




Mam do Ciebie pytanie o planowanie powierzchni na bramie. Czy wiesz w jaki sposób była zamocowana do stołu, czy tylko po bokach, czy może był to stół magnetyczny?
Pytam, bo mam obawy przy tak szerokiej konstrukcji, że mocując łapami tylko na bokach, środek będzie się wybrzuszać i w tym miejscu będzie potem dołek.
Frezarka 580x500x200


-
Skrzydlaty
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 27
- Posty: 613
- Rejestracja: 22 lis 2006, 15:41
- Lokalizacja: Bochnia/Kraków
Niestety nie wiem jak była planowana brama. Wiem że były potrzebne stopki do wypoziomowania (najpierw one frezowane, potem właściwe powierzchnie). "Góra" bramy mogła być spokojnie złapana od wnętrza profila nogi a dolna cześć - po prostu za "przód" profila. Jeśli chodzi o szlifowanie to nie wiem, pewnie stół magnetyczny ale nie dam sobie ręki uciąć. Szlifowane były też stopki.
Technolog na pytanie czy konstrukcja wytrzyma frezowanie powiedział że oni sobie poradzą, dobiorą parametry tak, żeby było ok. Do tego brama była od razu w wycenie zaznaczona jako szlifowana (powiedzieli że bez szlifowania może być problem z prostopadłością). Już gdzieś o tym pisałem.
Generalnie - dobry zakład sobie poradzi.
Tak przy okazji - nie żałuj stali, nie będziesz się o nic bał a i konstrukcja będzie sztywniejsza.
Technolog na pytanie czy konstrukcja wytrzyma frezowanie powiedział że oni sobie poradzą, dobiorą parametry tak, żeby było ok. Do tego brama była od razu w wycenie zaznaczona jako szlifowana (powiedzieli że bez szlifowania może być problem z prostopadłością). Już gdzieś o tym pisałem.
Generalnie - dobry zakład sobie poradzi.
Tak przy okazji - nie żałuj stali, nie będziesz się o nic bał a i konstrukcja będzie sztywniejsza.
-
Skrzydlaty
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 27
- Posty: 613
- Rejestracja: 22 lis 2006, 15:41
- Lokalizacja: Bochnia/Kraków
No i doczekałem sie wreszcie uruchomienia maszynki, wprawdzie sporo jeszcze zostało do zrobienia ale pierwsze wióry już poleciały.
Poniżej kilka fotek. Co możecie powiedzieć o powierzchni alu po frezowaniu?
Widok ogólny.

Kawałek alu 40x40, nad nim frez fi8 HSS, obroty ok. 6tyś.
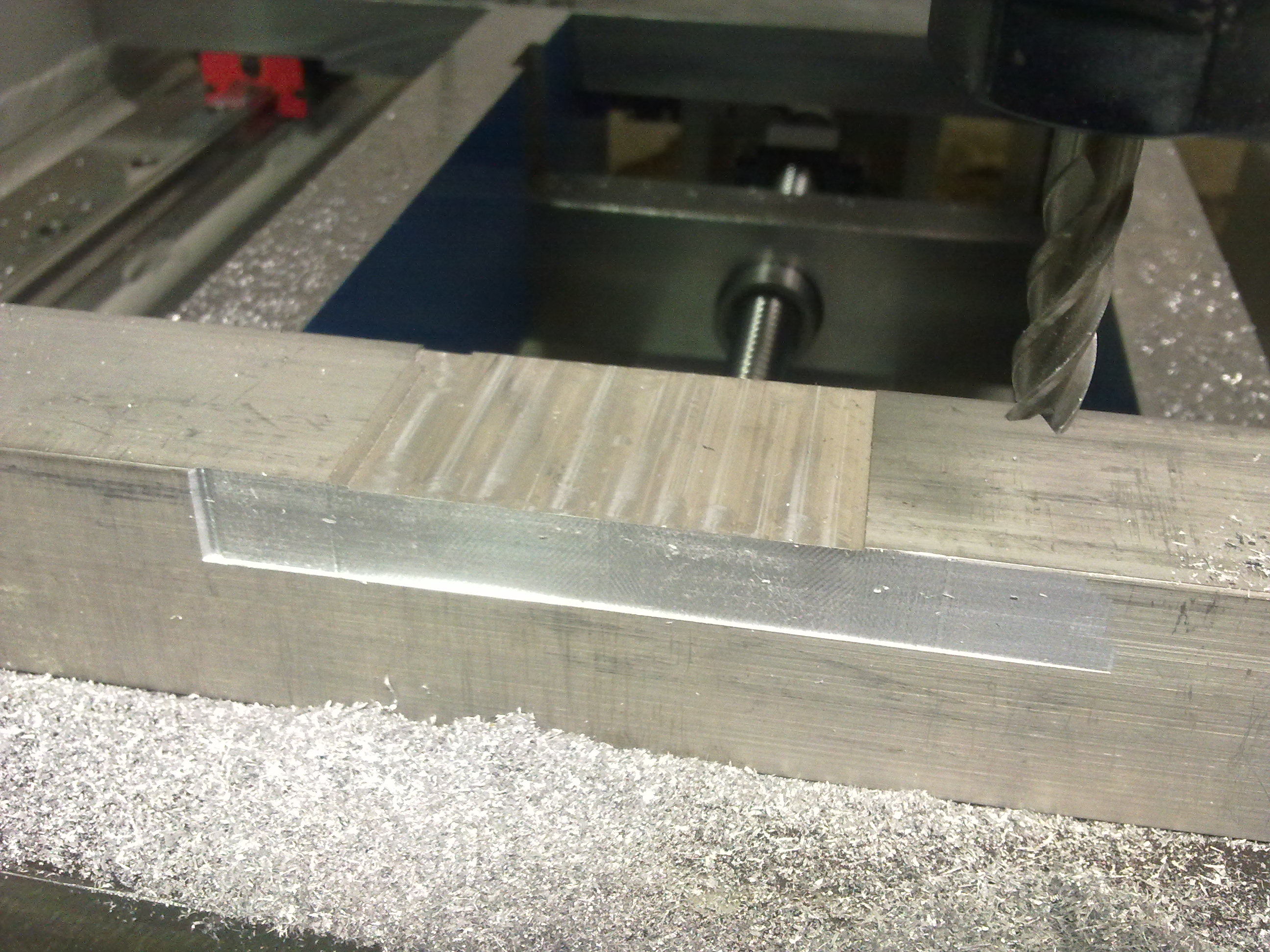
Tutaj z bliska - od góry czołowo, z boku powierzchnią boczną freza. Po powierzchni frezowanej czołowo jeździłem z ciekawości czujnikiem zegarowym, setki nie odnotowałem
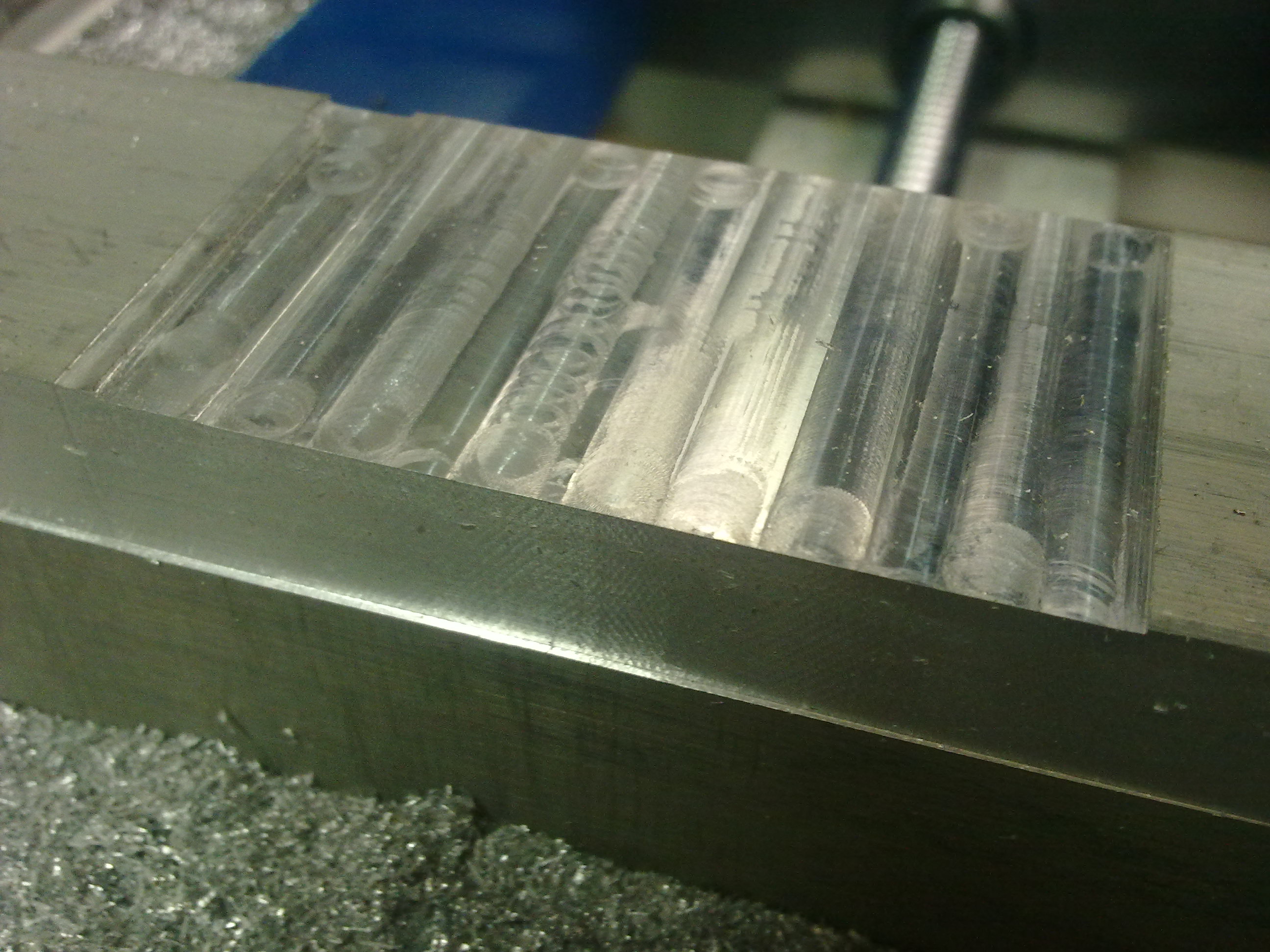
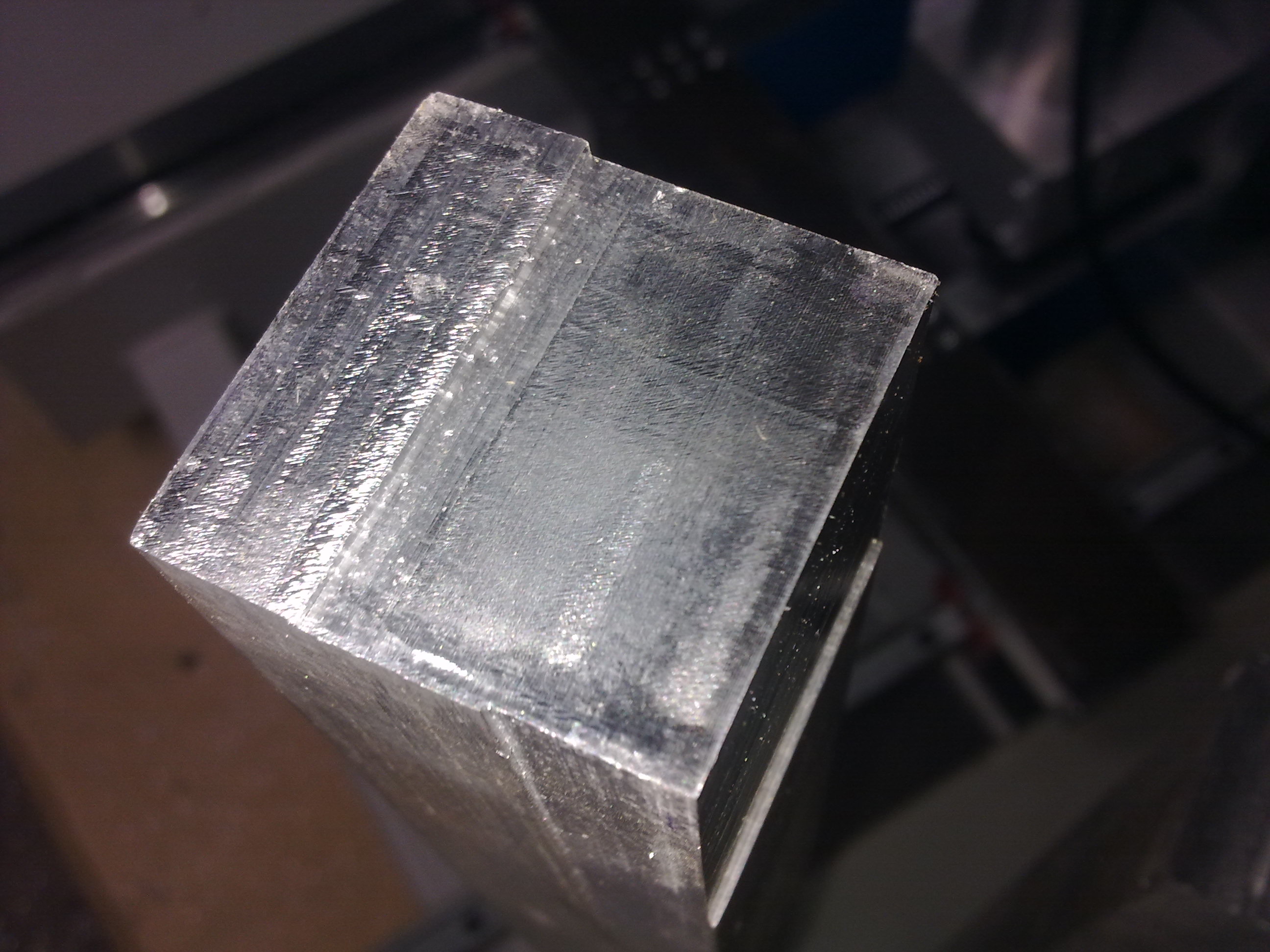
Tutaj przecięcie - zagłębiałem sie 0,1mm, widoczny uskok to wynik odwracania profila na drugą stronę. Powierzchnia gładziutka pod palcami.
Jesli chodzi o zachowanie się maszynki to powiem że przy większych prędkościach posuwu brama troche gra, ale to naprawde przy większych prędkościach i przy jednej konkretnej jak zauważyłem (widocznie przejście przez rezonans).
Silniki 6,9Nm, prąd max 6A, ja miałem ustawione na 2A i nie było szans zatrzymać łapiąc za sprzęgło. Te 6,9Nm to w sumie przesada
Aha, niezbędne modyfikacje do tej pory nie opisane dotyczą sprzegieł kłowych 10/12mm. Ośki silników mają 12,7 więc niezbędne było powiększenie - szlifierką z końcówkami ściernymi. Teraz silniki ładnie wchodzą. Dorobiłem też otwory gwintowane M4 na dociśnięcie czopów osi zarówno silników jak i śrub kulowych bo mocowanie przez samo zaciśnięcie to niepewna sprawa, zwłaszcza sprzęgieł od krakowskiego dostawcy chińszczyzny.
Co do obrotów - puszczałem falownik na 100Hz bez zadnych zmian ustawień. Gdzieś wyczytałem że chińskie falowniki przy 400Hz kręcą sie nie z 24 tys. obr tylko z 12 tys. - to prawda? Podobno trzeba zmienić jakąś liczbe biegunów czy coś w tym stylu...
Zastanawiam sie czy te 100Hz przy których frezowałem to było w takim razie 6tys. obr czy 3 tyś.
Poniżej kilka fotek. Co możecie powiedzieć o powierzchni alu po frezowaniu?
Widok ogólny.
Kawałek alu 40x40, nad nim frez fi8 HSS, obroty ok. 6tyś.
Tutaj z bliska - od góry czołowo, z boku powierzchnią boczną freza. Po powierzchni frezowanej czołowo jeździłem z ciekawości czujnikiem zegarowym, setki nie odnotowałem
Tutaj przecięcie - zagłębiałem sie 0,1mm, widoczny uskok to wynik odwracania profila na drugą stronę. Powierzchnia gładziutka pod palcami.
Jesli chodzi o zachowanie się maszynki to powiem że przy większych prędkościach posuwu brama troche gra, ale to naprawde przy większych prędkościach i przy jednej konkretnej jak zauważyłem (widocznie przejście przez rezonans).
Silniki 6,9Nm, prąd max 6A, ja miałem ustawione na 2A i nie było szans zatrzymać łapiąc za sprzęgło. Te 6,9Nm to w sumie przesada
Aha, niezbędne modyfikacje do tej pory nie opisane dotyczą sprzegieł kłowych 10/12mm. Ośki silników mają 12,7 więc niezbędne było powiększenie - szlifierką z końcówkami ściernymi. Teraz silniki ładnie wchodzą. Dorobiłem też otwory gwintowane M4 na dociśnięcie czopów osi zarówno silników jak i śrub kulowych bo mocowanie przez samo zaciśnięcie to niepewna sprawa, zwłaszcza sprzęgieł od krakowskiego dostawcy chińszczyzny.
Co do obrotów - puszczałem falownik na 100Hz bez zadnych zmian ustawień. Gdzieś wyczytałem że chińskie falowniki przy 400Hz kręcą sie nie z 24 tys. obr tylko z 12 tys. - to prawda? Podobno trzeba zmienić jakąś liczbe biegunów czy coś w tym stylu...
Zastanawiam sie czy te 100Hz przy których frezowałem to było w takim razie 6tys. obr czy 3 tyś.
Ostatnio zmieniony 17 cze 2013, 20:52 przez Skrzydlaty, łącznie zmieniany 1 raz.
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
Skrzydlaty
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 27
- Posty: 613
- Rejestracja: 22 lis 2006, 15:41
- Lokalizacja: Bochnia/Kraków
Ale ja zagłębienie dobrałem przypadkowo, pierwsze frezowanie losowe parametry, jechałem z palca osiami.... więc nie wiem co to ma wspólnego z cięciem stali 
Owszem, próbowałem też ze stalą, jakiś profil, ale ze wzgledu że nie miałem pewnego zamocowania (tylko ściski stolarskie) wolałem nie ryzykować połamaniem freza. W dodatku żadnego chłodziwa nie lałem, frez cieplutki, a wrzeciono jeszcze cieplejsze bo narazie nie mam do niego chłodzenia.... bez szleństw lepiej, bez szaleństw.
Syntetyczny, pokaż powierzchnie stali tak dla porównania
Owszem, próbowałem też ze stalą, jakiś profil, ale ze wzgledu że nie miałem pewnego zamocowania (tylko ściski stolarskie) wolałem nie ryzykować połamaniem freza. W dodatku żadnego chłodziwa nie lałem, frez cieplutki, a wrzeciono jeszcze cieplejsze bo narazie nie mam do niego chłodzenia.... bez szleństw lepiej, bez szaleństw.
Syntetyczny, pokaż powierzchnie stali tak dla porównania
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
 ursus_arctos
ursus_arctos
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 2083
- Rejestracja: 11 cze 2011, 18:29
- Lokalizacja: Warszawa / Lublin
-
Skrzydlaty
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 27
- Posty: 613
- Rejestracja: 22 lis 2006, 15:41
- Lokalizacja: Bochnia/Kraków
-
ursus_arctos
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 2083
- Rejestracja: 11 cze 2011, 18:29
- Lokalizacja: Warszawa / Lublin






