



Witam Kolegów
Na pytanie do czego chcę wykorzystać taką sondę odpowiem tak. W tej chwili muszę wybrać temat pracy inżynierskiej. CNC to moje hobby dlatego mam 2 wstępne tematy związane właśnie z CNC. Jeden to stanowisko do skanowania 3D oparte na David laser skaner wcześniej wspomniany. Drugi temat to właśnie skaner oparty na sondzie mechanicznej. Mam w pracy taka maszynę pomiarową, która pracuje z użyciem takiej sondy. Jedna wadą jest długi czas robienia skanu ale dokładność jest dobra. Robił mi kolega kilka pomiarów detali na podstawie których robiłem potem modele i zawsze dobrze to wychodziło. Jako baza do tego skanera będzie frezarka. Mam już do niej śruby kulowe, teraz zastanawiam się nad wałkami. Teraz mam maszynę, fotki w mojej galerii, na której planuję przeprowadzić niezbędne testy i próby z sondą. Widziałem opcje do skanowania z sondą mechaniczna w innych programach typu STEP2CNC ale Piko mi się bardziej podoba stąd moje pytanie. Co do samej konstrukcji to planuję użyć złocone kulki o czym pisałem wcześniej oraz płytkę również złoconą, takie zestawienie powinno rozwiązać problemy z przełączaniem. Kulki będę miał w przyszłym tygodniu zostanie tylko kwestia płytki i korpusu. Korpus będzie prawdopodobnie z aluminium a na końcówkę pomiarową planuję wykorzystać cienki wypychacz. Projekty takiej sondy są dostępne w internecie. Na maszynie taka sondę można używać do obmierzenia detalu przy zakładaniu go w inne położenie do obróbki do bazowania detali itp. Odnośnie skanów które zamieścił kolega Cosimo to obrazek tego aniołka jest super. Podaj Kolego więcej szczegółów odnośnie wykonania takiego skanu.
Pozdrawiam Janusz
PikoCNC Sterownik maszyny CNC via USB



-
 cosimo
cosimo
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 253
- Posty: 641
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Witam.
Dziś mała aktualizacja. W skrócie: dodano grawerowanie „3d” oraz możliwość podpięcia Joga.
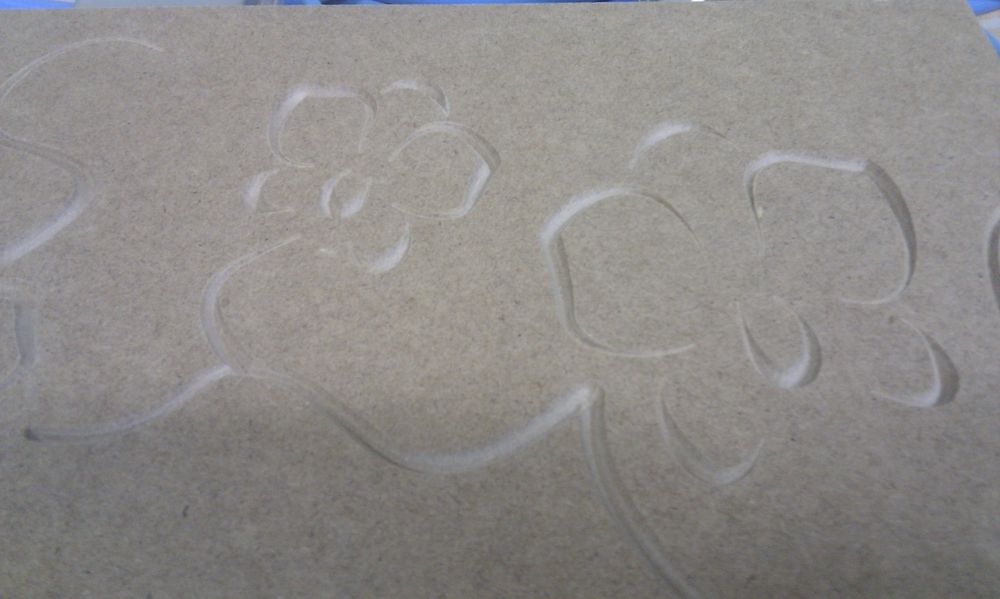
Co do tego pierwszego. Umożliwia urozmaicenie grawerowania poprzez dodanie modulacji w osi Z, dzięki czemu można uzyskać efekty jak na załączonej fotografii (praca i foto kolegi Mitka). Więcej obrazków można zobaczyć tutaj (nie będę się powtarzał ) https://www.cnc.info.pl/topics78/cnccad ... t34424.htm
) https://www.cnc.info.pl/topics78/cnccad ... t34424.htm
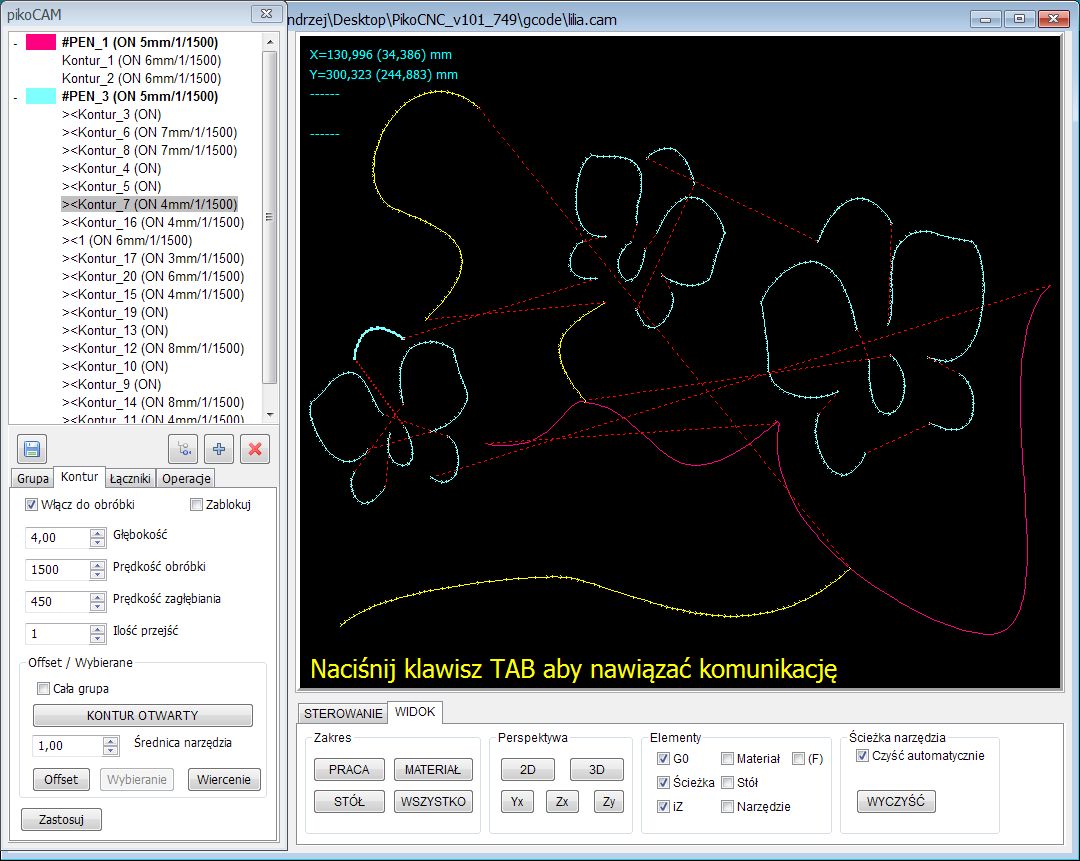
W archiwum z programem jako przykład jest załączony plik z obrazków (lilia.cam) (dzięki uprzejmości mitka). Więcej szczegółów u dołu, w przedruku z pliku „Zmiany!!!”
Jog do prawidłowego działania wymaga aktualizacji firmware, które dzisiaj postaram się rozesłać.
Zmiany!!
Dodano możliwość grawerowania "3D" w PikoCamie
Zasada jest taka: grupa, która ma być w ten sposób grawerowana musi mieć nazwę zaczynającą się znakiem #.
Natomiast nazwy konturów powinny się zaczynać:
">" głęboko na końcu konturu, płytko na początku
"<" głęboko na początku konturu, płytko na końcu
"><" głęboko na środku konturu, płytko na końcach
"<>" płytko na środku konturu, głęboko na końcach
bez powyższych znaków - jednakowa głębokość na całej długości konturu.
W tym trybie ignorowana jest liczba przejazdów (zawsze jeden)
Głębokość właściwa to głębokość wpisana w zakładce "grupa" a głębokość płytka
jest w polu głębokość łączników. Informacje zapisane w zakładce kontur są całkowicie ignorowane.
Dodano możliwość podłączenia Joga dla tych którzy nie używają wejść LIMIT do krańcówek.
Przyciski kierunków podpinamy tak samo jak byśmy podpinali krańcówki. Różnica jest jedynie w działaniu. Po naciśnięciu przycisku dana oś przemieszcza się w danym kierunku. Najpierw powoli a po ustalonym (w ustawieniach) czasie szybko.
W ustawieniach na pierwszej zakładce w polu „jog zewnętrzny” możemy ustawić początkową małą prędkość, czas przełączenia na wysoką prędkość, oraz wartość wysokiej prędkości.
W tym trybie pracy wszystkie wejścia LIMIT są jaka NO !!
Jog wykorzystuje wejścia LIMIT dla osi X oraz Y. Sterowanie osią Z rozwiązano w ten sposób, że trzeba przytrzymać przycisk RESET (I4) i dany kierunek w osi Y.
Jeżeli jadąc w jakimś kierunku np. X+ przyśniemy jednocześnie przycisk X- to oś przemieszczała się będzie w kierunku X+ cały czas z małą prędkością.
Aby Jog działał trzeba mieć włączone SoftLimit w ustawieniach. Wymaga także Firmware >=1.24
Zrobiłem też nową (chyba ładniejszą) miarkę pod LKM
Poprawiono błąd w imporcie DXF (małe splajny były źle interpretowane).
W PikoCamie dodano sterowanie chłodzeniem narzędzia. Sterowanie odbywa się w ten sposób, że przed każdym cyklem pracy G1,G2,G3 załączane jest wyjście Out2, a przed każdym G0 wyłączane. Opcję tą włączamy w „Operacje/ogólne”
Dziś mała aktualizacja. W skrócie: dodano grawerowanie „3d” oraz możliwość podpięcia Joga.
Co do tego pierwszego. Umożliwia urozmaicenie grawerowania poprzez dodanie modulacji w osi Z, dzięki czemu można uzyskać efekty jak na załączonej fotografii (praca i foto kolegi Mitka). Więcej obrazków można zobaczyć tutaj (nie będę się powtarzał
W archiwum z programem jako przykład jest załączony plik z obrazków (lilia.cam) (dzięki uprzejmości mitka). Więcej szczegółów u dołu, w przedruku z pliku „Zmiany!!!”
Jog do prawidłowego działania wymaga aktualizacji firmware, które dzisiaj postaram się rozesłać.
Zmiany!!
Dodano możliwość grawerowania "3D" w PikoCamie
Zasada jest taka: grupa, która ma być w ten sposób grawerowana musi mieć nazwę zaczynającą się znakiem #.
Natomiast nazwy konturów powinny się zaczynać:
">" głęboko na końcu konturu, płytko na początku
"<" głęboko na początku konturu, płytko na końcu
"><" głęboko na środku konturu, płytko na końcach
"<>" płytko na środku konturu, głęboko na końcach
bez powyższych znaków - jednakowa głębokość na całej długości konturu.
W tym trybie ignorowana jest liczba przejazdów (zawsze jeden)
Głębokość właściwa to głębokość wpisana w zakładce "grupa" a głębokość płytka
jest w polu głębokość łączników. Informacje zapisane w zakładce kontur są całkowicie ignorowane.
Dodano możliwość podłączenia Joga dla tych którzy nie używają wejść LIMIT do krańcówek.
Przyciski kierunków podpinamy tak samo jak byśmy podpinali krańcówki. Różnica jest jedynie w działaniu. Po naciśnięciu przycisku dana oś przemieszcza się w danym kierunku. Najpierw powoli a po ustalonym (w ustawieniach) czasie szybko.
W ustawieniach na pierwszej zakładce w polu „jog zewnętrzny” możemy ustawić początkową małą prędkość, czas przełączenia na wysoką prędkość, oraz wartość wysokiej prędkości.
W tym trybie pracy wszystkie wejścia LIMIT są jaka NO !!
Jog wykorzystuje wejścia LIMIT dla osi X oraz Y. Sterowanie osią Z rozwiązano w ten sposób, że trzeba przytrzymać przycisk RESET (I4) i dany kierunek w osi Y.
Jeżeli jadąc w jakimś kierunku np. X+ przyśniemy jednocześnie przycisk X- to oś przemieszczała się będzie w kierunku X+ cały czas z małą prędkością.
Aby Jog działał trzeba mieć włączone SoftLimit w ustawieniach. Wymaga także Firmware >=1.24
Zrobiłem też nową (chyba ładniejszą) miarkę pod LKM
Poprawiono błąd w imporcie DXF (małe splajny były źle interpretowane).
W PikoCamie dodano sterowanie chłodzeniem narzędzia. Sterowanie odbywa się w ten sposób, że przed każdym cyklem pracy G1,G2,G3 załączane jest wyjście Out2, a przed każdym G0 wyłączane. Opcję tą włączamy w „Operacje/ogólne”
-
 gaspar
gaspar
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 73
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Hura! Hura! ;>cosimo pisze: W PikoCamie dodano sterowanie chłodzeniem narzędzia. Sterowanie odbywa się w ten sposób, że przed każdym cyklem pracy G1,G2,G3 ...
To grawerowanie 3d dość ciekawe, będzie czas to chętnie się tym pobawię. Kawał dobrej roboty
Joga będę testował dopiero w kwietniu, jak załatwię sobie dżoja do maszyny, już nie mogę się doczekać
Mam do wywiercenia paręset otworów z łamaniem wióra, ale z tego co przeszukałem w opcjach picocama to nie ma tam możliwości podpięcia cyklu wiercenia.
Wiercenie zwykłe to wiem jak przeprowadzić, a da się jakoś z automatu pod każdy otwór zrobić cykl? Szukałem w tym temacie, ale coś nie mogę znaleźć informacji na ten temat.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
 sajgon
sajgon
- ELITA FORUM (min. 1000)
- Posty w temacie: 43
- Posty: 1010
- Rejestracja: 15 lis 2011, 14:21
- Lokalizacja: Śląsk
cosimo,
No pełen szacun dla kolegi . teraz chyba się zdecyduje na dorobienie panelu sterowania do maszynki.
teraz chyba się zdecyduje na dorobienie panelu sterowania do maszynki.
A tak jeszcze a propos koncertu życzeń ,oczywiście nie na już ,ale przy okazji czy było by wielkim zamieszaniem w programie gdyby umieścić w oknie wizualizacji paski przesuwu obrazu ,choć by jakieś maleńkie ( np. z prawej i na dole )
,oczywiście nie na już ,ale przy okazji czy było by wielkim zamieszaniem w programie gdyby umieścić w oknie wizualizacji paski przesuwu obrazu ,choć by jakieś maleńkie ( np. z prawej i na dole ) 
No pełen szacun dla kolegi .
A tak jeszcze a propos koncertu życzeń
Ostatnio zmieniony 06 mar 2012, 16:10 przez sajgon, łącznie zmieniany 1 raz.
Pozdrawiam , Michał.
-
 mitek
mitek
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 164
- Posty: 745
- Rejestracja: 09 cze 2009, 22:06
- Lokalizacja: k/Krakowa
- Kontakt:
Ustawienia dla chłodzenia Oki ale przydało by się jeszcze wersja z opcją gdy ktoś ma podłączone do tego wyjścia np wentylator który zbędnie by się wyłączał zawsze przy podniesieniu freza.
Już niedługo umieszczę kwiatuszki po lakierowaniu
No i dodam że prosi się dodać guzik z znaczkami <> >< < > bo edycja nieco upierdliwa nazw
No i jeszcze gdy już mamy g-kod w maszynie to widzimy gdzie frez jest uniesiony a gdzie opada gdy klikniemy wektor jednak gdy jesteśmy w CAM tego nie można zobaczyć a przydało by się bo nie zawsze wiemy w którą stronę mamy skierowane wektory...
Coś do przemieszczania ekranu też by się przydało dokładam się bo czasami trudno wyjechać tą rolką gdy mamy coś w rogu...
Już niedługo umieszczę kwiatuszki po lakierowaniu
No i dodam że prosi się dodać guzik z znaczkami <> >< < > bo edycja nieco upierdliwa nazw
No i jeszcze gdy już mamy g-kod w maszynie to widzimy gdzie frez jest uniesiony a gdzie opada gdy klikniemy wektor jednak gdy jesteśmy w CAM tego nie można zobaczyć a przydało by się bo nie zawsze wiemy w którą stronę mamy skierowane wektory...
Coś do przemieszczania ekranu też by się przydało dokładam się bo czasami trudno wyjechać tą rolką gdy mamy coś w rogu...
Coś jest niemożliwe do czasu... gdy przyjdzie ktoś kto nie wie że jest to niemożliwe i to zrobi 
-
cosimo
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 253
- Posty: 641
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Co masz na myśli? Zasadniczo ścieżkę do wiercenia generuje przycisk „Wiercenie” Wpisujesz tylko głębokość i ilość przejść (czyli ile razy będzie łamany wiór) i tyle.Wiercenie zwykłe to wiem jak przeprowadzić, a da się jakoś z automatu pod każdy otwór zrobić cykl? Szukałem w tym temacie, ale coś nie mogę znaleźć informacji na ten temat.
Paski to nie... ale mogę zrobić tak, że kręcąc kółkiem z przyciśniętym SHIFTEM będzie przesuw ekranu w osi X a z CTRL w osi Y.gdyby umieścić w oknie wizualizacji paski przesuwu obrazu ,choć by jakieś maleńkie ( np. z prawej i na dole )
Włącz sobie w zakładce „Materiał/kontrola urządzeń” „zawsze ON” dla wyjścia Out2 i masz to o czym piszesz.Ustawienia dla chłodzenia Oki ale przydało by się jeszcze wersja z opcją gdy ktoś ma podłączone do tego wyjścia np wentylator który zbędnie by się wyłączał zawsze przy podniesieniu freza.
Z czasem dorobimy się gui. Na razie nie mam koncepcji jak to wszystko sensownie ożenić.No i dodam że prosi się dodać guzik z znaczkami <> >< < > bo edycja nieco upierdliwa nazw
Też zaczyna mi tego brakowaćNo i jeszcze gdy już mamy g-kod w maszynie to widzimy gdzie frez jest uniesiony a gdzie opada gdy klikniemy wektor jednak gdy jesteśmy w CAM tego nie można zobaczyć a przydało by się bo nie zawsze wiemy w którą stronę mamy skierowane wektory...
-
sajgon
- ELITA FORUM (min. 1000)
- Posty w temacie: 43
- Posty: 1010
- Rejestracja: 15 lis 2011, 14:21
- Lokalizacja: Śląsk
Mnie pasuje .cosimo pisze:Paski to nie... ale mogę zrobić tak, że kręcąc kółkiem z przyciśniętym SHIFTEM będzie przesuw ekranu w osi X a z CTRL w osi Y.
Ważne żeby się dało obraz przesuwać ,szczególnie jak zrobi się zooma w jednym miejscu żeby dało się przesunąć bez zmniejszania w inne miejsce.
a tak mi jeszcze przyszło że (jak się da) zrobić np. tak :
kombinacja klawiszy shift+coś ,lub + alt i coś trzymając tą kombinacje łapiemy PKM lub LKM i przesuwamy swobodnie ( w obrębie okna wizualizacji) a jak dojedziemy do krawędzi to puszczamy klawisz myszy ,odsuwamy kursor ,łapiemy w nowym miejscu i dalej przesuwamy obraz.
teraz to chyba poleciałem po całości
Pozdrawiam , Michał.






