



")
Widzę, że definiujesz prędkość posuwu w podprogramie "G1 Z-5. F650.00". Czy nie powinno to być określone na starcie programu? Dzięki za tę wersję. Poznałem praktyczne wykorzystanie cyklu G10. Dałem pomógł. Ja zrobiłem to jednak po swojemu. Mógłbym teraz i u siebie użyć tej komendy, ale musiałbym to zupełnie przebudować program, a raczej nic bym już tu nie zyskał. U mnie to wygląda tak:
Kod: Zaznacz cały
%
G91
G54
G40
G80
G94
G17
G21
T1 M6 (frez 2mm)
G97 S10000
F500
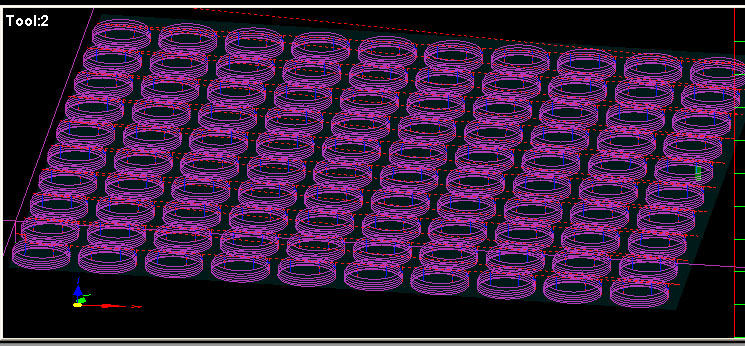
#100=10 (ilość w Y)
#101=10 (ilość w X)
#102=2 (odstep między elementami)
#103=2 (średnica freza)
#104=23.4 (średnica elementu)
#105=[#104+#102+2*#103] (obliczenie odstępu z uwzględnieniem średnicy freza)
G00 Z10
G00 Z-6.01
M98 P110L#100 (wycinanie #100 serii wzdłuż Y)
G00 Z6
M30
o110 (wycinanie #101 serii wzdluz osi X)
(#101 - ilość elementów wzdluz osi X)
(#105 - odstęp między elementmi)
M98 P100l#101
G00 X[-1*#105*#101] Y#105
m99
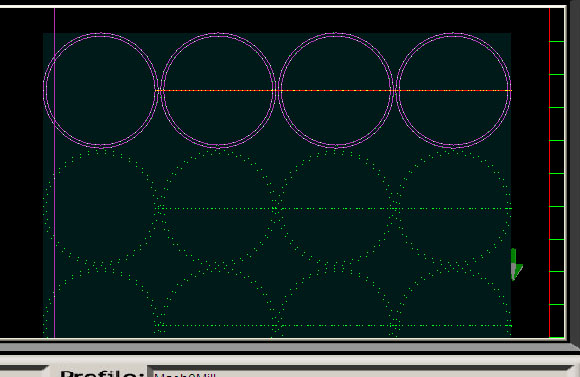
O100 (wycinanie elementu właściwego z korekcją średnicy freza)
(2 x otwór 2 mm)
G81 x[5.35-#103/2] y0 Z-6 R0
G81 x[12.7] y0 Z-6 R0
G00 X[5.35+#103/2]
G00 Z-0.8
G01 Z-1.2
(okrąg R10.9 Z0)
G02 I[-10.9-#103/2] J0 Z0
G01 X0.8
G01 Z-1
(Zejście po spirali R11.7 na 4mm)
G02 I[-11.7-#103/2] J0 Z-1
G02 I[-11.7-#103/2] J0 Z-1
G02 I[-11.7-#103/2] J0 Z-1
G02 I[-11.7-#103/2] J0 Z-1
(odcięcie końcówki)
G02 I[-11.7-#103/2] J0 Z0
G00 Z7
G00 X-0.8 (korekta przesunięcia)
G00 x[#105-#104] (przesunięcie na pozycję następnego elementu)
M99
%
Pozostaje mi jeszcze kosmetyka w postaci właściwe ustawionych parametrów obróbki oraz ustawienia powrotu na początek i jak będę przy maszynie to sprawdzić praktycznie.









