



czy szybkość opadania (bo to opuszczanie to nie jest) freza nie za duża? zdaje się widziałem 1300mm/min
Garażowe CNC plazma + wrzecionko A.D.2011 - 2013


-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Może ktoś mi pomoże bo już nie daję rady  . Podłączyłem krańcówki, po 2 na każdej osi są podłączone równolegle do 3 pinów na LPT. Chciałbym zachować standardowy układ współrzędnych, tzn. 0-X w lewym rogu, 0-Y bliżej operatora, 0-Z u góry żeby Z-ka pracowała w minusach. Z tym nie mam problemu, ale chciałbym żeby bazowanie Z było w górnej pozycji, a bazowanie Y w dalszej od operatora pozycji. Obecnie mam tak, że Y jedzie do mnie, bazuje się po czym odjeżdża do najdalszej pozycji, a Z zjeżdża w dól, bazuje się po czy jedzie do góry. A ja chciałbym, żeby Z-ka zamiast wjeżdżać w materiał, bazowała się w górnej pozycji i tam już została, podobnie Y. Czy da się tak zrobić ? Obecnie mam np. Y: table 0-600, Home 600, Home switch location 0. Kiedy próbowałem przestawić home switch location, to brama i tak jechała do mnie na bazowanie, a po zbazowaniu przestawiały jej się współrzędne tak, że miała ochotę pojechać jeszcze do mnie i wyskoczyć z prowadnic.
. Podłączyłem krańcówki, po 2 na każdej osi są podłączone równolegle do 3 pinów na LPT. Chciałbym zachować standardowy układ współrzędnych, tzn. 0-X w lewym rogu, 0-Y bliżej operatora, 0-Z u góry żeby Z-ka pracowała w minusach. Z tym nie mam problemu, ale chciałbym żeby bazowanie Z było w górnej pozycji, a bazowanie Y w dalszej od operatora pozycji. Obecnie mam tak, że Y jedzie do mnie, bazuje się po czym odjeżdża do najdalszej pozycji, a Z zjeżdża w dól, bazuje się po czy jedzie do góry. A ja chciałbym, żeby Z-ka zamiast wjeżdżać w materiał, bazowała się w górnej pozycji i tam już została, podobnie Y. Czy da się tak zrobić ? Obecnie mam np. Y: table 0-600, Home 600, Home switch location 0. Kiedy próbowałem przestawić home switch location, to brama i tak jechała do mnie na bazowanie, a po zbazowaniu przestawiały jej się współrzędne tak, że miała ochotę pojechać jeszcze do mnie i wyskoczyć z prowadnic.
I druga sparawa której nie mogę znaleźć: czy jest jakaś sekwencja klawiszy żeby maszyna w szybkim przejeździe zjechała do pozycji home (bo np. chcę założyć materiał i nie chcę żeby mi wrzeciono przeszkadzało) ?
I druga sparawa której nie mogę znaleźć: czy jest jakaś sekwencja klawiszy żeby maszyna w szybkim przejeździe zjechała do pozycji home (bo np. chcę założyć materiał i nie chcę żeby mi wrzeciono przeszkadzało) ?
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ? 
-
 zacharius
zacharius
- Lider FORUM (min. 2000)
")
- Posty w temacie: 9
- Posty: 2558
- Rejestracja: 04 paź 2007, 01:32
- Lokalizacja: Kraków
- Kontakt:
w EMC należy "zaminusować" prędkość szukania krancówki (HOME SEARCH VELOCITY) w pliku nazwa.ini (w katalogu z plikami konfiguracji) i potem odpowiednio odwrócić znak na prędkości zjazdu z krańcówki (HOME LATCH VELOCITY)
fajnie też krańcówki homowe wpiąć jako homowe do płyty a te drugie wszystkie naraz jako e-stopy. i wtedy w wizardzie piny homowe ustawić jako home+minimum limit.
jak będę w domu mogę wkleić przykład mojego .ini
fajnie też krańcówki homowe wpiąć jako homowe do płyty a te drugie wszystkie naraz jako e-stopy. i wtedy w wizardzie piny homowe ustawić jako home+minimum limit.
jak będę w domu mogę wkleić przykład mojego .ini
Nie otrzymasz koni wyścigowych krzyżując dwa osły
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Dzięki, pomogło zminusowanie prędkości. Latch directory zmieniało mi jedynie czy po zbazowaniu ma zjechać z krańcówki czy pozostać na aktywnej.
U mnie każda krańcówka jest niezależnie wpięta w sterownik, tak że sprzętowo jest to zabezbieczone przed szaleństwami maszyny i operatora, a dodatkowo podpiąłem po 2 pod LPT. Jak teraz pomyślę, to nie wiem po co to robiłem, łączyłem przez diody itp - wystarczyło przecież wszystkie zapiąć w sterowniki, a pod LPT tylko bazujące
Próbowałem wcześniej tych ustawień bazowanie+limity, ale nie chciało mi to chodzić - pewnie coś skopałem
Chętnie zerknąłbym sobie na jakiś ini
[ Dodano: 2012-05-23, 23:04 ]
Dziś uszczelniłem pokrywę akwarium i zacząłem widzieć świat na różowo :

Czas był chyba po temu najwyższy, bo choć nie minęły 2 tygodnie odkąd zalałem układ kranówą, to dziś odniosłem wrażenie, że w wężykach dostrzegam maleńkie farfocle
Nauczony doświadczeniem ostatnich dni, kiedy to przy włączonym chłodzeniu po półgodzinnym teście wrzeciono powoli zaczynało parzyć (okazało się że zamiast chłodzenia włączyłem lutownicę - wtyczki były identyczne ), przy okazji opróżniania instalacji, domontowałem wskaźnik przepływu:
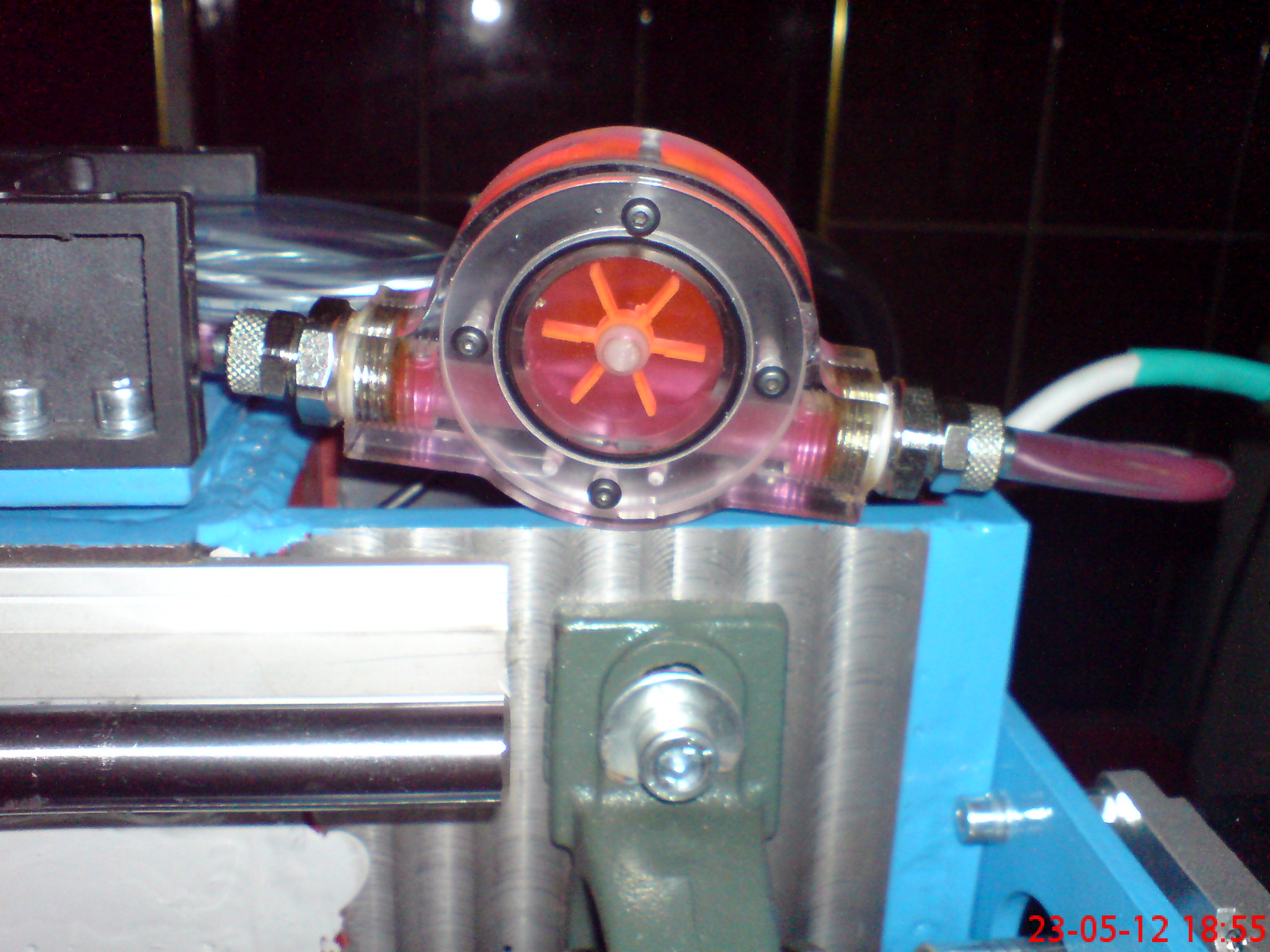
na razie leży sobie, docelowo będzie na wsporniku. Okazało się że Dynagel jest wyraźnie gęściejszy i cięższy niż H2O, pompka nie za bardzo chciała podpompować go do góry (u mnie przewyższenie to ok. 1-1.2m), trochę musiałem się nagimnastykować żeby odpowietrzyć instalację, ale jak już ruszyło to od kopa
U mnie każda krańcówka jest niezależnie wpięta w sterownik, tak że sprzętowo jest to zabezbieczone przed szaleństwami maszyny i operatora, a dodatkowo podpiąłem po 2 pod LPT. Jak teraz pomyślę, to nie wiem po co to robiłem, łączyłem przez diody itp - wystarczyło przecież wszystkie zapiąć w sterowniki, a pod LPT tylko bazujące
Próbowałem wcześniej tych ustawień bazowanie+limity, ale nie chciało mi to chodzić - pewnie coś skopałem
Chętnie zerknąłbym sobie na jakiś ini
[ Dodano: 2012-05-23, 23:04 ]
Dziś uszczelniłem pokrywę akwarium i zacząłem widzieć świat na różowo
Czas był chyba po temu najwyższy, bo choć nie minęły 2 tygodnie odkąd zalałem układ kranówą, to dziś odniosłem wrażenie, że w wężykach dostrzegam maleńkie farfocle
Nauczony doświadczeniem ostatnich dni, kiedy to przy włączonym chłodzeniu po półgodzinnym teście wrzeciono powoli zaczynało parzyć (okazało się że zamiast chłodzenia włączyłem lutownicę - wtyczki były identyczne
na razie leży sobie, docelowo będzie na wsporniku. Okazało się że Dynagel jest wyraźnie gęściejszy i cięższy niż H2O, pompka nie za bardzo chciała podpompować go do góry (u mnie przewyższenie to ok. 1-1.2m), trochę musiałem się nagimnastykować żeby odpowietrzyć instalację, ale jak już ruszyło to od kopa
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Za wiele się u mnie nie działo, za to sporo dumałem. Wydumałem sobie że zrobię chałupniczo-amatorską metodą stół teowy . Początkowo miałem wszystko zrobić z płaskowników budowlanych, ale raz że nie mogłem takich dostać a dwa bałem się że są mocno pofalowane, więc to co poszło na T-profile zamówiłem na laserze. Niestety, na laserze też się trochę powyginało  . Ostatecznie wyszło tak:
. Ostatecznie wyszło tak:
Spawanie T-profilu:

Początek spawania rusztu:

Z braku sensownego stołu, spawanie robiłem na kuchennym blacie, żeby choć trochę równawo to wyszło. Tu już ruszt pospawany:

Tu już połowa profili połapana:

Muszę przyznać że tigiem była to spora mordęga i pewnie drugi raz bym tego nie robił . A tu już całość pospawana:

Niestety, słabo opanowałem technologię i spawy pociągnęły mi ok. 2mm - dziś spawałbym już trochę inaczej. Tak czy siak coś z tym muszę zrobić. Mam pytanie do bardziej obeznanych: miałem od spodu zaślepiać szczeliny między T-profilami, żeby nie było takie sitko tylko jak w "prawdziwym", ale zastanawiam się czy to potrzebne ? Przy takim sitku nie będzie problemu z chłodzeniem czy wiórami które po prostu przelecą sobie przez stół i wpadną do wanny ? Ze sztywnością całości nie ma problemu - jak sprawdzałem, na moje potrzeby jest jej aż nadto - próbowałem od spodu, na sztorc dociągnąć płaskownik 10x80 żeby wyprostować te 2mm i nie dało rady, nawet nie drgnęło, tylko płaskownik zaczął się krzywić
Dziś zacząłem spawać boczne mocowania:

i niestety bieda - jadę na 185A bo to w zasadzie minimum do takiej blachy (10mm), wypadałoby jechać non stop żeby to dobrze łyknąć, ale muszę robić przerwy - nie dlatego że mi się spawarka wyłącza, tylko dlatego że wyłącza się moja ręka od gorącego uchwytu - wciąż nie dorobiłem się jeszcze chłodzonego uchwytu. Mam już wypaloną na laserze obudowę chłodnicy, ale trzeba to jeszcze pomontować no i najważniejsze: wciąż przede mną zakup uchwytu, pompki no i jak chłodnica to i wózek na całość trzebaby też sobie zafundować. Są jakieś tanie na allegro ale jak patrzę na ich jakość to stwierdzam że zrobię sobie sam... tylko czasu i kasy ciągle brak
Spawanie T-profilu:
Początek spawania rusztu:
Z braku sensownego stołu, spawanie robiłem na kuchennym blacie, żeby choć trochę równawo to wyszło. Tu już ruszt pospawany:
Tu już połowa profili połapana:
Muszę przyznać że tigiem była to spora mordęga i pewnie drugi raz bym tego nie robił
Niestety, słabo opanowałem technologię i spawy pociągnęły mi ok. 2mm - dziś spawałbym już trochę inaczej. Tak czy siak coś z tym muszę zrobić. Mam pytanie do bardziej obeznanych: miałem od spodu zaślepiać szczeliny między T-profilami, żeby nie było takie sitko tylko jak w "prawdziwym", ale zastanawiam się czy to potrzebne ? Przy takim sitku nie będzie problemu z chłodzeniem czy wiórami które po prostu przelecą sobie przez stół i wpadną do wanny ? Ze sztywnością całości nie ma problemu - jak sprawdzałem, na moje potrzeby jest jej aż nadto - próbowałem od spodu, na sztorc dociągnąć płaskownik 10x80 żeby wyprostować te 2mm i nie dało rady, nawet nie drgnęło, tylko płaskownik zaczął się krzywić
Dziś zacząłem spawać boczne mocowania:
i niestety bieda - jadę na 185A bo to w zasadzie minimum do takiej blachy (10mm), wypadałoby jechać non stop żeby to dobrze łyknąć, ale muszę robić przerwy - nie dlatego że mi się spawarka wyłącza, tylko dlatego że wyłącza się moja ręka od gorącego uchwytu - wciąż nie dorobiłem się jeszcze chłodzonego uchwytu. Mam już wypaloną na laserze obudowę chłodnicy, ale trzeba to jeszcze pomontować no i najważniejsze: wciąż przede mną zakup uchwytu, pompki no i jak chłodnica to i wózek na całość trzebaby też sobie zafundować. Są jakieś tanie na allegro ale jak patrzę na ich jakość to stwierdzam że zrobię sobie sam... tylko czasu i kasy ciągle brak
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Ostatnio zdrowie przypomniało mi o sobie, tydzień uciekł bez maszynki, dziś podszedłem do niej na trochę wątłych nogach, popatrzyłem że jak zwykle sporo jeszcze pracy i kasy trzeba włożyć i stwierdziłem - wóz albo przewóz, najwyżej coś trzaśnie albo się powygina, ale po tylu wzlotach i upadkach, histeriach i depresjach, trochę hardcoru może się przydać . Pozapinałem jak zwykle prowizorycznie, założyłem frez dwa pióra 6mm, obroty 3600 i z zagłębieniem najpierw 0.1, potem 0.2, 0.3 a na koniec 0.4 jeździłem sobie tam i z powrotem 200mm/min. I oczy przecierałem ze zdumienia :
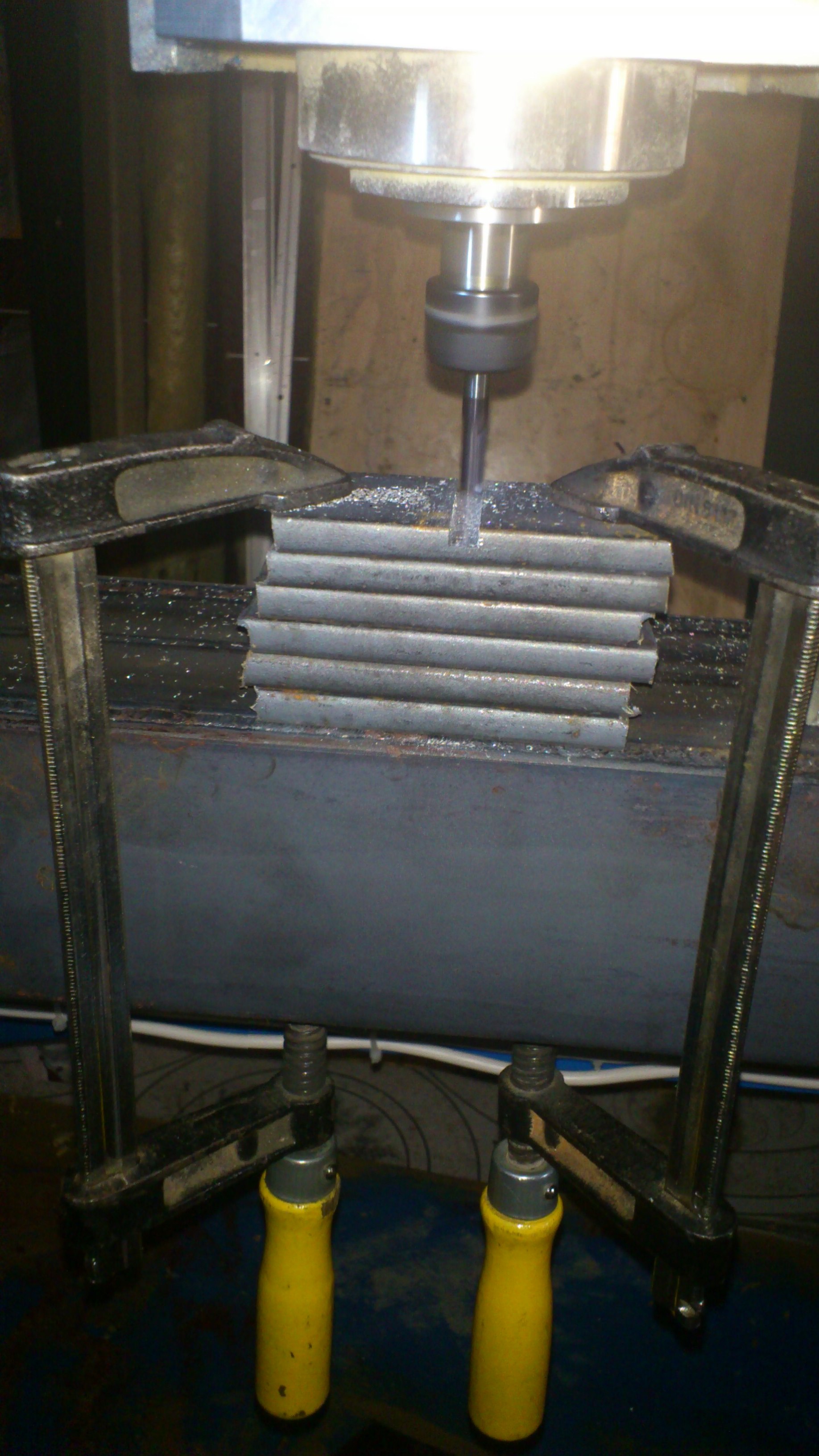
efekt przeszedł moje najśmielsze oczekiwania

to co godne uwagi to to, że wymiar 6.2 mierzony suwmiarką trzyma na całej długości rowka, a frezowane było na maksymalnym wysięgu zetki, t.j. 205mm. Chyba opiłuje pilnikiem wszystkie zadziory i włożę sobie pod poduszkę żeby mi się dzisiaj dobrze spało
efekt przeszedł moje najśmielsze oczekiwania
to co godne uwagi to to, że wymiar 6.2 mierzony suwmiarką trzyma na całej długości rowka, a frezowane było na maksymalnym wysięgu zetki, t.j. 205mm. Chyba opiłuje pilnikiem wszystkie zadziory i włożę sobie pod poduszkę żeby mi się dzisiaj dobrze spało
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?






