



Garażowe CNC plazma + wrzecionko A.D.2011 - 2013


-
 AOLEK
AOLEK
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 5
- Posty: 376
- Rejestracja: 17 lip 2011, 20:27
- Lokalizacja: Świdnica
K... -czeka mnie rozbiórka osi1 i powtórne ustawianie. Człowiek uczy się całe życie do tej pory też byłem przekonany , że to do smarowania !jacek-1210 pisze: to co cały czas brałem za dziurkę do smarowania łożyska:
obrazek
to jest fabryczny kasowacz luzów, czyli dziurka z robaczkiem.... Ładnie się toto dokręca i kasuje wszelakie luzy
SPRZEDAM dwie nakrętki kulowe 20x5 więcej w dziale GIEŁDA !
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Zastanawiałem się czy pisać o tym kasowaniu luzów, bo miałem świadomość, że komuś może podnieść się ciśnienie - ale gdybym nie napisał, to mógłby być jakiś grzech zaniechania 
NGCGUI już na pokładzie ale wciąż bez osi Y. Ponieważ jestem raczej konserwatywny jeśli chodzi o oprogramowanie, nie chciałem brnąć w ewentualne problemy z zagmatwanymi i pomieszanymi nazwami ścieżek i NGCGUI zainstalowałem na starej, sprawdzonej wersji 2.4. Kto zgadnie z czyjej procedury skorzystałem do testów ? : http://youtu.be/m5E5P_q5h7M
A tutaj coś co możnaby określić jako kolejny proces technologiczny chałupniczej produkcji uchwytu nakrętki - wrzucam, może kiedyś przyda się jakiemuś początkującemu amatorowi :
Wylewka pod boczny uchwyt bramy:

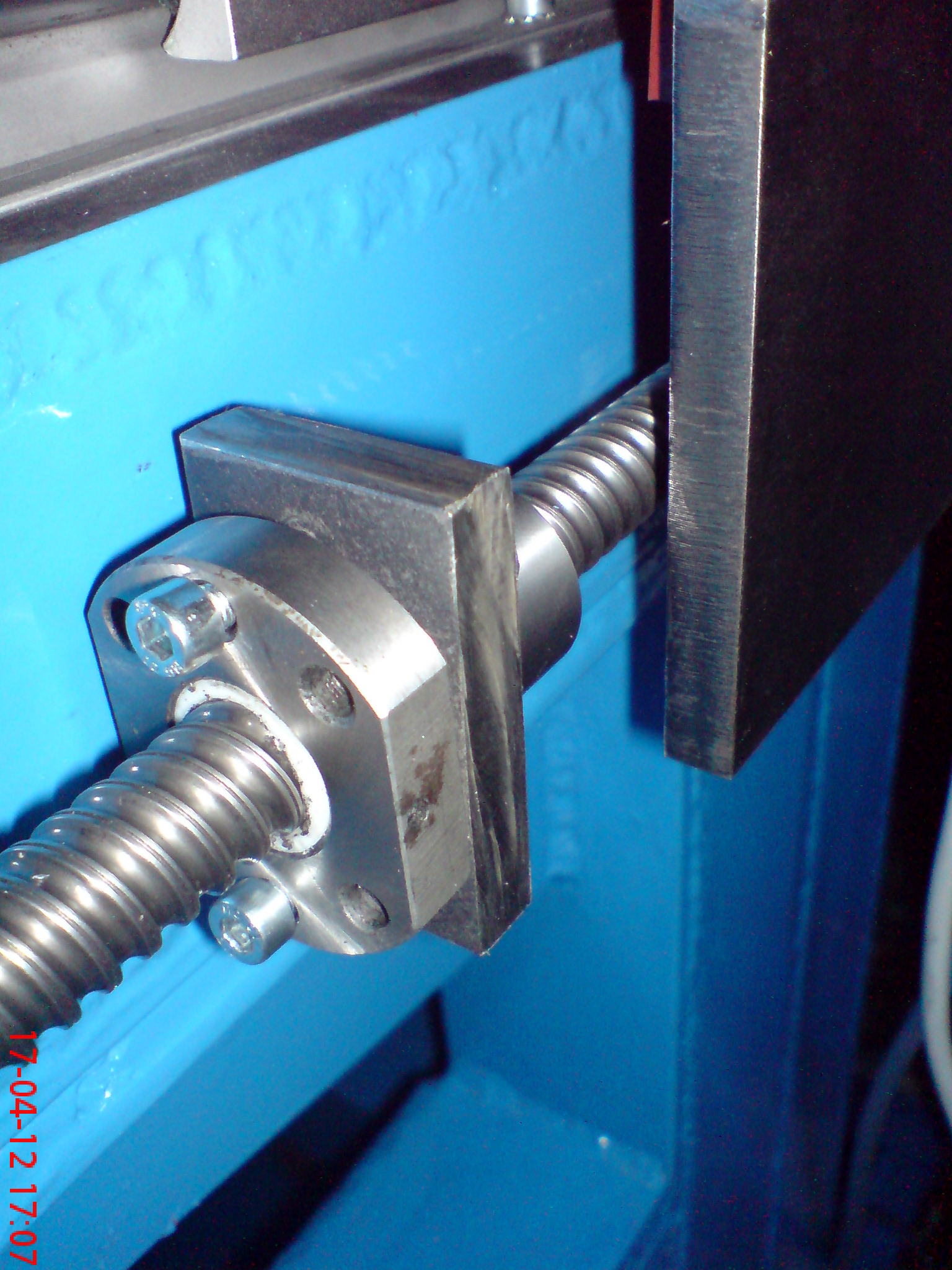
A tu już wstępna przymiarka bocznego uchwytu bramy do pączkującego uchwytu nakrętki:
Po przymiarkach czas na wstępne szczepianie:

Po pierwszych spawach:

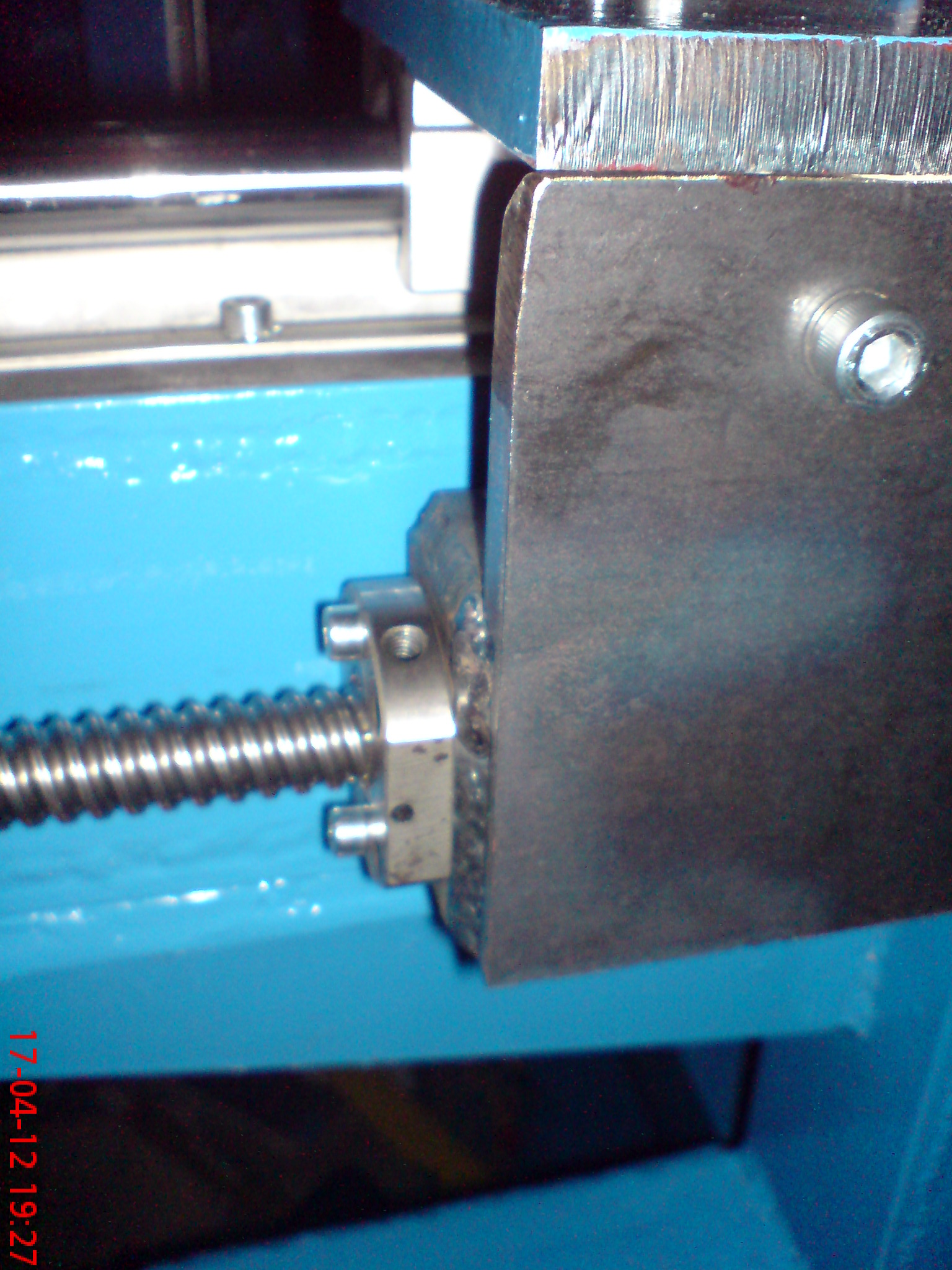
Dalsze szczepianie i przymiarki czy pasuje do nakrętki:

Całość pospawana. Jak widać kątownik magnetyczny może nie tylko trzymać łączone części, ale również przytrzymywać całość w pozycji do spawania tak, żeby roztopiony metal nie spadł spawaczowi na niedalekie kolana :

A tu już ostateczny sprawdzian. Jak widać, możnaby rzec, że po spawaniu pasuje jak ulał do nakrętki, nie trzeba było nawet szlifować i poprawiać przylgni do nakrętki:
Dziwna sprawa: 2 śruby ( w tym jedna z Chin) dotarły do mnie z założonymi nakrętkami, a 2 z oddzielnymi nakrętkami. Te z nakrętkami zachowują samohamowność, a te do których sam zakładałem nakrętki w pozycji pionowej samoistnie wykręcają się z nakrętek . Nakrętki były na Z i X i tam nie mam problemów, natomiast na Y brak oporów i tu ewidentnie jest problem z tymi elestycznymi sprzęgiełkami bo brama wpada w dygotki, szczególnie na małych posuwach. Bezwzglednie muszę powymieniać te sprzęgiełka na kłowe, zastanawiam się jak bedzie z luzami na tych "niesamohamownych" nakrętkach - w tej chwili tak na wyczucie mam luz, ale jest to chyba luz wynikający z elastyczności sprzęgiełek. Muszę to jeszcze jutro posprawdzać
. Nakrętki były na Z i X i tam nie mam problemów, natomiast na Y brak oporów i tu ewidentnie jest problem z tymi elestycznymi sprzęgiełkami bo brama wpada w dygotki, szczególnie na małych posuwach. Bezwzglednie muszę powymieniać te sprzęgiełka na kłowe, zastanawiam się jak bedzie z luzami na tych "niesamohamownych" nakrętkach - w tej chwili tak na wyczucie mam luz, ale jest to chyba luz wynikający z elastyczności sprzęgiełek. Muszę to jeszcze jutro posprawdzać
[ Dodano: 2012-04-18, 16:17 ]
Za oknem ptaszki śpiewają, a tu praca próbuje wrzeć - dziś robiłem próby przejazdów całości:
Na filmie tego za bardzo nie widać, ale brama wyraźnie dygocze przy nawrotach Y. Fakt, że póki co napędzana jest tylko z jednej strony, ale najgorszą robotę robi chyba sprzęgiełko. Natomiast, co ważne, brama póki co napędzana jest jednym silniczkiem 2Nm . Fakt że przy przejazdach nie ma oporów roboczych, ale dynamika nawrotów nie jest zła - tu ustawione przejazdy na pół gwizdka, ze względu na dygotki i napęd z jednej tylko strony. Tym bardziej, że bramę razem z Z-ką oceniam na jakeś 90 kg. Zaczynam nawet mieć wrażenie, że do takich konstrukcji 2Nm jest lepszy od 3Nm (taki mam na X) . Musiałbym to jeszcze przetestować, ale 3Nm wymięka mi już powyżej 12 obr/s gdy 2Nm spokojnie kręci na Z-ce 18-19 obr/s góra-dół i chyba nie jest to jeszcze jego prędkość maksymalna  . Ale musiałbym sprawdzić dokładniej, bo obciążenia na osiach są różne
. Ale musiałbym sprawdzić dokładniej, bo obciążenia na osiach są różne
[ Dodano: 2012-04-19, 23:26 ]
Odebrałem uchwyty do wrzeciona, tutaj sprawdzanie jakości wykonania (w osi Y) i regulacja - ustawianie (w osi X): Filmik ma zachwiane proporcje obrazu, bo trzymałem telefon "nie we wtę stronę" i musiałem programowo obracać obraz o 90 stopni
Co do samodzielnych pomysłów Z-ki: u mnie póki co Z-ka nie zjeżdża bez prądu: jest to o tyle ciekawe, że obecnie Z-kę oceniam na 20-23 kg, a to chyba niemało ? Nie wykluczam że z czasem to coś "się wytrze" i Z-ka zacznie zjeżdżać, ale póki co muszę trochę szturchnąć ją paluchem żeby zaczęła żyć własnym życiem
Zbyt wiele dziś nie zdziałałem, ale powierciłem otwory pod łożyska drugiej Y, pogwintowałem, setnie się spociłem przykręcając śrubę z łożyskami do Y bo śruby cieżko się kręciły, zrobiłem to tak porządnie ile tylko miałem siły, bo przecież nie trzeba będzie tego już odkręcać, śrubki aż skrzypiały podczas tego przykręcania bloków łożysk. A kiedy skończyłem to popatrzyłem, podumałem i stwierdziłem, że przecież zapomniałem na śrubę założyć nakrętkę....
[ Dodano: 2012-04-20, 10:07 ]
Jeśli ktoś potrzebowałby gotowca do wykonania mojego mocowania chińczyka, to co dostał ode mnie tokarz, to może skorzystać z mojego amatorskiego projektu (w załączniku) - bez żadnych ukrytych czy dodatkowych kosztów
[ Dodano: 2012-04-20, 21:44 ]
Dziś była masakra. Miałem zrobić lewą oś, ale okazało się że coś jednak było na rzeczy z tą nakrętką której zapomniałem założyć na śrubę . Przy próbie założenia nakręciła się tylko do połowy a po zdjęciu wypadło kilka kulek. Na szczęście zdołałem złapać. Kolejne próby nie pomagały - nakrętka wciąż wkręcała się tylko częściowo. Nie pomagało częściowe wyjącie kulek - raz udało mi się nakręcić to potem nie mogłem wykręcić . W końcu, rozebrałem nakrętkę w drobny mak:

okazało się że dwa prowadniki kulek są trochę wadliwe, poprawiłem to, podszlifowałem jeszcze śrubę gdzie kulki wjeżdżają na bieżnie i w końcu, kiedy sił mi już brakło, za kolejnym razem udało mi się nakrętkę nakręcić. Co prawda została mi jedna kulka, ale to pikuś a ryzyko że ponownie nie uda mi się nakręcić było zbyt duże. Mimo wszystko coś chyba z tą nakrętką jest nie tak, ale po założeniu kręci się teraz bez problemów. Przy okazji okazało się, że są 3 podwójne (śruba ma podwójny gwint) rzędy kulek oraz że zgarniacze są z jakiegoś ślizgowego poliamidu albo czegoś podobnego i jak się mocniej dokręci te malutkie robaczki

to od razu poprawia się samohamowność śruby .
Zeszły mi na tym 4 godziny i stwierdziłem że na dziś wystarczy - jeszcze trzęsą mi się ręce
NGCGUI już na pokładzie ale wciąż bez osi Y. Ponieważ jestem raczej konserwatywny jeśli chodzi o oprogramowanie, nie chciałem brnąć w ewentualne problemy z zagmatwanymi i pomieszanymi nazwami ścieżek i NGCGUI zainstalowałem na starej, sprawdzonej wersji 2.4. Kto zgadnie z czyjej procedury skorzystałem do testów ?
A tutaj coś co możnaby określić jako kolejny proces technologiczny chałupniczej produkcji uchwytu nakrętki - wrzucam, może kiedyś przyda się jakiemuś początkującemu amatorowi
Wylewka pod boczny uchwyt bramy:
A tu już wstępna przymiarka bocznego uchwytu bramy do pączkującego uchwytu nakrętki:
Po przymiarkach czas na wstępne szczepianie:
Po pierwszych spawach:
Dalsze szczepianie i przymiarki czy pasuje do nakrętki:
Całość pospawana. Jak widać kątownik magnetyczny może nie tylko trzymać łączone części, ale również przytrzymywać całość w pozycji do spawania tak, żeby roztopiony metal nie spadł spawaczowi na niedalekie kolana
A tu już ostateczny sprawdzian. Jak widać, możnaby rzec, że po spawaniu pasuje jak ulał do nakrętki, nie trzeba było nawet szlifować i poprawiać przylgni do nakrętki:
Dziwna sprawa: 2 śruby ( w tym jedna z Chin) dotarły do mnie z założonymi nakrętkami, a 2 z oddzielnymi nakrętkami. Te z nakrętkami zachowują samohamowność, a te do których sam zakładałem nakrętki w pozycji pionowej samoistnie wykręcają się z nakrętek
[ Dodano: 2012-04-18, 16:17 ]
Za oknem ptaszki śpiewają, a tu praca próbuje wrzeć - dziś robiłem próby przejazdów całości:
Na filmie tego za bardzo nie widać, ale brama wyraźnie dygocze przy nawrotach Y. Fakt, że póki co napędzana jest tylko z jednej strony, ale najgorszą robotę robi chyba sprzęgiełko. Natomiast, co ważne, brama póki co napędzana jest jednym silniczkiem 2Nm
[ Dodano: 2012-04-19, 23:26 ]
Odebrałem uchwyty do wrzeciona, tutaj sprawdzanie jakości wykonania (w osi Y) i regulacja - ustawianie (w osi X): Filmik ma zachwiane proporcje obrazu, bo trzymałem telefon "nie we wtę stronę" i musiałem programowo obracać obraz o 90 stopni
Co do samodzielnych pomysłów Z-ki: u mnie póki co Z-ka nie zjeżdża bez prądu: jest to o tyle ciekawe, że obecnie Z-kę oceniam na 20-23 kg, a to chyba niemało ? Nie wykluczam że z czasem to coś "się wytrze" i Z-ka zacznie zjeżdżać, ale póki co muszę trochę szturchnąć ją paluchem żeby zaczęła żyć własnym życiem
Zbyt wiele dziś nie zdziałałem, ale powierciłem otwory pod łożyska drugiej Y, pogwintowałem, setnie się spociłem przykręcając śrubę z łożyskami do Y bo śruby cieżko się kręciły, zrobiłem to tak porządnie ile tylko miałem siły, bo przecież nie trzeba będzie tego już odkręcać, śrubki aż skrzypiały podczas tego przykręcania bloków łożysk. A kiedy skończyłem to popatrzyłem, podumałem i stwierdziłem, że przecież zapomniałem na śrubę założyć nakrętkę....
[ Dodano: 2012-04-20, 10:07 ]
Jeśli ktoś potrzebowałby gotowca do wykonania mojego mocowania chińczyka, to co dostał ode mnie tokarz, to może skorzystać z mojego amatorskiego projektu (w załączniku) - bez żadnych ukrytych czy dodatkowych kosztów
[ Dodano: 2012-04-20, 21:44 ]
Dziś była masakra. Miałem zrobić lewą oś, ale okazało się że coś jednak było na rzeczy z tą nakrętką której zapomniałem założyć na śrubę
okazało się że dwa prowadniki kulek są trochę wadliwe, poprawiłem to, podszlifowałem jeszcze śrubę gdzie kulki wjeżdżają na bieżnie i w końcu, kiedy sił mi już brakło, za kolejnym razem udało mi się nakrętkę nakręcić. Co prawda została mi jedna kulka, ale to pikuś a ryzyko że ponownie nie uda mi się nakręcić było zbyt duże. Mimo wszystko coś chyba z tą nakrętką jest nie tak, ale po założeniu kręci się teraz bez problemów. Przy okazji okazało się, że są 3 podwójne (śruba ma podwójny gwint) rzędy kulek oraz że zgarniacze są z jakiegoś ślizgowego poliamidu albo czegoś podobnego i jak się mocniej dokręci te malutkie robaczki
to od razu poprawia się samohamowność śruby
Zeszły mi na tym 4 godziny i stwierdziłem że na dziś wystarczy - jeszcze trzęsą mi się ręce
- Załączniki
-
- Uchwyt wrzeciona.pdf
- (205.17 KiB) Pobrany 314 razy
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?
-
 gaspar
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 35
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Bo nie jest... zakładam, że albo silnik jakoś trzyma tą oś bez napięcia co przy tym ciężarze byłoby chyba niezłym wyczynem, może śrubka chińska nie jest dobrej jakości lub gdzieś w osi Z jest błąd osiowości bloków łożyskowych i stąd samohamowność. Przy 20-25kg ta oś powinna pierdyknąć w dół z kopytaG3d pisze:Poprawcie mnie, ale zawsze wydawalo mi sie, ze sruba kulowa NIE JEST samohamowna ?
[ Dodano: 2012-04-21, 08:01 ]
PS. Ja bym na twoim miejscu jednak dodał tą jedną kuleczkę, aby obieg kulek był pełny. Czasami może dojść do czegoś takiego jak zacięcie się kulek w obiegu. Przy dokręceniu robaka na zgarniaczach faktycznie wzrasta samohamowność śruby.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
W naszych zastosowaniach, idealna byłaby śruba o zerowych oporach napędu i 100% samohamowności, ale takie to tylko w bajkach . Te robaczki i zgarniacze to takie protezy - na ile skuteczne to się okaże, ale chyba nikt o tym wcześniej nie pisał ? I jeszcze jedno: na zdjęciu jest śruba 16x10 natomiast w zetce jest 16x5.
Czy mógły ktoś wyjaśnić jak bazuje się Z-kę ? Jak rozumiem Z-ka pracuje w 2 zakresach: ujemny na posuwy robocze i dodatni na przejazdy (?) Czy to za każdą obróbką ustala się indywidualnie na poziomie materiału czy też można to jakoś zautomatyzować czujnikiem ? Gdzie w tym wszystkim miejsce na czujnik wys. narzędzia ?
Nie mam szczęścia do tej lewej strony: dziś wszystko pozakładałem i myślałem że zawału dostanę kiedy po odpaleniu dopiero brama zaczęła mi chrobotać ! Co ciekawe, chrobotało i dygotało tylko w jedną stronę. Myślę - nakrętka bez jednej kulki . Ciężko było to wyłapać bo dygotała cała śruba z końcem bramy, puszczałem to w kółko, macałem i słuchałem z godzinę albo i lepiej. Na luzie było ok, dopiero po załączeniu zasilania zaczynały się hece. W końcu po raz kolejny rozebrałem lewą stronę . Namacalnie znowu ok, ale... od początku nie podobał mi się blok BK. Po dłuższych oględzinach okazało się, że jedno ze skośnych łożysk jest trachnięte i to ono przeskakuje kiedy jest mocniej obciążane. I tym sposobem na prawej stronie od razu wymieniałem łożysko w BF, a teraz po lewej będę wymieniał oba w BK i pewnie na wszelki wypadek w BF. Tyle na temat chińskich łożysk
Czy mógły ktoś wyjaśnić jak bazuje się Z-kę ? Jak rozumiem Z-ka pracuje w 2 zakresach: ujemny na posuwy robocze i dodatni na przejazdy (?) Czy to za każdą obróbką ustala się indywidualnie na poziomie materiału czy też można to jakoś zautomatyzować czujnikiem ? Gdzie w tym wszystkim miejsce na czujnik wys. narzędzia ?
Nie mam szczęścia do tej lewej strony: dziś wszystko pozakładałem i myślałem że zawału dostanę kiedy po odpaleniu dopiero brama zaczęła mi chrobotać ! Co ciekawe, chrobotało i dygotało tylko w jedną stronę. Myślę - nakrętka bez jednej kulki
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?
-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 41
- Posty: 17226
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Chyba mylisz bazę z offsetemjacek-1210 pisze:
Czy mógły ktoś wyjaśnić jak bazuje się Z-kę ? Jak rozumiem Z-ka pracuje w 2 zakresach: ujemny na posuwy robocze i dodatni na przejazdy (?) Czy to za każdą obróbką ustala się indywidualnie na poziomie materiału czy też można to jakoś zautomatyzować czujnikiem ? Gdzie w tym wszystkim miejsce na czujnik wys. narzędzia ?

Offset to zerowanie osi, najczęściej na materiale. I tu jest miejsce na czyjnik wysokości.
I , przy okazji, daję głowe, że po pierwszym użyciu plazmy, stwierdzisz że szkoda syfić frezarki
-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 35
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Poczytaj sobie o współrzędnych maszynowych i współrzędnych projektu, a wiele się wyjaśni
Jak bazujesz maszynę komendą ref all home, to ona po dojazdach do krańcówek bazujących przyjmie pozycję ustaloną w programie (np. X0 Y0 Z0)
Następnie już łatwo jest zmusić maszynę by pojechała do punktu pomiaru narzędzia umiejscowionego gdzieś w jej zakresie ruchu. Po prostu za współrzędne pomiaru narzędzia podajesz odległości do czujnika w osiach X,Y względem 0 maszyny i punkt ten jest zawsze powtarzalny więc maszyna na niego powinna trafić za każdym razem. Potem już tylko cykl pomiaru...
Uff mam nadzieję, że zrozumiałeś
Mi osobiście bardziej podoba się pomiar wysokości materiału jak w maszynach AXYZ.
(taki mam w ploterze XMD i pięknie działa obsługiwany przez pikocnc)
Jest to kosteczka alu o grubości 15,00mm, którą kładę na materiał, następnie dojeżdżam tam osią i robię pomiar. Zetka zjeżdża powoli w dół aż napotka na płytkę (i zwierając zamknie obwód) i wycofuję się do góry o 10mm. Do osi Z zostaje wtedy przypisana pozycja +25mm (15płytka + 10wycofania). Fajne i proste.
Jak bazujesz maszynę komendą ref all home, to ona po dojazdach do krańcówek bazujących przyjmie pozycję ustaloną w programie (np. X0 Y0 Z0)
Następnie już łatwo jest zmusić maszynę by pojechała do punktu pomiaru narzędzia umiejscowionego gdzieś w jej zakresie ruchu. Po prostu za współrzędne pomiaru narzędzia podajesz odległości do czujnika w osiach X,Y względem 0 maszyny i punkt ten jest zawsze powtarzalny więc maszyna na niego powinna trafić za każdym razem. Potem już tylko cykl pomiaru...
Uff mam nadzieję, że zrozumiałeś
Mi osobiście bardziej podoba się pomiar wysokości materiału jak w maszynach AXYZ.
(taki mam w ploterze XMD i pięknie działa obsługiwany przez pikocnc)
Jest to kosteczka alu o grubości 15,00mm, którą kładę na materiał, następnie dojeżdżam tam osią i robię pomiar. Zetka zjeżdża powoli w dół aż napotka na płytkę (i zwierając zamknie obwód) i wycofuję się do góry o 10mm. Do osi Z zostaje wtedy przypisana pozycja +25mm (15płytka + 10wycofania). Fajne i proste.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
No cóż, w zamyśle miała być plazma, a wychodzi coś na kształt frezarki - u mnie to standard, taka ze mnie kaczka dziwaczka
Ja już ze 2 m-ce dumam, że gdyby to ustrojstwo miało być używane częściej niż raz w miesiącu, to na gwałt trzeba by robić jakąś plazmę i że to już na pewno, na 100% byłoby urządzenie poskładane z kawałków złomu i silników od drukarek ... Niestety, 2 w 1 to się bardziej do szamponu nadaje
Muszę dokształcić się n/t tych współrzędnych, to z czym nie moge sobie poradzić, to to, że w stepconfigu mam 2 zakresy Z-ki: dodatni, powyżej bazowania i ujemny poniżej bazowania. Jeśli zbazuję sobie np. w połowie Zki to z klawiatury mogę jeździć Zką powyżej punktu bazowania, a procedura robi mi w minusach, poniżej punktu bazowania. I moje pytanie: czy da się ustawić czujnik tak, żeby zrobić autobazowanie i jednocześnie żebym oprócz procedur mógł też ręcznie z klawiatury też coś podfrezować ? Szukałem trochę w forumowych postach, ale nie znalazłem konkretnego wyjaśnienia
Ja już ze 2 m-ce dumam, że gdyby to ustrojstwo miało być używane częściej niż raz w miesiącu, to na gwałt trzeba by robić jakąś plazmę i że to już na pewno, na 100% byłoby urządzenie poskładane z kawałków złomu i silników od drukarek ... Niestety, 2 w 1 to się bardziej do szamponu nadaje
Muszę dokształcić się n/t tych współrzędnych, to z czym nie moge sobie poradzić, to to, że w stepconfigu mam 2 zakresy Z-ki: dodatni, powyżej bazowania i ujemny poniżej bazowania. Jeśli zbazuję sobie np. w połowie Zki to z klawiatury mogę jeździć Zką powyżej punktu bazowania, a procedura robi mi w minusach, poniżej punktu bazowania. I moje pytanie: czy da się ustawić czujnik tak, żeby zrobić autobazowanie i jednocześnie żebym oprócz procedur mógł też ręcznie z klawiatury też coś podfrezować ? Szukałem trochę w forumowych postach, ale nie znalazłem konkretnego wyjaśnienia
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 14
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:






