Możesz wrzucić też tutaj ? Chciałbym zobaczyć z ciekawości jak wygląda cały program.
Palnik ugina się przy kontakcie z blachą na tych "prowadnicach" na dole tak? Są tam sprężyny jakieś czy tylko siła grawitacji ?
Obsługa, Programowanie i Budowa Maszyn Numerycznych




")
Możesz wrzucić też tutaj ? Chciałbym zobaczyć z ciekawości jak wygląda cały program.
Palnik ugina się przy kontakcie z blachą na tych "prowadnicach" na dole tak? Są tam sprężyny jakieś czy tylko siła grawitacji ?


")
Tak i grawitacja

")
No problem
Kod: Zaznacz cały
G21 (Units: Metric)
F1
G90 G40
(Part: Linia)
(Operation: Bez ofsetu, Domyslnie, T1: Plazma, 1 mm szczelina)
G00 X0.0000 Y76.5665
G92.1
G38.2 Z-15 F1500
G92 Z-1.0
G01 Z2.0000 F1500
M03
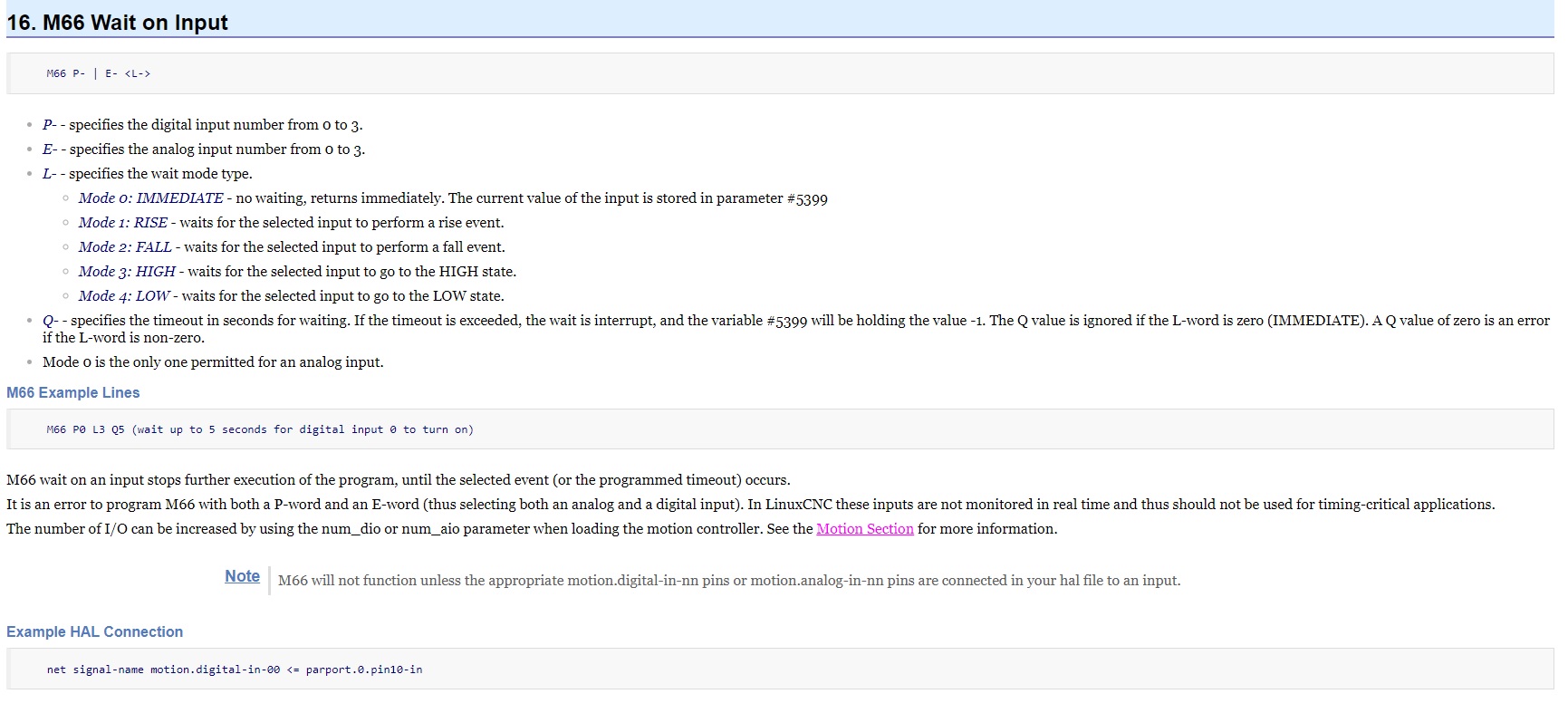
M66 P03 L1 Q2
G00
G04 P1
G00
G01 X0.0000 Y-0.0001 F100.0
(Operation: )
M5
M9
G00 Z4.0000
Y0.0000 Z10.0000
Z4.0000
M5 M30
Ja też nie wiem. Ale może coś się wymyśli. Zaraz zobaczę jak to na symulatorze wyjdzie. Zrobię jakąś abstrakcję i popatrzymy
I to wszystko ? A gdzie obrót i nadążanie zetki ?
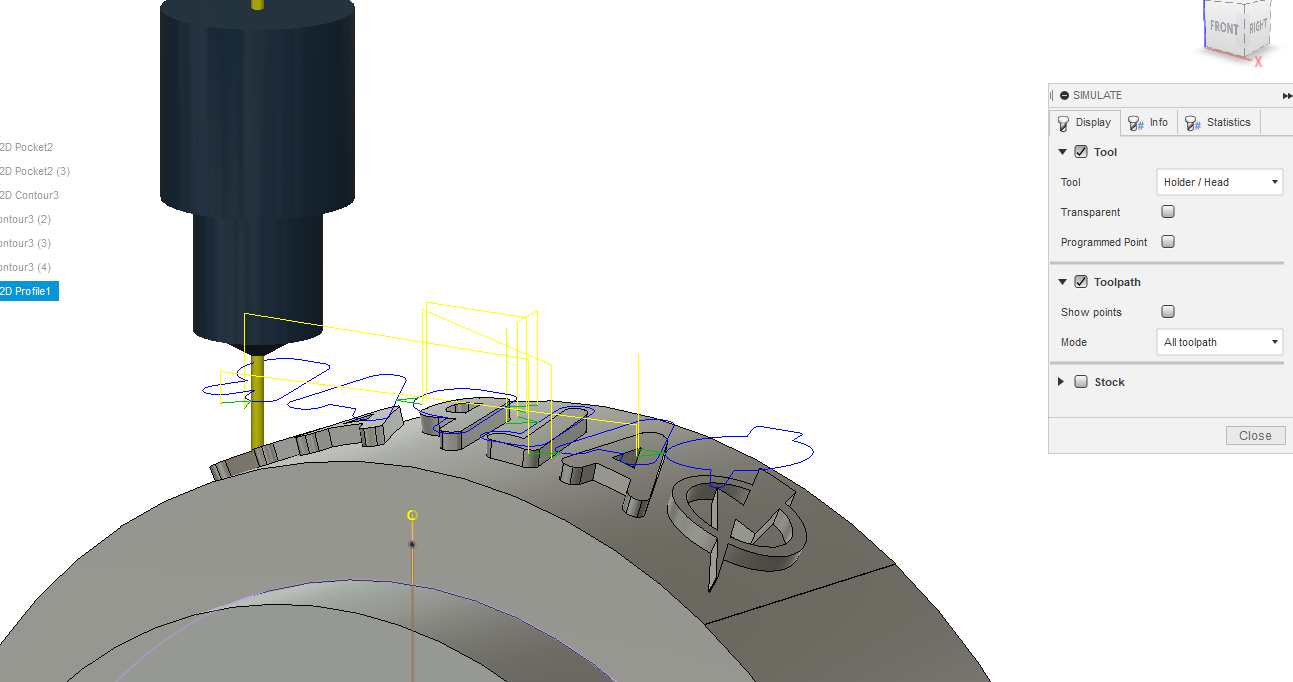
OK. Testuj, tylko probe na blaszcze czy jakoś tak żeby się ugięło. Tylko ten profil w kodzie ma wymiar 10mm x 20 mm. Więc takie coś zadziała.
Kod: Zaznacz cały
G21 (Units: Metric)
F1
G90 G40
(Part: Abstrakcja)
(Operation: Bez ofsetu, Domyslnie, T1: Plazma, 1 mm szczelina)
G00 X21.2071 Y17.8181
G92.1
G38.2 Z-15 F1500
G92 Z-1.0
G01 Z2.0000 F1500
M03
M66 P03 L1 Q2
G00
G04 P1
G00
G02 X19.7350 Y20.0998 I0.4048 J1.8768 F350.0
G01 X21.0000 Y25.9649
X25.0000 Y1.8548
X18.0000 Y12.0552
X19.7350 Y20.0998
M5
M9
G00 Z4.0000
X31.0342 Y34.7099
G92.1
G38.2 Z-15 F1500
G92 Z-1.0
G01 Z2.0000 F1500
M03
M66 P03 L1 Q2
G00
G04 P1
G00
G02 X29.1142 Y32.7899 I-1.9200 J0.0000 F350.0
X29.1142 Y32.7899 I0.0000 J5.8131
M5
M9
G00 Z4.0000
X38.8928 Y32.0193
G92.1
G38.2 Z-15 F1500
G92 Z-1.0
G01 Z2.0000 F1500
M03
M66 P03 L1 Q2
G00
G04 P1
G00
G02 X39.3115 Y34.7021 I1.5507 J1.1321 F350.0
G01
G02 X42.0000 Y36.1653 I6.7543 J-9.2086
G01 X36.0000 Y22.2557
G02 X35.0415 Y26.0341 I8.9355 J4.2776
X35.7665 Y30.2157 I9.7320 J0.4662
X37.2662 Y32.7500 I9.4178 J-3.8623
X39.3115 Y34.7021 I8.4020 J-6.7554
M5
M9
G00 Z4.0000
X49.3963 Y31.6255
G92.1
G38.2 Z-15 F1500
G92 Z-1.0
G01 Z2.0000 F1500
M03
M66 P03 L1 Q2
G00
G04 P1
G00
G02 X47.3499 Y33.4101 I-0.1309 J1.9155 F350.0
X48.2017 Y38.3124 I10.4303 J0.7128
X49.9856 Y41.1554 I10.2207 J-4.4320
G01 X59.9856 Y22.4852
G02 X56.2830 Y23.0745 I0.4281 J14.6152
X52.1942 Y25.0634 I3.8962 J13.2071
X50.4791 Y26.5408 I7.3825 J10.3050
X48.2183 Y29.8899 I8.4448 J8.1382
X47.3499 Y33.4101 I9.7127 J4.2633
M5
M9
G00 Z4.0000
X39.7900 Y17.3624
G92.1
G38.2 Z-15 F1500
G92 Z-1.0
G01 Z2.0000 F1500
M03
M66 P03 L1 Q2
G00
G04 P1
G00
G02 X41.7100 Y19.2824 I1.9200 J0.0000 F350.0
G01 X43.2100
Y7.7247
X32.0457
Y19.2824
X41.7100
M5
M9
G00 Z4.0000
X41.9200 Y50.6874
G92.1
G38.2 Z-15 F1500
G92 Z-1.0
G01 Z2.0000 F1500
M03
M66 P03 L1 Q2
G00
G04 P1
G00
G02 X40.0000 Y48.7674 I-1.9200 J0.0000 F350.0
X40.0000 Y48.7674 I0.0000 J3.1623
M5
M9
G00 Z4.0000
X27.5822 Y50.2245
G92.1
G38.2 Z-15 F1500
G92 Z-1.0
G01 Z2.0000 F1500
M03
M66 P03 L1 Q2
G00
G04 P1
G00
G02 X25.2036 Y48.9148 I-1.8441 J0.5344 F350.0
G01 X18.0000 Y51.0023
X31.0000
X34.0000 Y46.3658
X25.2036 Y48.9148
M5
M9
G00 Z4.0000
X0.0000 Y56.5662
G92.1
G38.2 Z-15 F1500
G92 Z-1.0
G01 Z2.0000 F1500
M03
M66 P03 L1 Q2
G00
G04 P1
G00
G01 X10.2284 Y53.6022 F350.0
X15.4384 Y41.1554
X10.2284 Y33.1539
X3.5298 Y30.4867
X4.2741 Y22.4852
X13.9499 Y16.2618
X10.9727 Y6.4822
X5.0184 Y1.1479
X0.0000 Y0.0002
(Operation: )
M5
M9
G00 Z4.0000
Y0.0000 Z10.0000
Z4.0000
M5 M30