niż ten wałek. Może źle to próbuję zrobić. Coś czuję że dziś już jej nie pofrezuję
[ Dodano: 2012-12-23, 00:46 ]
Jakoś udało mi się zamodelować w Heekscnc kieszeń. Parametry dałem ostrożne, czyli zagłębienie 1mm, posuw 800mm/min, wjazd 15mm/min. Jak ktoś ma ochotę popatrzeć...:
[youtube][/youtube]
Niestety, Heekscnc ma wady: choć kieszeń robiłem pocketem z zajściem 1mm, to -widać to w pewnym momencie na filmie- zostawił mi 3 żebra w środku - musiałem to potem ręcznie wyfrezowywać
krzywe wejście w materiał. Coś takiego zauważyłem juś wcześniej przy frezowaniu drewienek, ale myślałem że to słabe mocowanie materiału. Okazuje się jednak, że to coś w Heeks'ie. Nr2: tu machnąłbym ręką, choć średnica 9mm a Heeks nie chciał mi wejść frezem 8mm - musiałem zrobić w Heeks na 6mm a w rzeczywistości wjechałem frezem 8mm bo nie chciało mi się zmieniać - stąd to jajo zamiast wycinku koła
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?
-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 35
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
No widzisz PikoCNC rozwiązałoby Ci te problemy w mig, w cenie programu dostajesz bardzo fajny, funkcjonalny i polski CAM.Można sobie ustawić ilość zejść rodzaj wybierania, rampy, ofsety itp. U ciebie widzę jeszcze zasadniczo jeden błąd. Z każdego ruchu G0 w osi Z maszyna do głębokości wybierania schodzi z prędkością 150mm/min czyli straszna strata czasu. Powinna na full prędkości schodzić do pozycji 1mm nad warstwę a dopiero potem powolutku. Wiem, że to tylko testy, ale staraj się już na dzień dobry to optymalizować a będzie łatwiej. Niestety co do powierzchni po obróbce to się nie wypowiem bo zdjęcia nie są dobrej jakości 
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Heeks ma rampy, offsety itp., ale większość albo nie działa albo ja nie umiem z tego korzystać . Te wyjazdy narzędzia to ustawienia domyślne, zdaje się, że dawniej udało mi się to wyłączyć, żeby frez po skończeniu poziomu po prostu zakopał się głębiej i zaczynał kolejny poziom. Myślałem żeby póki co jeśli zajdzie potrzeba robić coś na freecad + Heeks a powoli uczyć się czegoś na czym mógłbym pracować w przyszłości. Oglądałem sobie Solidworksa, wydaje mi się bardzo intuicyjny i przyjazny, tyle że pewnie nigdy nie będzie mnie na niego stać. Oglądałem też Zw3d, może kiedyś mógłbym sobie na niego pozwolić, tyle że jest dla mnie kompletnie zagmatwany i prostych brył nie potrafiłem narysować. Przyzwyczaiłem się już do linuksa, ma ngcgui, poza tym komputer mogę mieć i kilka metrów od maszyny co w przypadku usb nie wchodzi raczej w rachubę, ale może faktycznie piko byłoby jakimś rozwiązaniem, jeśli jest tam jakiś sensowny cam 2.5D. Czy piko wczyta zewnętrzne g-kody ? Czy wczyta jakiś zewnętrzny dxf itp żeby to obrobić w pikocam-ie ?
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?
")
-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 35
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
No żartujesz? Przeczytaj sobie manuala z www.pikocnc.com. To program jednego z użytkowników naszego forum. To już teraz jest ciekawa alternatywa dla macha. Łyka G-code, dxf, plt, stl (3d). Generuje więcej niż tylko 2,5Djacek-1210 pisze:Czy wczyta jakiś zewnętrzny dxf itp żeby to obrobić w pikocam-ie ?
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie






