")
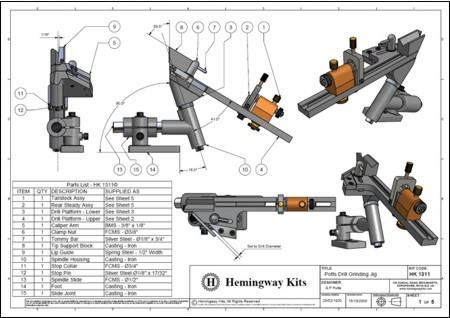
Opis bazuje na .pdf-ie dostępnym w sieci, jest on chyba najlepszy jako podstawa do dyskusji - zawiera wszystkie parametry i rysunki.
Zamieszczam po spodem rysunek; moim podstawowym założeniem było uproszczenie czego się tylko da - a więc w zasadzie kąt wierzchołkowy tylko w okolicy 116-118° oraz średnica wiertła do 20mm.
Z tego też powodu (uproszczenia) wykombinowałem dodatkowo pryzmę do mocowania wierteł o takim kącie wewnętrznym, by umieszczenie w niej dowolnego wiertła powodowało "automatyczne" ustawienie owego wiertła w odpowiednim miejscu tworzącej hipotetycznego stożka o kącie Θ =26° (decyduje o tym odsunięcie "a").
Ten kąt rozwarcia "rowka" pryzmy wyznaczyłem na 31°; każde wiertło o średnicy 1mm większej od poprzedniego jest w nim odsuwane o kolejne 1,9mm od szczytu (dna) rowka - bo a=1,9d.
Pozostaje otwarty sposób docisku ostrzonego wiertła do pryzmy, mam kilka pomysłów - jeden gorszy (a może lepszy) do wykonania od drugiego
Słynny parametr "e" można w mym pomyśle regulować (ale to jest do zrealizowania i otwarte, jakaś prowadnica, może śruba mikrometryczna), ale według mnie dużo prościej będzie zamocować bloczek pryzmy na klinowej podkładce (zaznaczona schematycznie, kolor niebieski) o kącie tak dobranym, że "e" będzie się również automatycznie i prawidłowo zmieniało w zależności od średnicy ostrzonego wiertła.
Oczywiście przy ostrzeniu należy przełożyć wiertło o 180°, a więc musi być zastosowana blaszka oporowa do ustawienia krawędzi nie-ostrzonej oraz tylny opór ustalający wiertło zawsze w tej samej odległości od ściernicy dla obu krawędzi dla zachowania jednakowej długości krawędzi skrawających.
Szereg kółek tworzących jakby klin (na rysunku, w pryzmie) to wyobrażenie kolejnych teoretycznych wierteł o średnicach różniących się od siebie o 1mm.
Na rysunku brakuje kilku rzeczy, zaciemniałyby "ideę" - to jest bardziej schemat pomysłu.
Co o tym myślicie? Zrobiłbym to, już kilka razy się zabierałem - ale kurna, czasu brak notorycznie... a z ręki ostrzenie mi dobrze idzie
Co ciekawe, zauważyłem na jednym z filmików wrzuconych na Forum, że producent ciekawej a prostej ostrzałki do wierteł (SCANTOOL) również chyba wpadł na pomysł pryzmy o określonym ściśle kącie rozwarcia (owe 31° wymuszające odsunięcie wiertła "a"), tak mi się przynajmniej wydaje.
To ten materiał:
Pdf na którym się opierałem:
download/file.php?id=15534
Rysunek poglądowy wyjaśniający o czym mówię, schemat przystawki (nie jest to rysunek ściśle "techniczny", są oczywiście błędy):



")