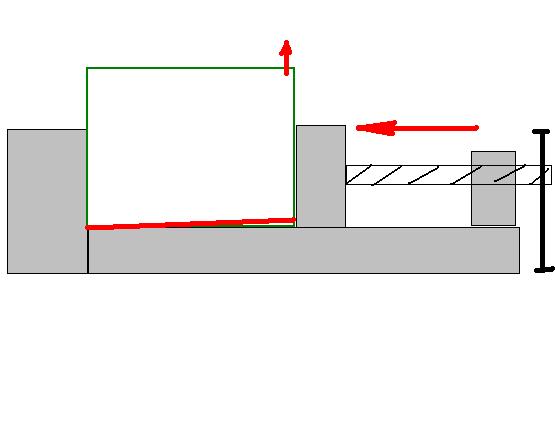
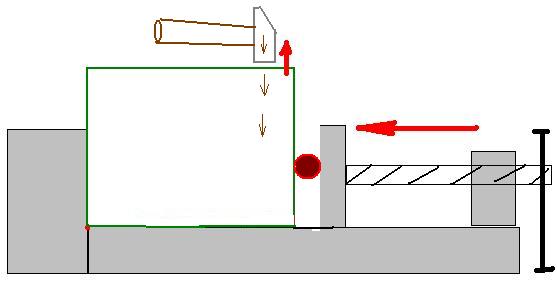
jak koledzy rozwiązują problem unoszenia (kantowania) detalu przez ruchoma szczękę podczas mocowania w imadle . zakładając że nie mogę docisnąć detalu z góry laszką gdyż właśnie tam ma być obrabiany
Obsługa, Programowanie i Budowa Maszyn Numerycznych





")



")
Ostatnio jak frezowałem kostkę 40 x 160 x 80-0,1 na delikatnej narzędziówce, z największymadam Fx pisze:może ktoś ma jeszcze jakieś pomysły?

")
No kostkę robisz albo konturem czyli planujesz górną płaszczyznę potem 4 boczne walcujesz frezem albo głowicą, obracasz i planujesz to za co trzymałeś w imadle po uprzednim dobiciu do podkładek, a druga metoda to kątowanie do szczęki stałej, gdzie pomocny będzie ci ten wałeczek, czli planujesz górę kostki, splanowaną powierzchnie do szczęki stałej od strony ruchomej przez wałeczek, planujesz i znowu to splanowane do szcz stałej przez wałeczek za drugim i kolejnymi razami dobijasz do podkładek powierzchnie którą juz obrabiałeś i tak dalej a dwie boczne albo ustawiasz do kątownika albo walcujesz przy ost planowaniuadam Fx pisze:no właśnie problem u mnie polegał na tym że podnosiło o 0,2 i nie dało się dobić za chiny .... młotkiem teflonowym ..... no chyba ze ktoś ma inny sposób na zrobienie gabarytu kostki na gotowo tak by zachować geometrie i wymiary




