witam.
dokładnie takich elementów jak na rys. to oczywiście nie ma w gotowcach.
poszukaj na forum w projektach i albumach .
przecież niekoniecznie to musi właśnie tak wyglądać - no chyba że musi.
ile by to kosztowało ? - zapodaj ofertę w stosownym dziale to ktoś się penie zgłosi.
można to i owo uprościć .
np. zamiast podtoczenia ( między łożyskami ) można dać tulejkę a otwór zrobić na wylot o jednakowej średnicy - duże uproszczenie wykonawcze.
można zrobić od jednego zamocowania dwa otwory .
pozdrawiam.
Ploter XY projekt Pick and Place


-
jarekk
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 35
- Posty: 1701
- Rejestracja: 17 mar 2006, 08:57
- Lokalizacja: Gdańsk
Kolega buduje coś na kształt:
Jeżeli mogę coś doradzić - lepiej zostać przy jednej głowicy. Wiele głowic to duża komplikacja techniczna i duże pole martwe ( odległość między głowicą a osią kamery która zmniejsza efektywne pole pracy)
Mi bliżej do czegoś takiego
http://www.ntscope.com/autodispensers.html
http://www.ntscope.com/m2-2_parts.html
Konstrukcji mechanicznej nie polecam (wiotka i lekka), ale pewne rozwiązania można podpatrzeć. Zwłaszcza ssawki - ja używam 5 różnych, 3 to absolutne minimum.
Ta maszyna którą kolega pokazywał na początku została zrobiona przez kogoś kto miał dostęp do naprawdę dobrego parku maszynowego. Elementy obrabiane z 3-4 stron z gniazdami na łożyska wymagają sporej dokładności ( i maszyny z głowicą pomiarową).
Wysłałem linka człowiekowi który mi robi elementy - co by ocenił jak trudne i drogie są to elementy do wykonania.
I pora na "pytanie główne" - kolega chce mieć maszynę dla siebie czy traktuje to jako produkt ?
Koszt rozwoju jednej takiej sztuki jest duży. Jeżeli ma to być dla siebie , to za 10..15k można dostać sesnowną maszynę używaną ( choć trzeba polować - jak rok szukałem, ale znalazłem 3 letnia polską maszynę za 1/4 ceny producenta).
[ Dodano: 2012-09-16, 10:02 ]
Np. http://www.e-*.pl/fk10-p-320.html
(sponsor filtruje konkurencje http://www.e-$pol$tech$cnc.pl/fk10-p-320.html należy skasować '$' )
http://allegro.pl/bloki-lozyskujace-do- ... 36580.html
Jest to co prawda do śrub, ale ma dwa łożyska skośne - może więc tylko dotoczyć odpowiedni wałek - ciekawe czy by "pociągnęło" takie nieosiowe obciążenie od koła paska zębatego.
Pytam bo w swojej kosnstrukcji wziąłbym profile stalowe zamiat alu.
Jeżeli mogę coś doradzić - lepiej zostać przy jednej głowicy. Wiele głowic to duża komplikacja techniczna i duże pole martwe ( odległość między głowicą a osią kamery która zmniejsza efektywne pole pracy)
Mi bliżej do czegoś takiego
http://www.ntscope.com/autodispensers.html
http://www.ntscope.com/m2-2_parts.html
Konstrukcji mechanicznej nie polecam (wiotka i lekka), ale pewne rozwiązania można podpatrzeć. Zwłaszcza ssawki - ja używam 5 różnych, 3 to absolutne minimum.
Ta maszyna którą kolega pokazywał na początku została zrobiona przez kogoś kto miał dostęp do naprawdę dobrego parku maszynowego. Elementy obrabiane z 3-4 stron z gniazdami na łożyska wymagają sporej dokładności ( i maszyny z głowicą pomiarową).
Wysłałem linka człowiekowi który mi robi elementy - co by ocenił jak trudne i drogie są to elementy do wykonania.
I pora na "pytanie główne" - kolega chce mieć maszynę dla siebie czy traktuje to jako produkt ?
Koszt rozwoju jednej takiej sztuki jest duży. Jeżeli ma to być dla siebie , to za 10..15k można dostać sesnowną maszynę używaną ( choć trzeba polować - jak rok szukałem, ale znalazłem 3 letnia polską maszynę za 1/4 ceny producenta).
[ Dodano: 2012-09-16, 10:02 ]
Czy można by użyć gotowej piasty ?pukury pisze:np. zamiast podtoczenia ( między łożyskami ) można dać tulejkę a otwór zrobić na wylot o jednakowej średnicy - duże uproszczenie wykonawcze.
można zrobić od jednego zamocowania dwa otwory .
pozdrawiam.
Np. http://www.e-*.pl/fk10-p-320.html
(sponsor filtruje konkurencje http://www.e-$pol$tech$cnc.pl/fk10-p-320.html należy skasować '$' )
http://allegro.pl/bloki-lozyskujace-do- ... 36580.html
Jest to co prawda do śrub, ale ma dwa łożyska skośne - może więc tylko dotoczyć odpowiedni wałek - ciekawe czy by "pociągnęło" takie nieosiowe obciążenie od koła paska zębatego.
Pytam bo w swojej kosnstrukcji wziąłbym profile stalowe zamiat alu.
-
lu-dzik
Autor tematu - Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 29
- Posty: 68
- Rejestracja: 24 sie 2012, 12:26
- Lokalizacja: Lubuskie
Maszynka dla mnie. Do prototypów i małych serii. Męczy mnie układanie 200 płytek ręcznie. Wieczorami po robocie przez 2 miesiące muszę to ciułać.
Maszynka tego typu ma obciążenia nikłe statyczne a duże dynamiczne. Tak jak kol. jacekk pisał ważna jest dokładność. Ja dodam jedno słowo: statyczna. Dynamicznie może to się giąć jak z papieru. Widziałem na youtubie nawet takie coś że ruch w osi X i Y nie był ze sobą skorelowany. Maszyna ruszała się po liniach łamanych Ważne aby wylądowała w końcu w punkcie o współrzędnych XY. I tam wykonała ruch głowicą Z. Te łożyska skośne w obudowach nie są tanie, dlatego zastanawiam się czy nie lepiej zrobić takie gotowce i mieć to od razu z głowy. Pytanie czy taniej dać na obróbkę czy klecić z takich drogich podzespołów.
Ważne aby wylądowała w końcu w punkcie o współrzędnych XY. I tam wykonała ruch głowicą Z. Te łożyska skośne w obudowach nie są tanie, dlatego zastanawiam się czy nie lepiej zrobić takie gotowce i mieć to od razu z głowy. Pytanie czy taniej dać na obróbkę czy klecić z takich drogich podzespołów.
Tak się zastanawiam nad tym co pisze kolega o ssawkach - pewnie tyle potrzeba. Jednak muszę mieć równolegle pin do pociągania tasiemek. Dyspenser też musi być na osobnej Z bo nie wyobrażam sobie układu zmiany głowicy z przyssawką na głowicę z dyspenserem w osiągalnej dla śmiertelnika cenie. Co do pola martwego - kamerę można otoczyć głowicami. 3 głowice zamontuję na ściankach profilu o przekroju kwadratowym a w środku profilu mikroskop USB
Maszynka tego typu ma obciążenia nikłe statyczne a duże dynamiczne. Tak jak kol. jacekk pisał ważna jest dokładność. Ja dodam jedno słowo: statyczna. Dynamicznie może to się giąć jak z papieru. Widziałem na youtubie nawet takie coś że ruch w osi X i Y nie był ze sobą skorelowany. Maszyna ruszała się po liniach łamanych
Tak się zastanawiam nad tym co pisze kolega o ssawkach - pewnie tyle potrzeba. Jednak muszę mieć równolegle pin do pociągania tasiemek. Dyspenser też musi być na osobnej Z bo nie wyobrażam sobie układu zmiany głowicy z przyssawką na głowicę z dyspenserem w osiągalnej dla śmiertelnika cenie. Co do pola martwego - kamerę można otoczyć głowicami. 3 głowice zamontuję na ściankach profilu o przekroju kwadratowym a w środku profilu mikroskop USB
-
pukury
- Lider FORUM (min. 2000)
")
- Posty w temacie: 21
- Posty: 7887
- Rejestracja: 23 lis 2004, 22:41
- Lokalizacja: kraków
witam.
co do ceny - sprawdź , złóż ofertę w dziale oferty
i będziesz wiedział .
każdy kto ma frezarkę jest to w stanie bez problemu zrobić .
z tymi obciążeniami dynamicznymi to bym nie przesadzał - nie są wielkie .
jak w " normalnym " ploterze przemieszcza się oś z plus jakieś wrzeciono - to dopiero obciążenia .
jeden kol z forum robi plotery tnące / frezujące ( pcb - np ) na linkach i jakoś idzie .
co do konstrukcji - niestety mimo porad musisz sam zdecydować .
poszukaj po forum i albumach jest dużo ciekawych rozwiązań .
i jeszcze - narysuj to sobie w skali 1 - 1 - nawet na papierze pakowym.
pozdrawiam.
co do ceny - sprawdź , złóż ofertę w dziale oferty
i będziesz wiedział .
każdy kto ma frezarkę jest to w stanie bez problemu zrobić .
z tymi obciążeniami dynamicznymi to bym nie przesadzał - nie są wielkie .
jak w " normalnym " ploterze przemieszcza się oś z plus jakieś wrzeciono - to dopiero obciążenia .
jeden kol z forum robi plotery tnące / frezujące ( pcb - np ) na linkach i jakoś idzie .
co do konstrukcji - niestety mimo porad musisz sam zdecydować .
poszukaj po forum i albumach jest dużo ciekawych rozwiązań .
i jeszcze - narysuj to sobie w skali 1 - 1 - nawet na papierze pakowym.
pozdrawiam.
Mane Tekel Fares
-
jarekk
- ELITA FORUM (min. 1000)
- Posty w temacie: 35
- Posty: 1701
- Rejestracja: 17 mar 2006, 08:57
- Lokalizacja: Gdańsk
Wiadomo że lepiej. Ale to się też da zrobić inaczej - ta sama ssawka może przesuwać taśmę używając nie otworu a pustego miejsca po elemencie. Można też mieć specjalną "ssawkę" iglę tylko do przesuwania taśmy - szło by to wolno(ze względu na konieczność zmian ssawki), choć odkrywając po np.25 elementów na raz byłoby już akceptowalne ( zrobię eksperymenty jak wychodzi lepiej )lu-dzik pisze: Jednak muszę mieć równolegle pin do pociągania tasiemek.
To prawda - to nie cnc więc osie XY mogą przez większość czasu chodzić niezależnie.lu-dzik pisze:Widziałem na youtubie nawet takie coś że ruch w osi X i Y nie był ze sobą skorelowany. Maszyna ruszała się po liniach łamanych
Żeby dać coś tak skomplikowanego do obróbki ( ze względu na wiele płaszczyzn i precyzyjne pasowania) trzeba mieć kogoś zaufanego. Bo dać komuś na z ulicy - to efekt niewiadomy a i ceną będzie wysoka.lu-dzik pisze: Te łożyska skośne w obudowach nie są tanie, dlatego zastanawiam się czy nie lepiej zrobić takie gotowce i mieć to od razu z głowy. Pytanie czy taniej dać na obróbkę czy klecić z takich drogich podzespołów.
Nie musi być. Normalnie przecież nie jest używany, więc strzykawka z pastą nie jest montowana. Do pracy dyspensera zdejmuje się ssawkę i przymocowuje obok ( ale do tej samej zetki)lu-dzik pisze: Dyspenser też musi być na osobnej Z
-
lu-dzik
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 29
- Posty: 68
- Rejestracja: 24 sie 2012, 12:26
- Lokalizacja: Lubuskie
Z decyzją w którą stronę poczekam aż otrzymam oferty. Jacekk prawie mnie przekonałeś. Narazie może uproszczę głowice Z do jednej sztuki. Ułożę na blacie 20 płytek obok siebie, zapuszczę taką serię to dyspenser będzie się pastwił z godzinę. Po godzinie głośne BEEP oznajmi konieczność zmiany narzędzi i Enter: układanie elementów przez 5h. W takim trybie prawie automat jest do zaakceptowania.
Co do przesuwania taśm drobny szczegół mnie nęka: co zrobić z tą folią zabezpieczającą elementy? Będzie chciała się pałętać i przeszkadzać w polu roboczym. Może ssawką ją pociągać aby się odklejała? Tylko że z foliami nigdy nic nie jest pewne. Może ją palić? Remiza strażacka niedaleko...
Remiza strażacka niedaleko...
Co do przesuwania taśm drobny szczegół mnie nęka: co zrobić z tą folią zabezpieczającą elementy? Będzie chciała się pałętać i przeszkadzać w polu roboczym. Może ssawką ją pociągać aby się odklejała? Tylko że z foliami nigdy nic nie jest pewne. Może ją palić?
-
jarekk
- ELITA FORUM (min. 1000)
- Posty w temacie: 35
- Posty: 1701
- Rejestracja: 17 mar 2006, 08:57
- Lokalizacja: Gdańsk
Przy takiej serii to lepiejh szablon. Cena około 200zł . Różnica jest taka że tqfp po szablonie nie trzeba już poprawiać po lutowaniu - to robi kolosalną różnicęlu-dzik pisze:Ułożę na blacie 20 płytek obok siebie, zapuszczę taką serię to dyspenser będzie się pastwił z godzinę.
Właśnie ta taśma robi podajniki tak trudne do zrobienia. Każdy producent przykleja to nieco inaczej ( tzn. inna siła jest potrzebna do jej oderwania). Niektóre łatwi się rwą.lu-dzik pisze:Co do przesuwania taśm drobny szczegół mnie nęka: co zrobić z tą folią zabezpieczającą elementy?
Najprostsze rozwiązanie to dodać ciężarek i wystawić poza stół - wszystkie tanie maszynki tak mają.
Igła przesuwa taśme a ciężar ciężarka odkleja taśmę. Trzeba tylko mieć wysoki stół
[ Dodano: 2012-09-17, 08:51 ]
To nie musi być nawet tak - zależy to trochę od konstrukcji chwytaka. Można to zrobić tak, że po zdjęci/odstawienu ssawki igła strzykawki jest najniższym punktem i wtedy nic nie trzeba przestawiać.BEEP oznajmi konieczność zmiany narzędzi i Enter
-
lu-dzik
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 29
- Posty: 68
- Rejestracja: 24 sie 2012, 12:26
- Lokalizacja: Lubuskie
Tak w międzyczasie doradźcie mi jakie paski zastosować? Gdzieś mi się obiło o uszy aby unikać tych z zębami T ze względu na luzy pasowań. Patrząc na oferty HTD to cienko z zaopatrzeniem. Wybrać paski raster 3,4,8mm? I gdzie go dostać? Pasek musi być bezluzowy. No i jakie silniki jaki moment obrotowy? Napewno musi być niemały ale jaki? Zbyt duży silnik to wyrzucenie pieniędzy.
-
jarekk
- ELITA FORUM (min. 1000)
- Posty w temacie: 35
- Posty: 1701
- Rejestracja: 17 mar 2006, 08:57
- Lokalizacja: Gdańsk
Zrób projekt tak aby móc używać paska "z metra". Zresztą wtedy łatwiej kasować luzy.lu-dzik pisze:Patrząc na oferty HTD to cienko z zaopatrzeniem
Pokaż konstrukcję. Generalnie dobrze jest dać przełożenie ( aby zwiększyć rozdzielczość ), ale to trzeba przekalkulować do konkretnej konstrukcji.lu-dzik pisze: No i jakie silniki jaki moment obrotowy? Napewno musi być niemały ale jaki?
Na mój gust <= 1.9Nm - pamiętaj że kołnierze są standaryzowane więc możesz poeksperymentować. Silniki kup na końcu.
[ Dodano: 2012-09-17, 22:23 ]
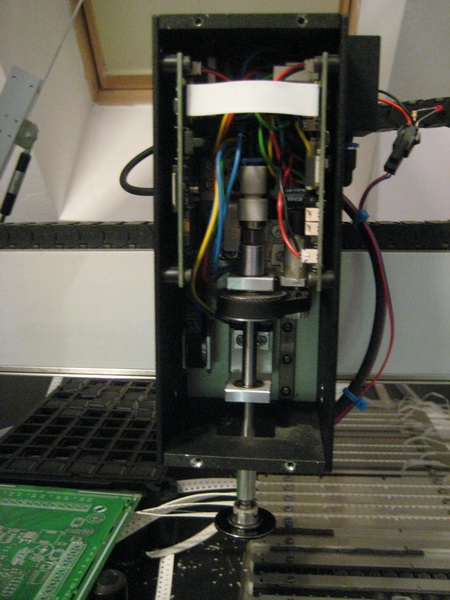
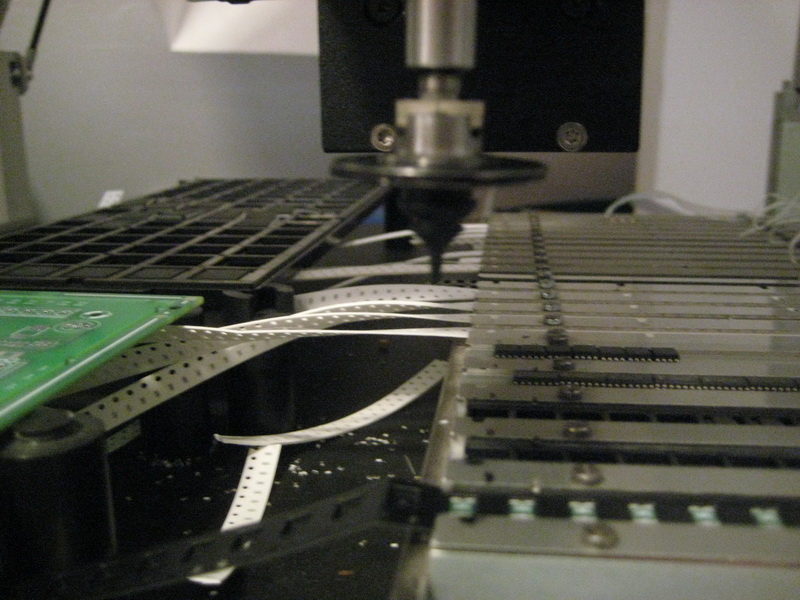
Obiecałem kilka zdjęć. Jest to polska maszyna ze Szczecina ( Mechatronic Systems ), model P1
Projekt w trakcie pracy

Magazyn - nie wiem czy widać all ssawki są kierunkowe - mają wcięcia

Głowica ( podobno Siemens)
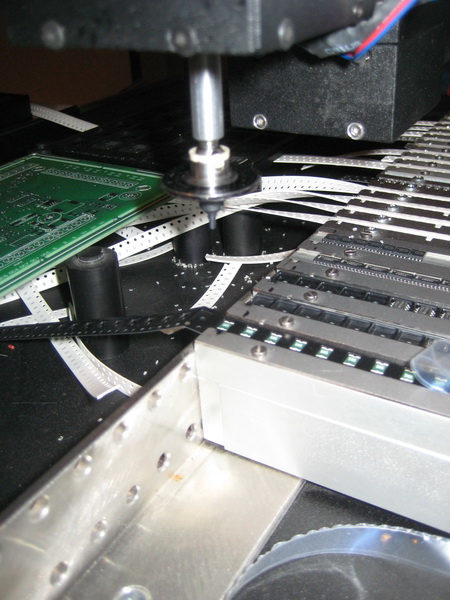
Podajniki ręczne

Jeszcze raz głowica
Ssawki - zapasowe

Tu widać liniał

Tył maszyny

Głowica - bebechy