



imak szybkozmienny


-
jaoperator
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 50
- Posty: 102
- Rejestracja: 08 lis 2009, 15:20
- Lokalizacja: kraków
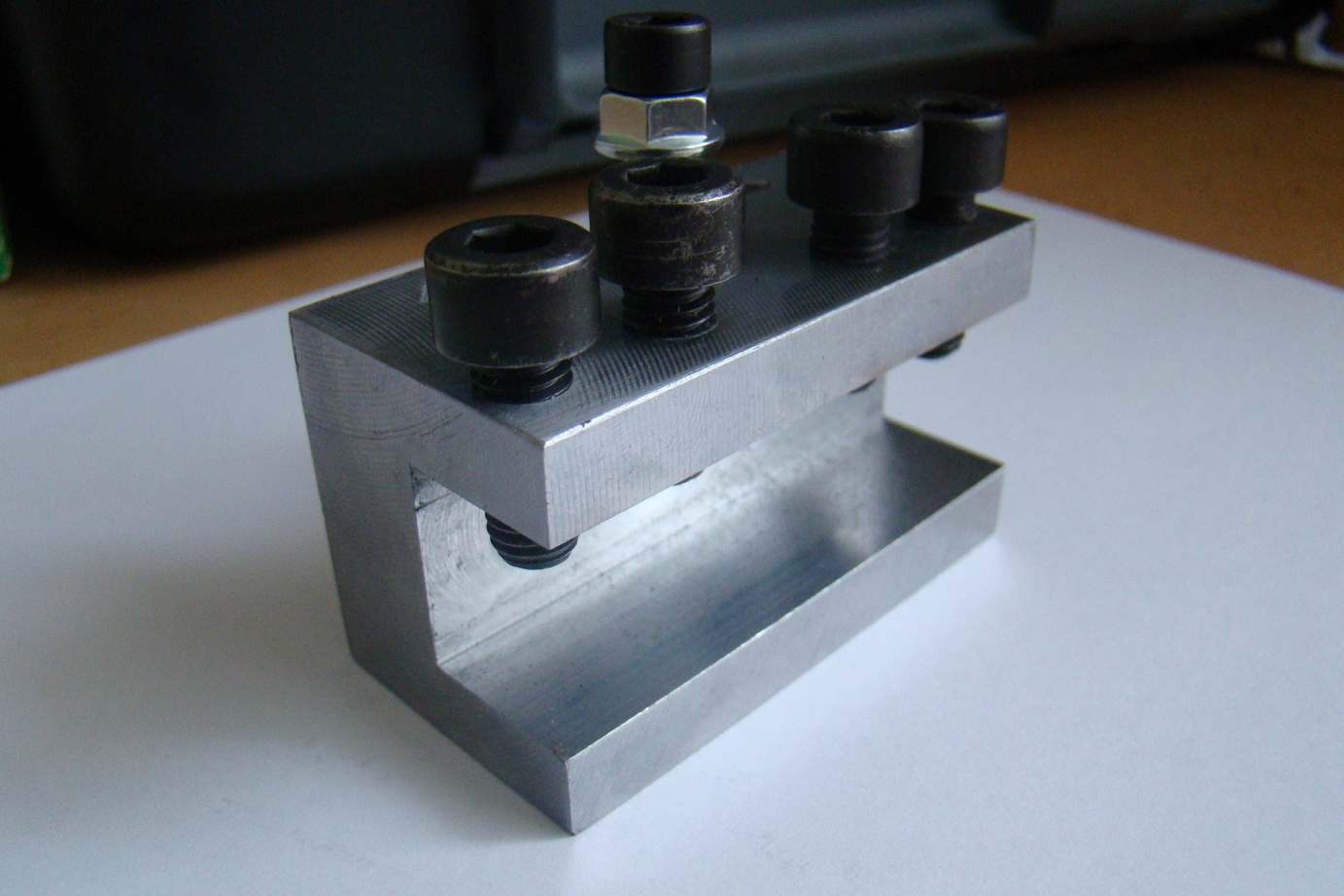
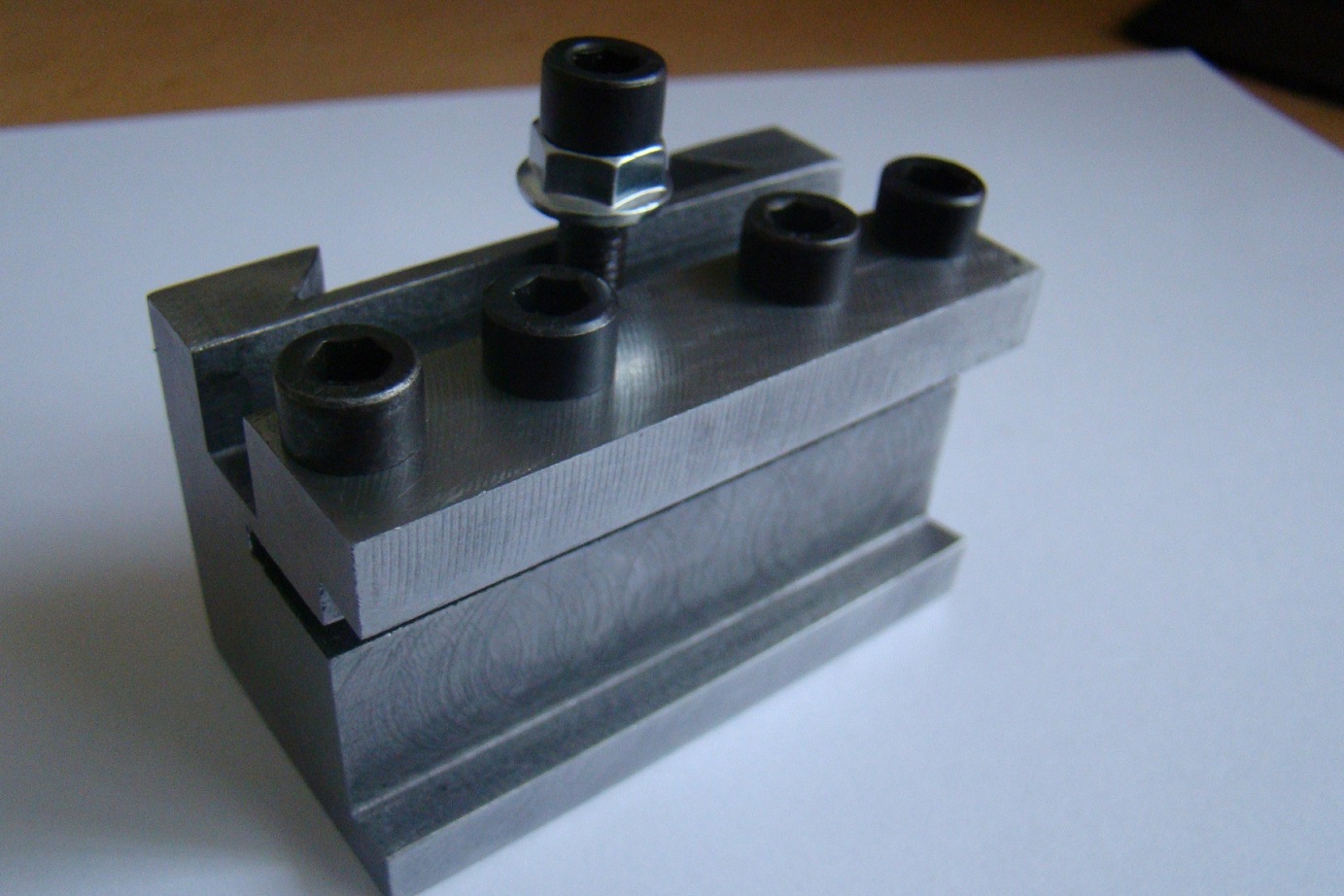
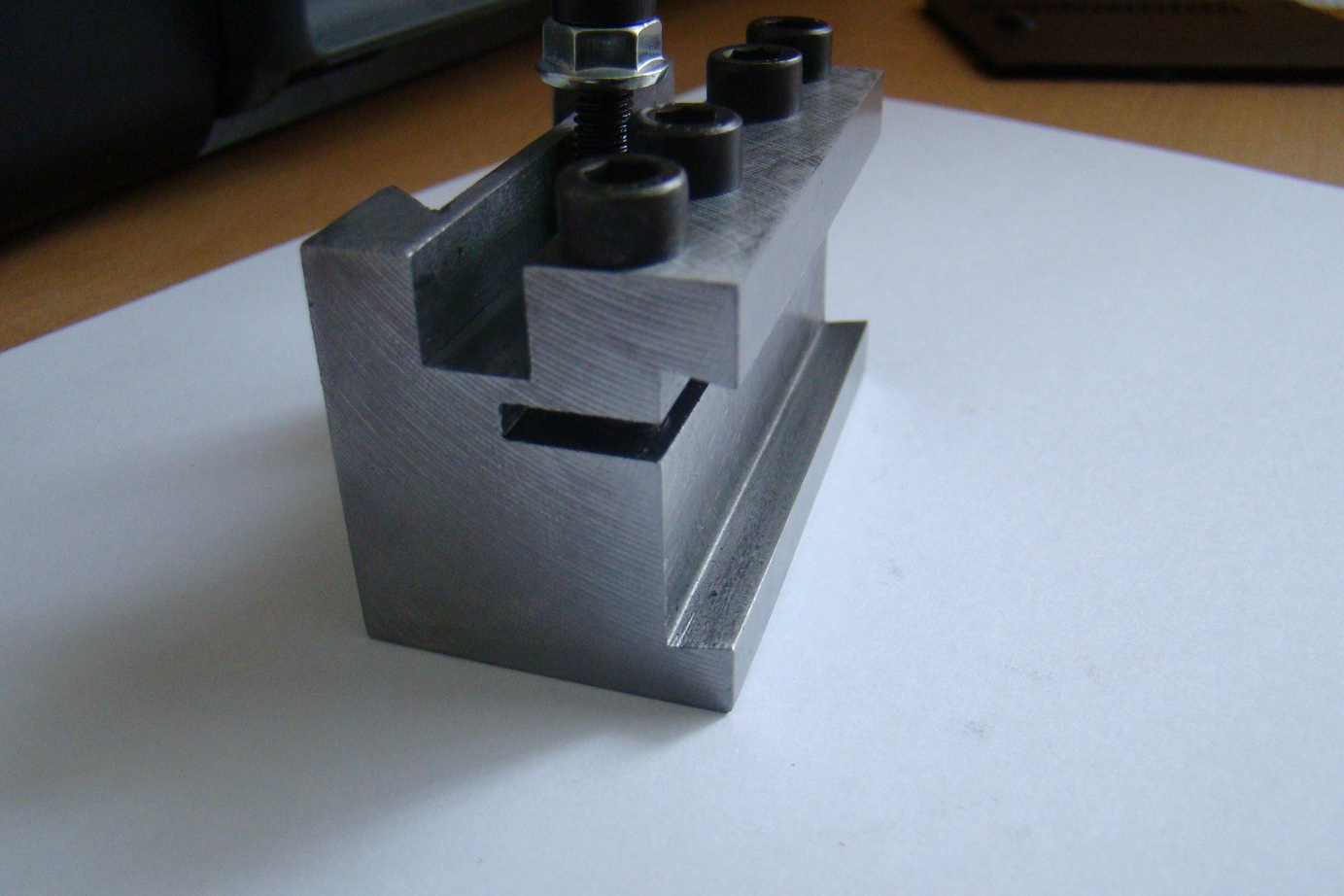
Kilka osób pytało więc wdrożyłem nowe uchwyty Jeden na listwy do cięcia a drugi na noże 20 mm Są to elementy większego zestawu który jest w trakcie realizacji ale myślę że w waszych maszynkach też się sprawdzą Za wzór miałem nóż PAFANA 150.19-20-3 ale patrząc na wymiary ten 150.19-20-2 też zaciśnie
Tabelka z wymiarami
http://www.pafana.pl/15019.php
Żeby takie noże mogły się pomieścić kostki zjeżdżają kilka mm poniżej sanek
Jak chodzi o ceny to pozostaną bez zmian tylko uchwyt na nóż do cięcia nie będzie oferowany w wersji do własnego wykończenia Za dużo roboty
Pozdrawiam


Tabelka z wymiarami
http://www.pafana.pl/15019.php
Żeby takie noże mogły się pomieścić kostki zjeżdżają kilka mm poniżej sanek
Jak chodzi o ceny to pozostaną bez zmian tylko uchwyt na nóż do cięcia nie będzie oferowany w wersji do własnego wykończenia Za dużo roboty
Pozdrawiam
-
pogromca duchów
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 6
- Posty: 34
- Rejestracja: 15 maja 2011, 01:11
- Lokalizacja: łódzkie
Sympatycznie wygląda imak. Cały czas mnie nurtuje pytanie po co go robić albo kupować. Mnie brakuje jeszcze jednego zwykłego imaka.Takiego na 4 noże. W tym co mam zamontowałem 4 noże. Powtarzalność przy przekręcaniu mam lepszą niż 0,05. W drugim bym zamontował dwa noże do wytaczania. Przekręcenie imaka trwa dużo niej niż zmiana noża w niby szybkim uchwycie. Wymiana noża w szybkim uchwycie będzie trochę szybsza niż wymiana imaka. Ale niewiele. Chyba że robi się takie uchwyty bo nie ma się żadnego innego pomysłu do czego więcej można wykorzystać tokarkę. Też sposób na życie. I to chyba częsty. Na jakimś polecanym mi linku są udoskonalenia małej tokarki. Facet się narobił nad przyrządem do toczenia kul. No i sobie wytoczył kulki do zakończenia korbek w tokarce. Dla mnie to głupota bo kulki można kupić za kilka złotych za sztukę w sklepie. Ale jeśli jest przez to szczęśliwszy to nic mi do tego. Na zdjęciach widać że taki szybki uchwyt nie pasuje do małej tokarki. Jest zbyt wysunięty w lewo. Całe ustrojstwo trzyma się na dwóch śrubach M6. Małe o cienkich ściankach odlewy z żeliwa nie mają dużej wytrzymałości. Jak podmieniacie oryginalne imaki na imaki cudaki to chętnie odkupię ze dwie sztuki tych niedobrych, niewygodnych. Dział Nutola ma kilka lat. Po kilku latach pojawił się temat że ktoś przerabia go na CNC. Wygląda to na przedsięwzięcie komercyjne i dla amatora się nie liczy. Ot taka ciekawostka. Przez kilka lat nie powstała w zasadzie żadna amatorska przystawka do tej sympatycznej tokareczki. Chociaż nie. Jedna jest. To chłodzenie cieczą. Niedrogie, zrobione z rzeczy które można bez problemu kupić. Chwała twórcy za nią. No co was chłopy taką niemoc macie. Gdzie elektryczne posuwy. Czyżbym był pierwszy co się za to wziął. Wzdłużny bardzo prosty do zrobienia. Napisałem gdzie indziej jak go zdobiłem. Poprzeczny bez bicia mówię że trudny do wykonania. Miejsca mało. Bo nie sztuką zamontować silnik z przodu. Sztuką jest takie umieszczenie całego napędu żeby w niczym nie przeszkadzał. Żeby w każdej chwili można go było odłączyć i przejść na obsługę za pomocą korbek i rąk.
-
ARGUS
- Lider FORUM (min. 2000)
")
- Posty w temacie: 9
- Posty: 2131
- Rejestracja: 09 kwie 2007, 22:41
- Lokalizacja: Szczecin
A mnie nurtuje pytanie po jaką cholerę montowac elektryczny posów do maszynki która ma posów mechaniczny. Gwintów na tym elektrycznym i tak nie zrobisz więc sztuka dla sztuki?
Podaj mi >>pogromco duchów<<gdzie to jest taki sklep gdzie kulki z nierdzewki albo z mosiądzu można kupić za kilka złotych?
Poza tym nie uważasz że sama radośc zrobienia takiej przystawki albo imaka jest
wartością samą w sobie ??
Podaj mi >>pogromco duchów<<gdzie to jest taki sklep gdzie kulki z nierdzewki albo z mosiądzu można kupić za kilka złotych?
Poza tym nie uważasz że sama radośc zrobienia takiej przystawki albo imaka jest
wartością samą w sobie ??
Ostatnio zmieniony 05 lip 2011, 00:21 przez ARGUS, łącznie zmieniany 1 raz.


-
Zanixi
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 6
- Posty: 593
- Rejestracja: 12 kwie 2011, 16:07
- Lokalizacja: Siedlce
Powiedz mi w takim razie, po co ludzie to wymyślili? żeby sobie życie utrudniać?
Wytłumacz mi, jak zamontuje sobie nóż (zakładając że mam pudło składaków) np 20 w tej tokarce? To że Tobie coś kolego potrzebne nie jest, nie znaczy że nie jest potrzebne w ogóle, zrozum to wreszcie.
Co do tematu o przeróbce na cnc... Widzę że Koledze ciągle źle i niedobrze, tu nic nie robimy, żadnych projektów, przystawek, a jak ktoś się za coś bierze to to nas się nie liczy? Kolega musi w tamtym temacie szanownego Kolegę gmaro ponawracać bo kolega chce użyć napędu 1,5kW, prawda? Trzeba trochę zejść z tonu. Gdybyś wziął założył jakiś sensowny temat, to może byśmy rozmawiali inaczej. Na razie, kolega tylko marudzi.
Wytłumacz mi, jak zamontuje sobie nóż (zakładając że mam pudło składaków) np 20 w tej tokarce? To że Tobie coś kolego potrzebne nie jest, nie znaczy że nie jest potrzebne w ogóle, zrozum to wreszcie.
Co do tematu o przeróbce na cnc... Widzę że Koledze ciągle źle i niedobrze, tu nic nie robimy, żadnych projektów, przystawek, a jak ktoś się za coś bierze to to nas się nie liczy? Kolega musi w tamtym temacie szanownego Kolegę gmaro ponawracać bo kolega chce użyć napędu 1,5kW, prawda? Trzeba trochę zejść z tonu. Gdybyś wziął założył jakiś sensowny temat, to może byśmy rozmawiali inaczej. Na razie, kolega tylko marudzi.
-
pogromca duchów
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 6
- Posty: 34
- Rejestracja: 15 maja 2011, 01:11
- Lokalizacja: łódzkie
Wymyślili Zanixi ale nie do takich małych tokarek. Pomysł ściągnięty z dużego przemysłu. Tam ma sens a tutaj nie. Takie jest moje zdanie i mogę go bronic? Czy jak krowa prowadzona na rzeź mam w zakresie obowiązków przytakiwać? Przefrezuj sobie składaki. Jak jesteś bystry to je możesz przetoczyć na swojej tokarce. Chciałem kupić kilka składaków. Jak podali mi w sklepie ceny oprawek i płytek to kupiłem zwykłe noże z widią. Bardziej się opłaca. No chyba że ktoś ma płytki co z tira spadły. Te Twoje składaki to kupione w sklepie czy okazyjnie? Mogę nie wierzyć że w sklepie kupiłeś 20 składaków i 100 płytek? Mogę i nikt mi tego nie może zabronić. Kiedyś napisałem że kupiłem okazyjnie sporo używanych noży z HSS. Kupiłem na rynku. Nie były kradzione. Były za krótkie żeby je założyć do dużej tokarki, do mojej jak znalazł. Sprzedawca kupił je na złomie. Polskimi literami napisałem jak widzę projekt kolegi przerabiającego LD550 na CNC. Uważam że jest to przedsięwzięcie komercyjne i nie zamierzam nic więcej na ten temat pisać. Chociażby dlatego że gmaro wygląda na takiego co wie co robi. Przeczytaj co napisał. On nie prosi o żadne rady. Ma projekt i będzie go realizował. W tym że się pochwalił nie widzę nic niestosownego. To raczej Ty spuść z tonu bo Ci żyłka pierdząca pęknie. Napisz co sam zrobiłeś żeby prościej albo dokładniej pracować na swojej tokarce. A nie że ktoś coś zrobił. Masz taką tokarkę czy tylko chcesz sobie popisać? Dlaczego Ty nie założysz jakiegoś sensownego wątku. Ale nie takiego jak myć po zakupie, o likwidowaniu nie osiowości. Bo tych jest już do oporu.
Kolego Argus. Nad ramką do pisania po prawej stronie jest przycisk " sprawdź pisownie". Nie korzystam z niego bo coś innego mi podkreśla źle napisane wyrazy. Ty mógłbyś. Jest to forum dla osób " technicznych". Je tak samo obowiązują reguły stosowane w języku polskim jak u humanistów. Żeby nie było że czepiam się przecinków ustosunkuję się do tego co napisałeś. Wygląda na to że masz mgliste pojęcie o mechanizacji obrabiarek. W latach osiemdziesiątych dostępnych było kilka książek szczegółowo opisujących temat. Wtedy był duży niedobór wykwalifikowanych robotników. I jak można było ich zastąpić niewykwalifikowanymi tylko dlatego że maszyna potrafiła coś w ograniczonym zakresie robić sama to rosła wydajność. W fabryce w której wtedy pracowałem był nacisk na taka politykę kadrową i produkcyjną. LD550 ma tylko jeden mechaniczny posuw. To za mało żeby sama coś robiła. A co ma robić? Należy zacząć od określenia do czego służy tokarka uniwersalna pociągowa. To wół pociągowy przemysłu. Urządzenie ciężkie, wytrzymałe i do tego mało dokładne. Jedyna operacja jaką można na niej dokładnie zrobić to otwory. Ale nie dzięki samej maszynie a narzędziom. Tymi narzędziami są rozwiertaki. Słynna zasada stałego otworu się na tym opiera. Do otworu wykonuje się wałki a nie odwrotnie. Oczywiście jak potrzebna jest jeszcze większa dokładność niż spod rozwiertaka to otwory się szlifuje. Na tokarce uniwersalnej nie robi się żadnych detali co do których występują wymagania wymiarowe większe niż w zawiasach do bram garażowych. Jak na wałku mają być obsadzone ( zgodnie ze sztuką) łożyska toczne, czy też mają współpracować z łożyskami ślizgowymi to zawsze wałki w miejscach osadzenia łożysk się szlifuje. Takie są reguły w mechanice. Są i inne tokarki. Specjalizowane na przykład. Buduje się na przykład tokarkę do obróbki tłoków. Na niej nic więcej niż konkretny model tłoka się nie zrobi. Za to robi się w tolerancjach wyrażanych w tysiącznych częściach milimetra, bo takie są wymagania przemysłu motoryzacyjnego. Na tokarce uniwersalnej pociągowej w produkcji wielkoseryjnej obrabia się półfabrykaty wykonane innymi metodami ( odkuwki, odlewy). W produkcji jednostkowej tak dobiera się na etapie projektowania materiały żeby było przy nich jak najmniej obróbek. Przy produkcji jednostkowej praca na tokarce polega na zdejmowaniu kolejnych warstw w celu uzyskania detalu. To nudna praca bo polegająca na czekaniu kiedy zostanie zdjęta warstwa materiału. Zmechanizowane tokarki potrafią zrobić to same. Jeden pracownik może obsłużyć więcej niż jedną tokarkę. Bo każda po wykonaniu kilku prostych czynności zatrzymuje się i czeka na wprowadzenie kolejnych danych. To takie mocno uproszczone CNC. Przykład. Jest stopniowany wałek. Materiał wyjściowy wałek fi 100 długi na 300. 1/3 ma mieć średnice 98. 1/3 55 i reszta średnicę 12. Najpierw robi w jednym przejściu 98 i się zatrzymuje. Potem w iluś tam przejściach 55 i stop i na koniec 12 i stop. Jak detal ma być szlifowany to zostawia się naddatek na szlifowanie. Można to wszystko wprowadzić z prostego programatora. Tak prostego że stosowana do tego mechaniczne liczniki programowalne. Obsługa była prosta bo razem z rysunkiem detalu robotnik dostawał kartkę z wpisanymi przez technologa wartościami jakie ma wprowadzić do programatora. Niby teraz jest to niepotrzebne. Tak by pomyślał laik. Chciałbym kupić imak. Ktoś bez sensu napisał stówkę. Koszt materiału to ok 2 dych. Na złomie zapłacą za taki imak w porywach złotówkę. Jak będę miał posuwy i programator to sam sobie go zrobię. A właściwie zrobi mi go tokarka. Kupię w Centrostalu pręta kwadratowego. Dotną mi go za złotówkę na wymiar +2mm. Zabielę go na swojej tokarce. Zrobię otwór w środku. Potem przykręcę go w miejsce oryginalnego. W uchwyt frez palcowy i każe tokarce po każdym przejściu przesunąć sanie o jakąś wartość w stronę uchwytu. Nie istotne że może robić jeden kanałek godzinę albo 5 godzin. Jak zadam łagodne warunki pracy freza to ryzyko jego uszkodzenia praktycznie nie istnieje. Mogę włączyć i iść do domu. Jak skończy to się sama wyłączy. Po taką cholerę warto mieć dwa niezależne od silnika głównego napędy posuwów. Pytasz o kulki. Już Ci mówię bo przerabiałem temat kulek a właściwie kuli stalowej fi 75 ( raczej 3 cale ale niech będzie że 75). W sklepie z łożyskami w Łodzi spytałem o taka kulkę do łożyska. Oczywiście nie mięli ale sprowadzili. 18 złotych kosztowała. Ponieważ potrzebna mi była nie kula ale półkula z otworem to ją odpuściłem. Odpuszczanie zmiękczające to się nazywa. Stal łożyskowa to nic innego jak NC6. Po odpuszczeniu daje się wiercić, przecinać piłką piłować pilnikiem. Na większej tokarce mi ją przecięli i wyrównali powierzchnię po cięciu. Otwór i gwint 3/8 cala zrobiłem na swojej. Potem powłoka NiCr. Wybacz ale nie uważam żeby zrobienie przystawki do zrobienia kilku kulek albo do niczego nie potrzebnego imaka było dla mnie wartością samą w sobie. Wcześniej napisałem że jak ktoś chce się dowartościować kopiując jakieś rozwiązania, i jest z tego powodu szczęśliwy. To tylko jego sprawa. Mam wystarczająco dużo pomysłów żebym nie musiał tak postępować. Dla mnie tokarka ma być użyteczna a nie służyć jako fundament jakiejś nowej religii.
Kolego Argus. Nad ramką do pisania po prawej stronie jest przycisk " sprawdź pisownie". Nie korzystam z niego bo coś innego mi podkreśla źle napisane wyrazy. Ty mógłbyś. Jest to forum dla osób " technicznych". Je tak samo obowiązują reguły stosowane w języku polskim jak u humanistów. Żeby nie było że czepiam się przecinków ustosunkuję się do tego co napisałeś. Wygląda na to że masz mgliste pojęcie o mechanizacji obrabiarek. W latach osiemdziesiątych dostępnych było kilka książek szczegółowo opisujących temat. Wtedy był duży niedobór wykwalifikowanych robotników. I jak można było ich zastąpić niewykwalifikowanymi tylko dlatego że maszyna potrafiła coś w ograniczonym zakresie robić sama to rosła wydajność. W fabryce w której wtedy pracowałem był nacisk na taka politykę kadrową i produkcyjną. LD550 ma tylko jeden mechaniczny posuw. To za mało żeby sama coś robiła. A co ma robić? Należy zacząć od określenia do czego służy tokarka uniwersalna pociągowa. To wół pociągowy przemysłu. Urządzenie ciężkie, wytrzymałe i do tego mało dokładne. Jedyna operacja jaką można na niej dokładnie zrobić to otwory. Ale nie dzięki samej maszynie a narzędziom. Tymi narzędziami są rozwiertaki. Słynna zasada stałego otworu się na tym opiera. Do otworu wykonuje się wałki a nie odwrotnie. Oczywiście jak potrzebna jest jeszcze większa dokładność niż spod rozwiertaka to otwory się szlifuje. Na tokarce uniwersalnej nie robi się żadnych detali co do których występują wymagania wymiarowe większe niż w zawiasach do bram garażowych. Jak na wałku mają być obsadzone ( zgodnie ze sztuką) łożyska toczne, czy też mają współpracować z łożyskami ślizgowymi to zawsze wałki w miejscach osadzenia łożysk się szlifuje. Takie są reguły w mechanice. Są i inne tokarki. Specjalizowane na przykład. Buduje się na przykład tokarkę do obróbki tłoków. Na niej nic więcej niż konkretny model tłoka się nie zrobi. Za to robi się w tolerancjach wyrażanych w tysiącznych częściach milimetra, bo takie są wymagania przemysłu motoryzacyjnego. Na tokarce uniwersalnej pociągowej w produkcji wielkoseryjnej obrabia się półfabrykaty wykonane innymi metodami ( odkuwki, odlewy). W produkcji jednostkowej tak dobiera się na etapie projektowania materiały żeby było przy nich jak najmniej obróbek. Przy produkcji jednostkowej praca na tokarce polega na zdejmowaniu kolejnych warstw w celu uzyskania detalu. To nudna praca bo polegająca na czekaniu kiedy zostanie zdjęta warstwa materiału. Zmechanizowane tokarki potrafią zrobić to same. Jeden pracownik może obsłużyć więcej niż jedną tokarkę. Bo każda po wykonaniu kilku prostych czynności zatrzymuje się i czeka na wprowadzenie kolejnych danych. To takie mocno uproszczone CNC. Przykład. Jest stopniowany wałek. Materiał wyjściowy wałek fi 100 długi na 300. 1/3 ma mieć średnice 98. 1/3 55 i reszta średnicę 12. Najpierw robi w jednym przejściu 98 i się zatrzymuje. Potem w iluś tam przejściach 55 i stop i na koniec 12 i stop. Jak detal ma być szlifowany to zostawia się naddatek na szlifowanie. Można to wszystko wprowadzić z prostego programatora. Tak prostego że stosowana do tego mechaniczne liczniki programowalne. Obsługa była prosta bo razem z rysunkiem detalu robotnik dostawał kartkę z wpisanymi przez technologa wartościami jakie ma wprowadzić do programatora. Niby teraz jest to niepotrzebne. Tak by pomyślał laik. Chciałbym kupić imak. Ktoś bez sensu napisał stówkę. Koszt materiału to ok 2 dych. Na złomie zapłacą za taki imak w porywach złotówkę. Jak będę miał posuwy i programator to sam sobie go zrobię. A właściwie zrobi mi go tokarka. Kupię w Centrostalu pręta kwadratowego. Dotną mi go za złotówkę na wymiar +2mm. Zabielę go na swojej tokarce. Zrobię otwór w środku. Potem przykręcę go w miejsce oryginalnego. W uchwyt frez palcowy i każe tokarce po każdym przejściu przesunąć sanie o jakąś wartość w stronę uchwytu. Nie istotne że może robić jeden kanałek godzinę albo 5 godzin. Jak zadam łagodne warunki pracy freza to ryzyko jego uszkodzenia praktycznie nie istnieje. Mogę włączyć i iść do domu. Jak skończy to się sama wyłączy. Po taką cholerę warto mieć dwa niezależne od silnika głównego napędy posuwów. Pytasz o kulki. Już Ci mówię bo przerabiałem temat kulek a właściwie kuli stalowej fi 75 ( raczej 3 cale ale niech będzie że 75). W sklepie z łożyskami w Łodzi spytałem o taka kulkę do łożyska. Oczywiście nie mięli ale sprowadzili. 18 złotych kosztowała. Ponieważ potrzebna mi była nie kula ale półkula z otworem to ją odpuściłem. Odpuszczanie zmiękczające to się nazywa. Stal łożyskowa to nic innego jak NC6. Po odpuszczeniu daje się wiercić, przecinać piłką piłować pilnikiem. Na większej tokarce mi ją przecięli i wyrównali powierzchnię po cięciu. Otwór i gwint 3/8 cala zrobiłem na swojej. Potem powłoka NiCr. Wybacz ale nie uważam żeby zrobienie przystawki do zrobienia kilku kulek albo do niczego nie potrzebnego imaka było dla mnie wartością samą w sobie. Wcześniej napisałem że jak ktoś chce się dowartościować kopiując jakieś rozwiązania, i jest z tego powodu szczęśliwy. To tylko jego sprawa. Mam wystarczająco dużo pomysłów żebym nie musiał tak postępować. Dla mnie tokarka ma być użyteczna a nie służyć jako fundament jakiejś nowej religii.
-
iszczyg
- Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 2
- Posty: 28
- Rejestracja: 31 sty 2011, 10:41
- Lokalizacja: Gliwice
hehe coś słabo Ci podkreślapogromca duchów pisze:<CIACH> Nad ramką do pisania po prawej stronie jest przycisk " sprawdź pisownie". Nie korzystam z niego bo coś innego mi podkreśla źle napisane wyrazy.
<CIACH>
Oczywiście nie mięli ale sprowadzili. .
Szkoda czasu na te wypociny. Ale bardzo polecam kostkę do listwy do cięcia. Oryginalny uchwyt Pafany to wydatek rzędu kilkuset złotych, a i tak do LD nie pasuje. Ten działa świetnie i jeszcze można precyzyjnie ustawić wysokość ostrza. W ogóle płynna zmiana wysokości to moim zdaniem jedna z głównych zalet imaka.
Pozdrowienia






