



")
Osoby śledzące forum chińska elektrodrążarkę WEDM z mojego tematu widzieli a dla pozostałych link poniżej.
elektrodrazarka-drutowa-scx-2-wbkx-6-t98504.html
Maszynka już pracuje a Linux CNC jest przyjazny i nie sprawia żadnych problemów podczas eksploatacji. W prawdzie został jeszcze do zrobienia naciąg drutu oraz muszę poprawić spływ chłodziwa ale powoli zaczynam zabawę z nową maszyną. Myślę że będzie sporo do pokazania i nie ukrywam że liczę na waszą pomoc i podpowiedzi.
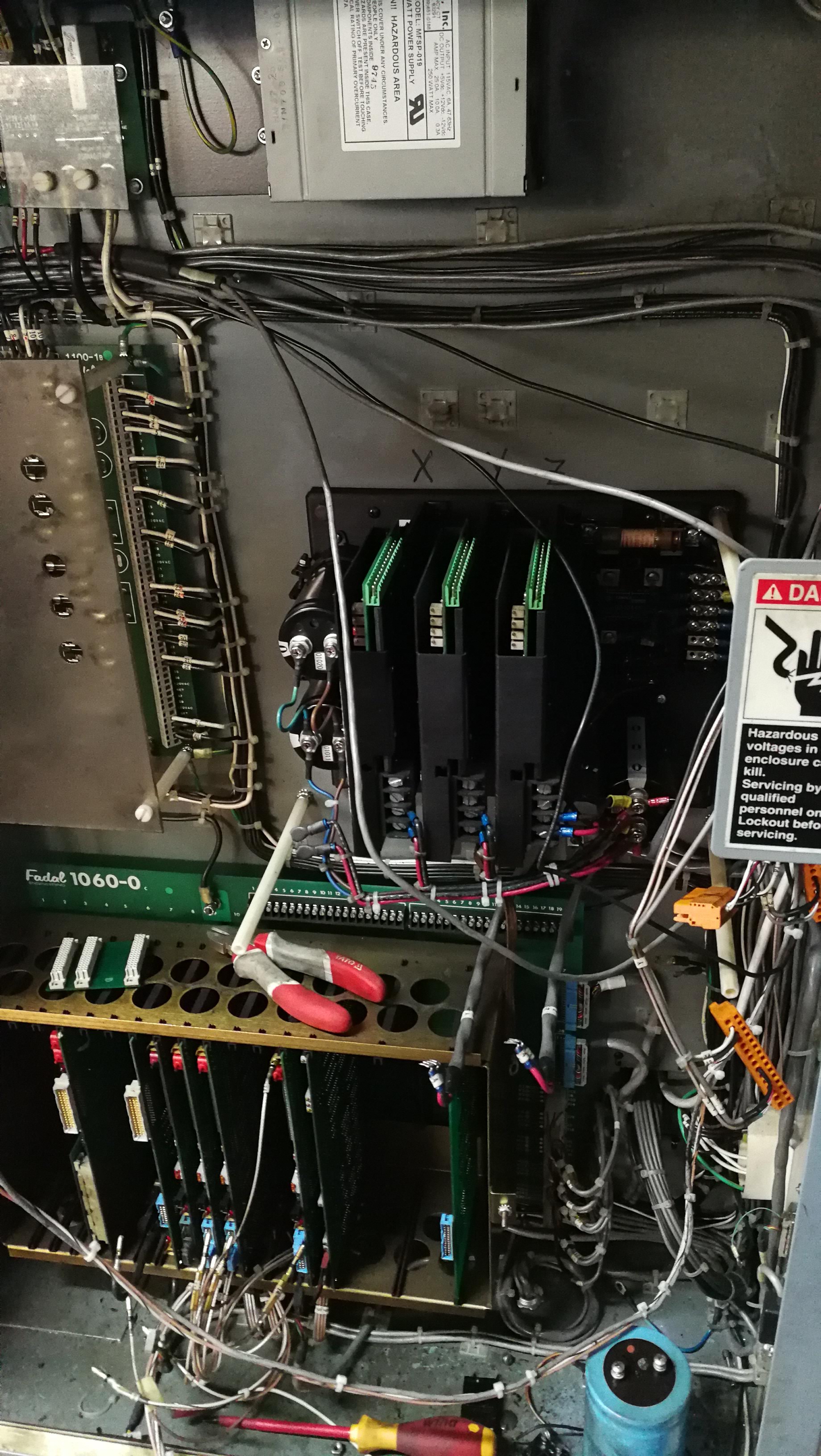
Maszynę kupiłem bardzo okazyjnie, a ponieważ brakuje jej silników osi (silniki prądu DC), karty graficznej i oraz monitora postanowiłem na początek przygody użyć silników krokowych w połączeniu ze sterowaniem Linux CNC aby dać jej nowe życie.
Maszynę do transportu musiałem rozebrać z osłon ponieważ w całości nie mieściła się przez drzwi u poprzedniego właściciela. I tak oto trafiła w moje ręce. Niestety nie zrobiłem zdjęcia przed demontażem osłon ale wrzucę poglądowe zdjęcie jak taka maszyna wygląda w całości.

A poniżej zdjęcia jak wygląda teraz:

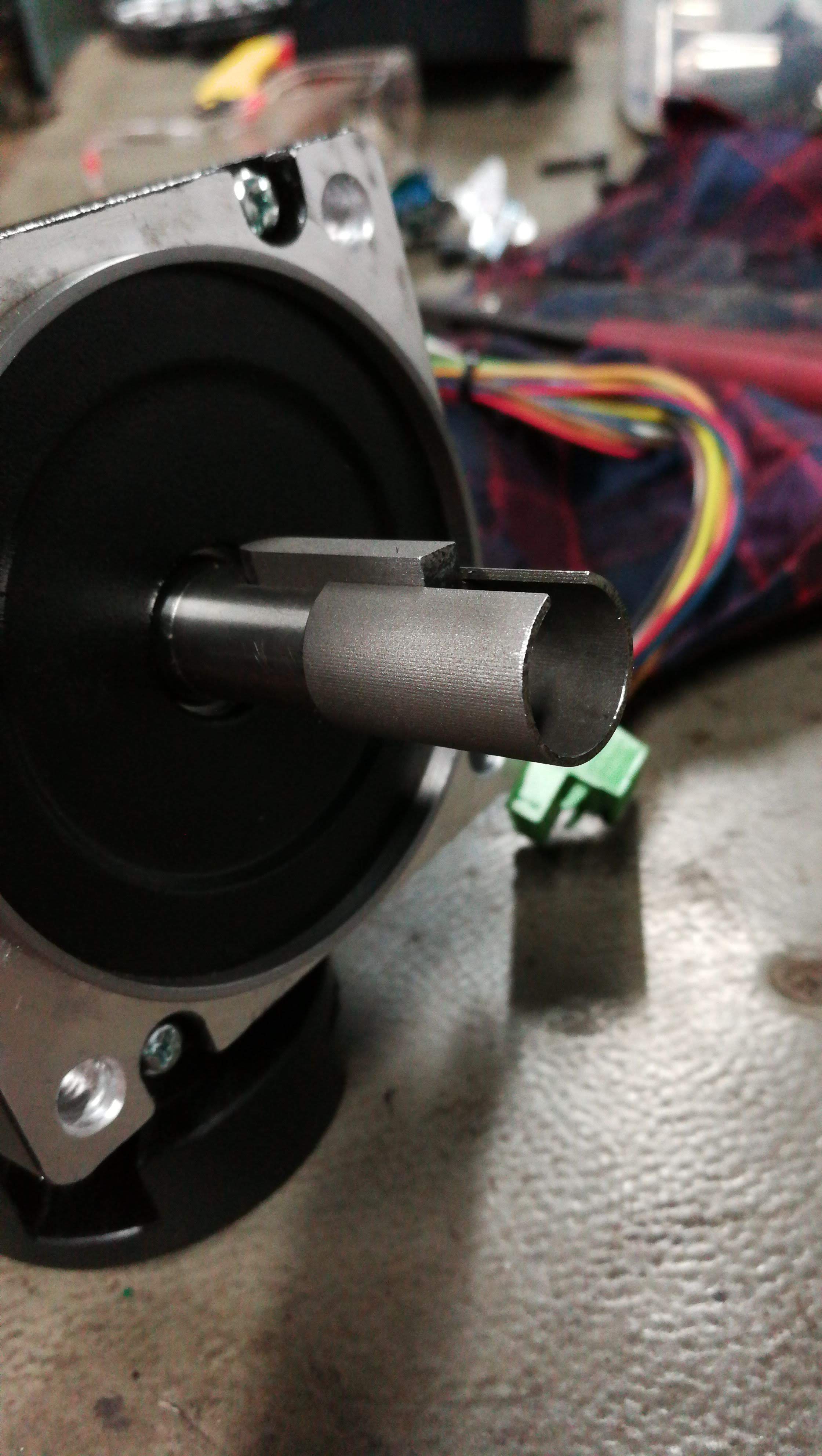
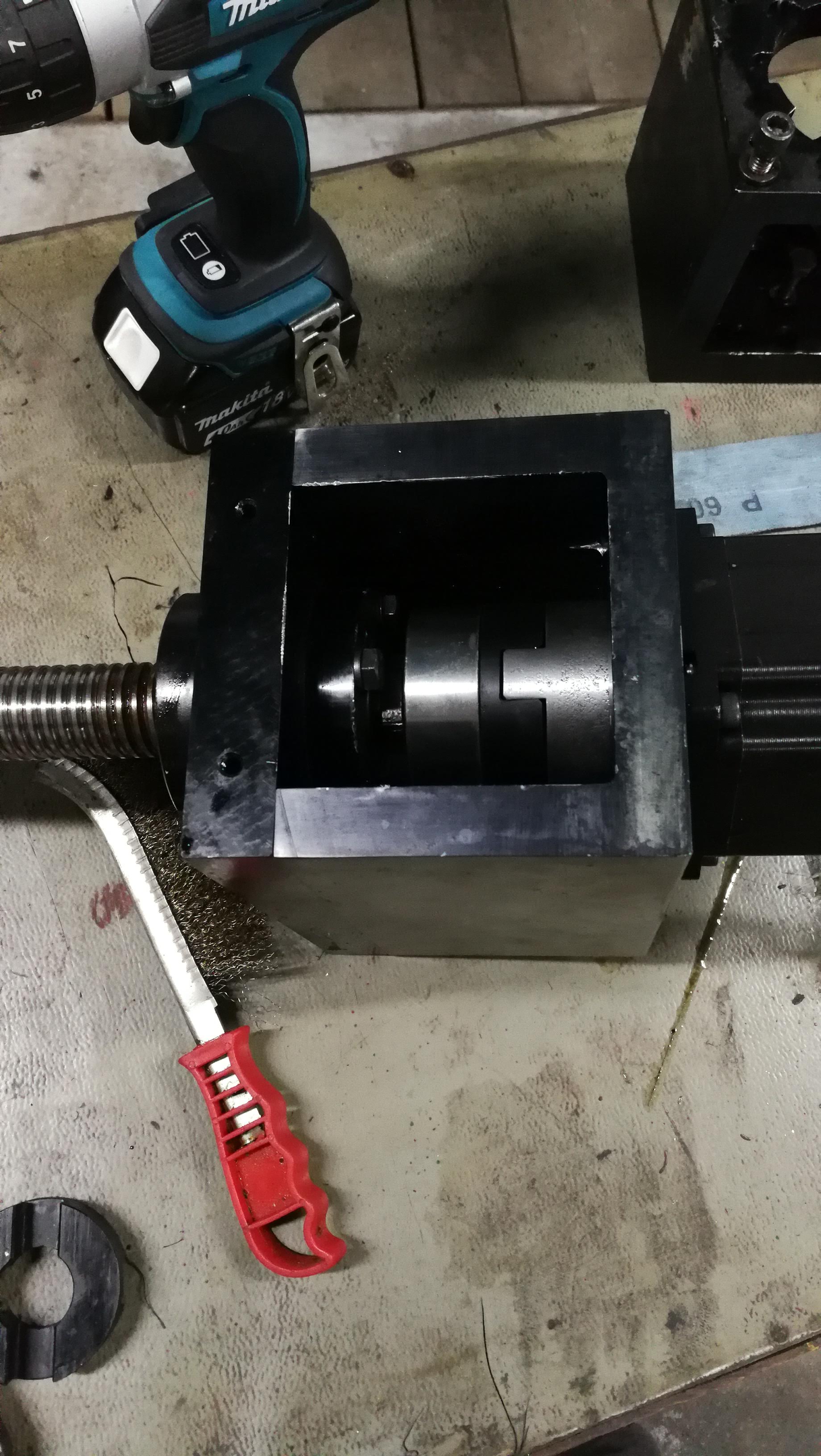
Na chwile obecną wyczyściłem wszystko dokładnie i zamontowałem silnik krokowy 12,5 Nm na oś Z.
Oś ta pracuje z mechaniczną przeciwwagą przez co ruch nie wymaga dużej siły lecz daje dość duża masę do poruszania. Wszystkie śruby to 32x5 dlatego nie nastawiam się na duże prędkości przejazdowe.
Poniżej filmik z pierwszego uruchomienia, jednak dysponowałem tylko zasilaczem impulsowym 24V/10A i przy szybszym ruchu nie wyrabiał.
I na koniec kilka zdjęć tego co do tej pory udało mi się zrobić




Pozdrawiam



")
")






