MlKl pisze:No i jak zwykle - pokazałeś, że coś się da zrobić, ale już "jak" nie raczyłeś

[ciach plik]
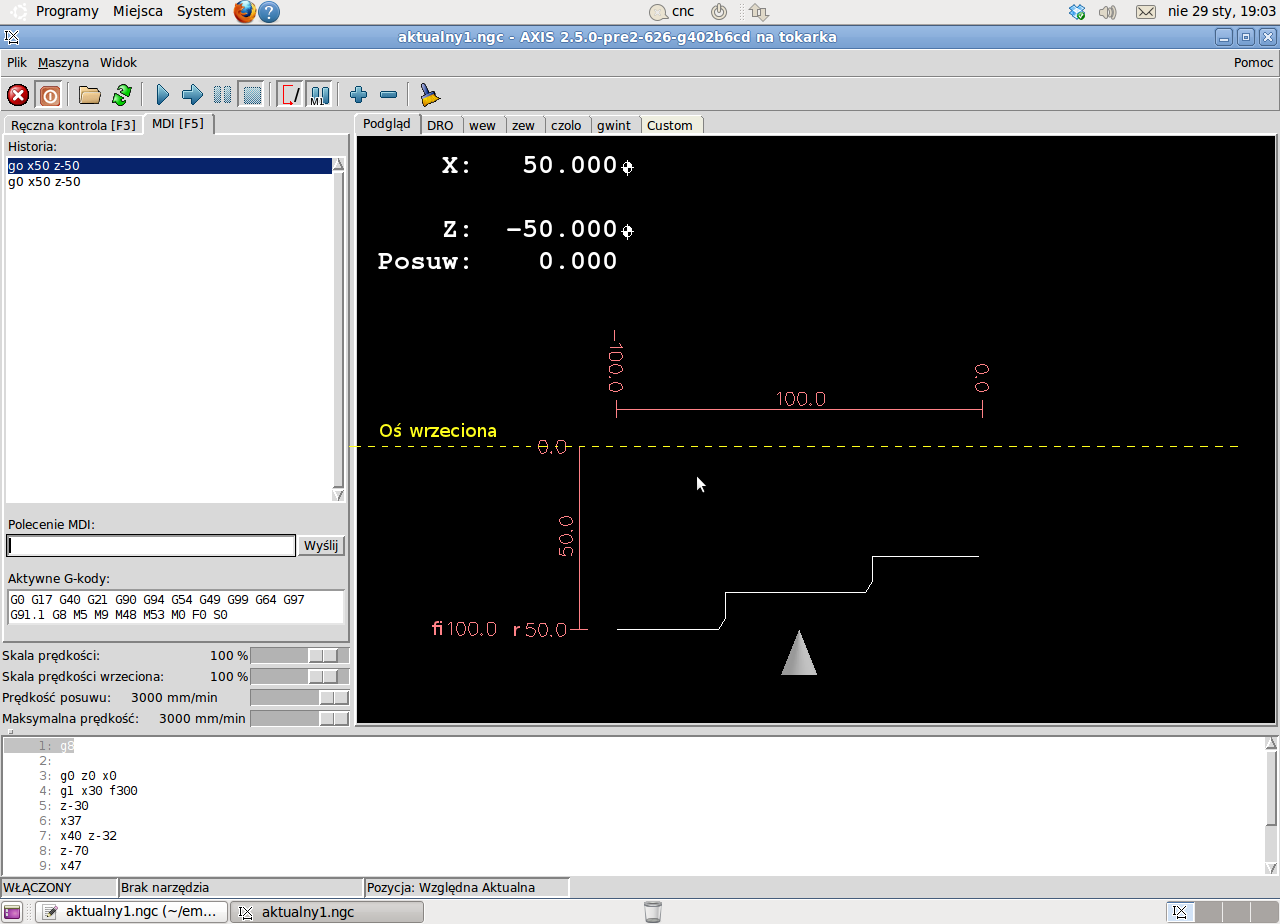
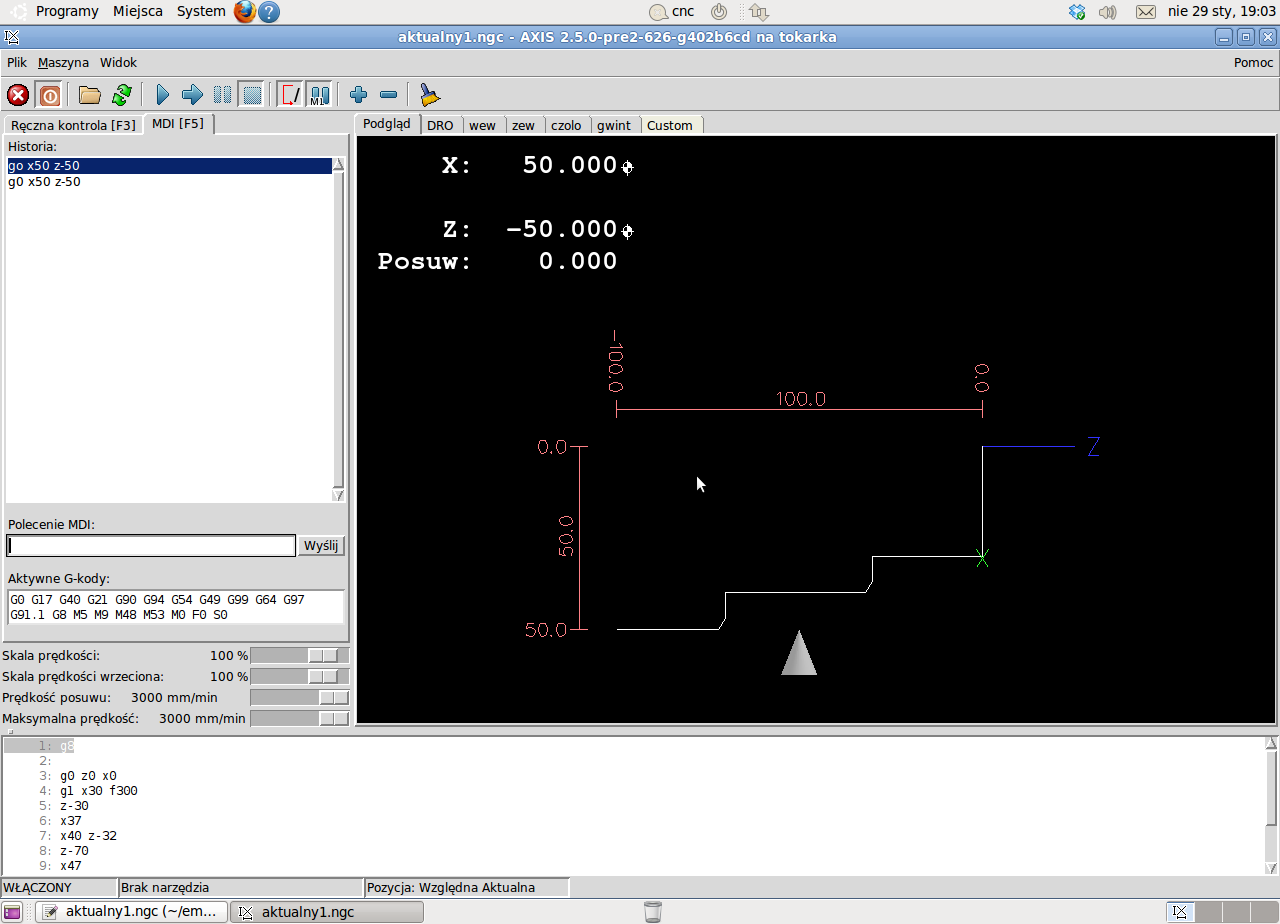
U nas podobnie - tylko zamiast średnicy mamy X, a promień wywalam - czyli jakoś tak:
Kod: Zaznacz cały
if self.is_lathe():
posstrs[0] = format % ("X", positions[0])
posstrs.insert(1, "")
droposstrs[0] = droformat % ("R", positions[0], "R", axisdtg[0])
droposstrs.insert(1, diaformat % ("X", positions[0]*2.0))
if self.get_show_machine_speed():
spd = self.to_internal_linear_unit(s.current_vel)
if self.get_show_metric():
spd = spd * 25.4 * 60
else:
spd = spd * 60
posstrs.append(format % ("Posuw", spd))
Jejej jacy stanowczy jesteśmy

Ja tam się oczywiście nie znam i nie bardzo mam czas śledzić popisy elokwencji, ale kolega mimo niewątpliwej wiedzy to taki bardziej odklejony chyba jest, nie?

Kiedyś ktoś mądry powiedział, że "największy problem tego świata polega na tym, że głupi są pewni siebie a mądrzy pełni wątpliwości." - więc może lepiej być mniej stanowczym w sądach?
tuxcnc pisze:
Na CNC pracuje się zupełnie inaczej niż na manualu.
Doświadczenie zdobyte przy kręceniu korbami niekoniecznie się przydaje przed klawiaturą.
Braku podstawowej wiedzy z zakresu informatyki nie nadrobisz umiejętnością toczenia stożków na liniale, albo przesuniętym koniku.
No właśnie problem polega na tym, żeby ktoś kto całe życie kęcił korbami, ma pewne nawyki i do tego obawia się komputera mógł podejść do tej 'tejemniczej bestii CNC' i po kilku godzinach normalnie pracować.
W naszym przypadku na CNC się pracuje podobnie (tylko wygodniej
) jak na manualu.
Nie ma tajemniczej komórki z naukowcami w białych kitlach, nikt nie siedzi 8 godzin i nie robi na gotowo wielkiego programu do obrabiarki który potem się puszcza tysiące razy na maszynie. Podchodzi 'pan Mietek', zamiast korbami kręcić se wciska przyciski, zeruje, klepie parę cyferek i już. Normalnie komputeryzacja odarta z całego sacrum

tuxcnc pisze:
Używałem tego w czasach gdy maszynę miałem sterowaną z dosowego TurboCNC, bo ze starym Ubuntu EMC2 nie mogłem dojść ładu.
Właściwie to dopiero 10.04 nadaje się do normalnej pracy.
Ach i znowu jakże kategoryczne stwierdzenie
Też używaliśmy TurboCNC (i mieliśmy kod źródłowy kupiony i swoje z gruntu błędne bezeceństwa se usiłowaliśmy dodawać
)
No ale LinuxCNC uzywamy od 8.04 - 8.04 był przed 10.04 i ja nie wiem czy się do 'normalnej pracy' nadawał. Do zarabiania na życie toczeniem i frezowaniem się w każdym razie nadawał.
tuxcnc pisze:
Operator dowolnej obrabiarki musi umieć czytać rysunek techniczny.
Daje mu się kawałek papieru i on ma się domyślić co na nim jest narysowane.
Jak nie umie, to niech idzie ulice zamiatać.
[ciach]
Co to za "doświadczony tokarz", który jak dostanie promienie zamiast średnic to się zesra ?
Tokarzowi powinno być wszystko jedno, bo dzielić i mnożyć przez dwa to chyba w przedszkolu teraz uczą.
A jak ma z tym problem to niech je więcej ryb i pije mniej wódki.
Ach jej. Znowu mamy idealny świat w którym każdy jest kompetentny do bólu, nikt nie ma kataru, problemów w domu, nikt nie jest nawet odrobinę rozkojarzony, nikt nie ma 20 letnich przyzwyczajeń.
No dobrze.
Ale użyłeś słowa 'domyślić' - czyli pracownik ma pracować w oparciu o informację niezupełną. No i powiedzmy robisz wał do czegośtam - materiał drogi jak cholera, wał potrzebny zleceniodawcy na dziś jak dwie cholery, a kasy masz za to ugadane jak 3 cholery. Zrobione już 12 operacji, zostało 2 operacje.
Dajesz taki wał pracownikowi, cośtam mażesz na kartce 'żeby się domyślił' i zostawiasz go z wałem? Czy może jednak lepiej żeby się 'nie domyślał' i żeby miał tak podane wymiary jak 'zawsze'? Ja wiem, że jeżeli pracownik popełni błąd (bo np. dziś go boli głowa, albo się zakochał albo cośtam - sam pisałeś że ludzie to nie serwomotory) to Ty go wyślesz żeby zamiatał ulice. Ale chyba długo będzie musiał zamiatać żeby Ci się wróciło za materiał, niewykonane zlecenie i np. popsute stosunki ze zleceniodawcą.
A wystarczyło tylko w jednym pliku osie przenazwać, a pracownikowi dać wymiary normalnie - ze średnicami.
Aaaa, w przedszkolu to też chyba dawno nie byłeś
- zobacz czego teraz uczą w pierwszej i drugiej klasie z matematyki. Ja tam kategoryczny w osądach nie jestem - ale nie wydaje mi się, żeby moja córa w przedszkolu dzielenie miała ;D
A już tak zupełnym 'bajdełejem' to nikt nie jest idealny - może i my 'niezgodnie ze sztuką' używamy ustawień tokarki, ale są też tacy co 'od kilku lat' pracują na Linuksie tylko z konta roota - a to jest dopiero pogwałcenie wszystkich zasad moralności





")



")