")
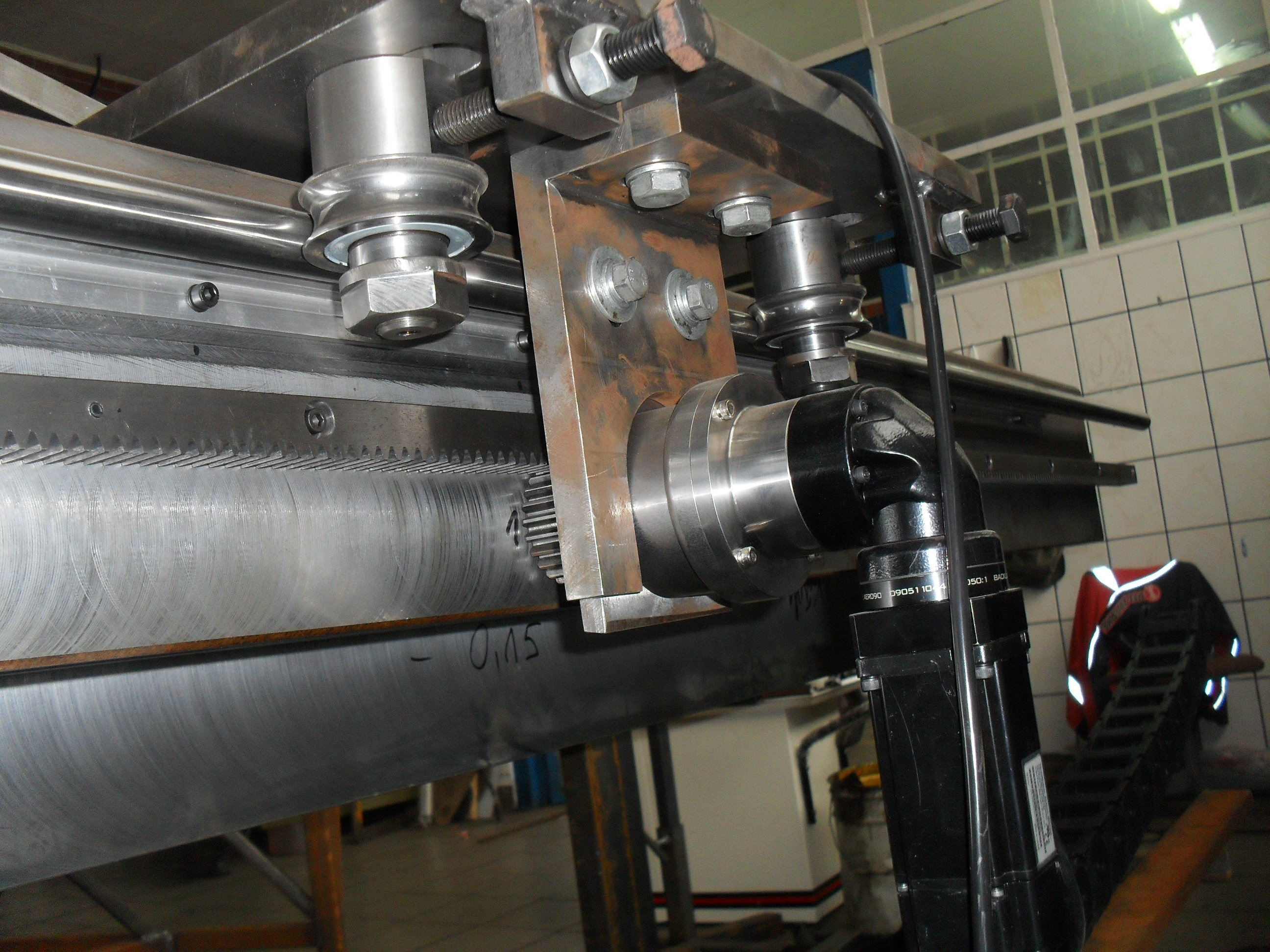
Rozpocząlem budowe wiertarko-frezarko-wypalarki do ksztaltowników, płaskowników stalowych o szer do 500mm. Stal obrabiana S235 i S355. Aktualnie wykonany zostal podajnik (rolotok) o dlugosci 4ch metrow. Docelowo podajnik ma miec dlugość 14m tak aby miec mozliwość obrabiania 13to metrowych materiałów. Na podajniku zamocowany jest wózek jezdny napędzany silnikiem servo wraz z przekladnia planetarną 1/50. Średnica podzialowa koła zębatego ma 57,5mm. Materiały będą kładzione na rolkach i mocowane chwytakiem do wózka. Podajnik sprawuje się całkiem dobrze choć jest pewna niedokładnośc na łączeniu listw zębatych (około 0,4mm).
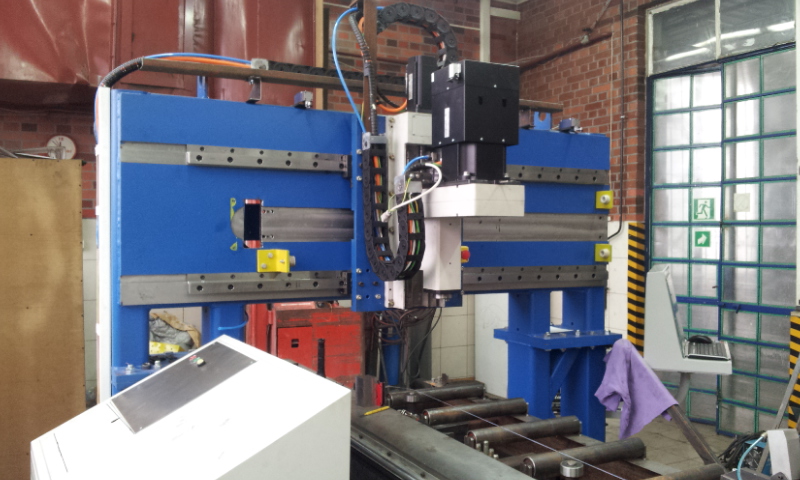
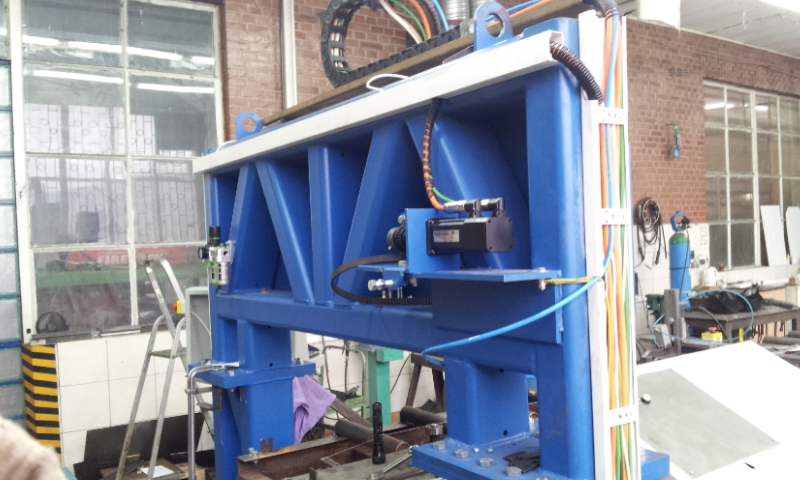
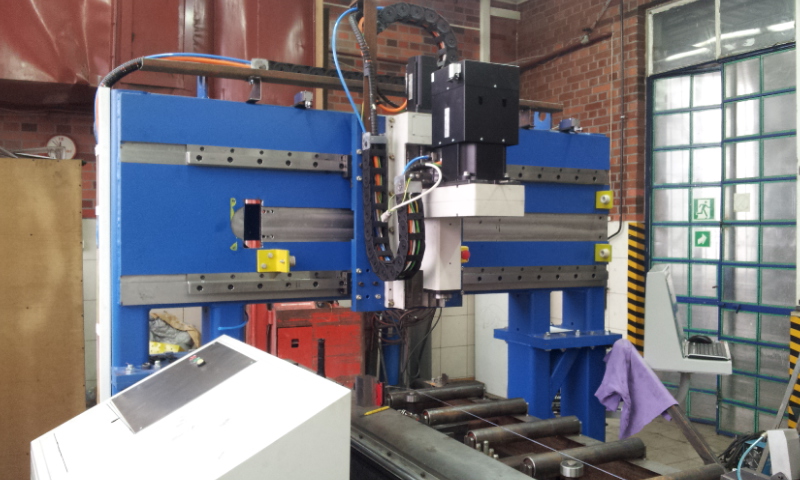
Teraz przymierzam sie do budowy bramy na której osadzić chcę wiertarkę (która ma możlwość frezowania) oraz palnik plazmowy lub gazowy. Na wiertarce chcę zastosować podzespoły firmy Rexroth a mianowicie prowdnice sznowe 45, wózki z wstępnym naprężeniem, śrubę 32x10 L=1700mm, nakrętkę podwójna także z wstępnym naprężeniem oraz z całą gamę akcesoriów. Wiertarka ma mieć dwa wymienniki narzędzi zamocowane po dwóch stronach. Głowicę zamierzam kupić gotową wraz z posuwem Z ale chcę aby była dostarczona bez silnika servo. Blacha na której osadzone są prowadnice ma wymiary 2200x750x50mm ma być przyspawana do bramowej konstrukcji nośnej albo z profili zamkniętych albo HEB 300. Całośc (wymiary 2200x1000mm) chcę ocynkować (może się coś odpuści bo nie znam tak dużego pieca) a pózniej dać do ofrezowania na frezarce CNC. Blacha na której osadzona jest wiertarka ma wymiary 474x750x50mm. Do posuwu osi Y silnik servo GE Fanuc wraz przekładnią 1/3.
Do wykonanie będzie jeszcze imadlo zaciskające materiał w trakcie wiercenia oraz dociskające go z boku do bazy.
Oprogramowanie jest jeszcze do rozpatrzenia. Myślałem on InTouch-u ale w ostatnim czasie dodalem do urządzenia wypalarkę (bo uznałem że czemu nie) Teraz potrzebna jest interpolacja dwóch osi dla wypalarki oraz dane X,Y,Z dla wiertarki i się głowię.
Aby było "łatwiej" muszę wbudować jeszcze czujnik długości narzędzia dla obsługi różnych długości wierteł. Jeden czujnik mam już zainstalowany (czujnik początku materiału). Zainstalowany jest on na rolotoku aby wszyskie naliczanie odbywało się startując od poczatku obrabianego materiału.
Jest to pierwsze urzadzenie które buduję i dlatego będę bardzo wdzięczny za opinie. W przyszłym tygodniu planuję zakup materiałów do budowy bramy (głowica wiercąca oraz wszystkie podzespoly do posuwów).
Rysunki ponizej to:
-konstrukcja nosna bramy
-wiertarka bramowa
-przekroje wiertarki
-podajnik materialu
Pozdrawiam


")