



NGCGUI - toczenie, mocno rozbudowana procedura
-
 MlKl
MlKl
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 143
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Tokarz ma wypełniać okienka w tabelkach, a nie dumać nad kodami  Od kodów jest programista. No i dobrze, gdy programista sam tez potrafi toczyć, i postoi przy tokarzu, albo sam popracuje na maszynie. Wtedy np okazuje się, że czasem potrzeba zmienić wartość odległości odjazdu noża od materiału. Można wejść w plik z procedurą, zmienić, i po ustaniu potrzeby znowu przeedytować. Ale tokarz niekoniecznie to potrafi, i niekoniecznie musi umieć potrafić. A jak ma w procedurze okienko, to se sam zmieni, gdy będzie potrzebował. A jak nie potrzebuje, to nie tyka. Ono jeść nie woła
Od kodów jest programista. No i dobrze, gdy programista sam tez potrafi toczyć, i postoi przy tokarzu, albo sam popracuje na maszynie. Wtedy np okazuje się, że czasem potrzeba zmienić wartość odległości odjazdu noża od materiału. Można wejść w plik z procedurą, zmienić, i po ustaniu potrzeby znowu przeedytować. Ale tokarz niekoniecznie to potrafi, i niekoniecznie musi umieć potrafić. A jak ma w procedurze okienko, to se sam zmieni, gdy będzie potrzebował. A jak nie potrzebuje, to nie tyka. Ono jeść nie woła
Tagi:


-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 27
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Wiesz co ?
Ta cała twoja robota jest o dupę potłuc.
Jak się po if deklaruje stałe, to i nic dziwnego że debilne komunikaty wyświetla.
Ładnych parę minut szukałem zmiennej, która podobno nie była zadeklarowana, a się okazało że jedna średnica była mniejsza od drugiej zamiast być większa, też nie bardzo wiem z jakiego powodu.
Co ciekawe w pierwszej wersji tego błędu chyba nie ma.
Tylko nie pisz, że stożki jeszcze nie działają itd.
Bałaganiarz jesteś i tyle.
Co do samej użyteczności twojej procedury, to jestem bardzo sceptyczny.
Cholera wie co jest od czego, a nawet jak się zapamięta, to można szybko zapomnieć.
Poza tym sama koncepcja wypełniania pól, które się wzajemnie wykluczają jest dziwna.
No bo jak się ma okienka w które można wpisać
To jawnie zgłupieć można i nie wiadomo co z tym fantem zrobić.
Zadałem sobie trud i wpisałem dane, które tak na oko są sprzeczne ze sobą :

Co ciekawe, program zamierza coś wytoczyć :
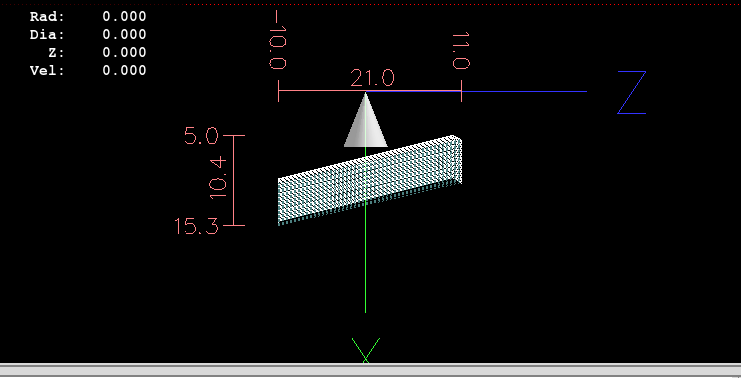
Nie bardzo wiem co z czego się wzięło ...
.
Ta cała twoja robota jest o dupę potłuc.
Jak się po if deklaruje stałe, to i nic dziwnego że debilne komunikaty wyświetla.
Ładnych parę minut szukałem zmiennej, która podobno nie była zadeklarowana, a się okazało że jedna średnica była mniejsza od drugiej zamiast być większa, też nie bardzo wiem z jakiego powodu.
Co ciekawe w pierwszej wersji tego błędu chyba nie ma.
Tylko nie pisz, że stożki jeszcze nie działają itd.
Bałaganiarz jesteś i tyle.
Co do samej użyteczności twojej procedury, to jestem bardzo sceptyczny.
Cholera wie co jest od czego, a nawet jak się zapamięta, to można szybko zapomnieć.
Poza tym sama koncepcja wypełniania pól, które się wzajemnie wykluczają jest dziwna.
No bo jak się ma okienka w które można wpisać
Kod: Zaznacz cały
korekta stożka w mm... - ... lub kąt w stopniach
Średnica początkowa - Średnica końcowa
Punkt końcowy na osi Z - Punkt początkowy na osi ZZadałem sobie trud i wpisałem dane, które tak na oko są sprzeczne ze sobą :
Co ciekawe, program zamierza coś wytoczyć :
Nie bardzo wiem co z czego się wzięło ...
.
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 99
- Posty: 17227
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Tym bardziej teraz, jak doszliśmy do zapisywania stworzonych detali w bazie.tuxcnc pisze: Co do samej użyteczności twojej procedury, to jestem bardzo sceptyczny.
.
Procedury muszą być proste i stałe ! Bo za kilka miesięcy detal też ma odpalić.
Ja biorę sie za składanie wałeczka ktory mialem jutro pisac paluchem bo pare zmian wprowadzono. Tylko uaktualnie suby z dropa.
Ostatnio zmieniony 24 lis 2012, 21:13 przez kamar, łącznie zmieniany 2 razy.
-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 143
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
A już to tłumaczyłem wcześniej. Stożek jeszcze nie działa, działa tylko to, co nazwałem korektą stożka, czyli toczenie walca z przesunięciem punktu końcowego w osi X o zadaną wartość.
Założenie jest takie, że po wybraniu (zaznaczeniu jedynką) że mamy zamiar toczyć stożek, przestaje działać korekta stożka, a program oczekuje dwóch z trzech wartości - kąta, średnicy początkowej, albo końcowej.
Wypełnienie średnic bez kąta robi stożek od średnicy do średnicy na długości ustalonej w parametrach dla osi Z. Wypełnienie kąta i jednej ze średnic robi stożek o zadanym kącie zaczynający się od danej średnicy początkowej, albo kończący się daną średnicą końcową - druga ze średnic zostanie wyliczona automatycznie w takim przypadku.
Teraz jeszcze to trzeba napisać
Założenie jest takie, że po wybraniu (zaznaczeniu jedynką) że mamy zamiar toczyć stożek, przestaje działać korekta stożka, a program oczekuje dwóch z trzech wartości - kąta, średnicy początkowej, albo końcowej.
Wypełnienie średnic bez kąta robi stożek od średnicy do średnicy na długości ustalonej w parametrach dla osi Z. Wypełnienie kąta i jednej ze średnic robi stożek o zadanym kącie zaczynający się od danej średnicy początkowej, albo kończący się daną średnicą końcową - druga ze średnic zostanie wyliczona automatycznie w takim przypadku.
Teraz jeszcze to trzeba napisać
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 27
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
A kto to zapamięta ?MlKl pisze:Założenie jest takie, że po wybraniu (zaznaczeniu jedynką) że mamy zamiar toczyć stożek, przestaje działać korekta stożka, a program oczekuje dwóch z trzech wartości - kąta, średnicy początkowej, albo końcowej.
Wypełnienie średnic bez kąta robi stożek od średnicy do średnicy na długości ustalonej w parametrach dla osi Z. Wypełnienie kąta i jednej ze średnic robi stożek o zadanym kącie zaczynający się od danej średnicy początkowej, albo kończący się daną średnicą końcową - druga ze średnic zostanie wyliczona automatycznie w takim przypadku.
Taka koncepcja to kompletnie poroniony pomysł.
Niestety, ale muszę się zgodzić z Kamarem, jak coś ma toczyć stożek, to ma wyjść stożek, a nie kula jak się wpisze zero.
Jedna procedura - jeden skutek działania.
Inaczej kontrakt na dostawy na złomowisko można podpisać.
Poza tym podtrzymuję, że jesteś bałaganiarz.
Jak coś nie działa, to się to wyłącza, żeby nie wkurwiało.
.
-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 143
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
[youtube][/youtube]
Można sobie pooglądać, jak się tym bawię
Ładuje się dłuższy filmik, o tym, jak poskładać kilka procedur w jedną pod NGCGUI
[ Dodano: 2012-11-24, 21:37 ]
tuxcnc - doskonale wiedziałeś, że stożki są tylko zamarkowane w procedurze. Ale masz okazję pokazać klasę
Jak ktoś nie potrafi zapamiętać, że po wpisaniu dwóch z trzech danych osiągnie efekt, to nie zapamięta i tego, jakiej procedury z dziesięciu dostęþnych ma użyć.
Chwilka używania tej procedury, i to wszystko się robi automatycznie. Mnie proste procedury Kamara za bardzo ograniczają. Maszyna ma robić to, co ja chcę. I tak, jak ja w danym momencie chcę.
Można sobie pooglądać, jak się tym bawię
Ładuje się dłuższy filmik, o tym, jak poskładać kilka procedur w jedną pod NGCGUI
[ Dodano: 2012-11-24, 21:37 ]
tuxcnc - doskonale wiedziałeś, że stożki są tylko zamarkowane w procedurze. Ale masz okazję pokazać klasę
Jak ktoś nie potrafi zapamiętać, że po wpisaniu dwóch z trzech danych osiągnie efekt, to nie zapamięta i tego, jakiej procedury z dziesięciu dostęþnych ma użyć.
Chwilka używania tej procedury, i to wszystko się robi automatycznie. Mnie proste procedury Kamara za bardzo ograniczają. Maszyna ma robić to, co ja chcę. I tak, jak ja w danym momencie chcę.
-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 143
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
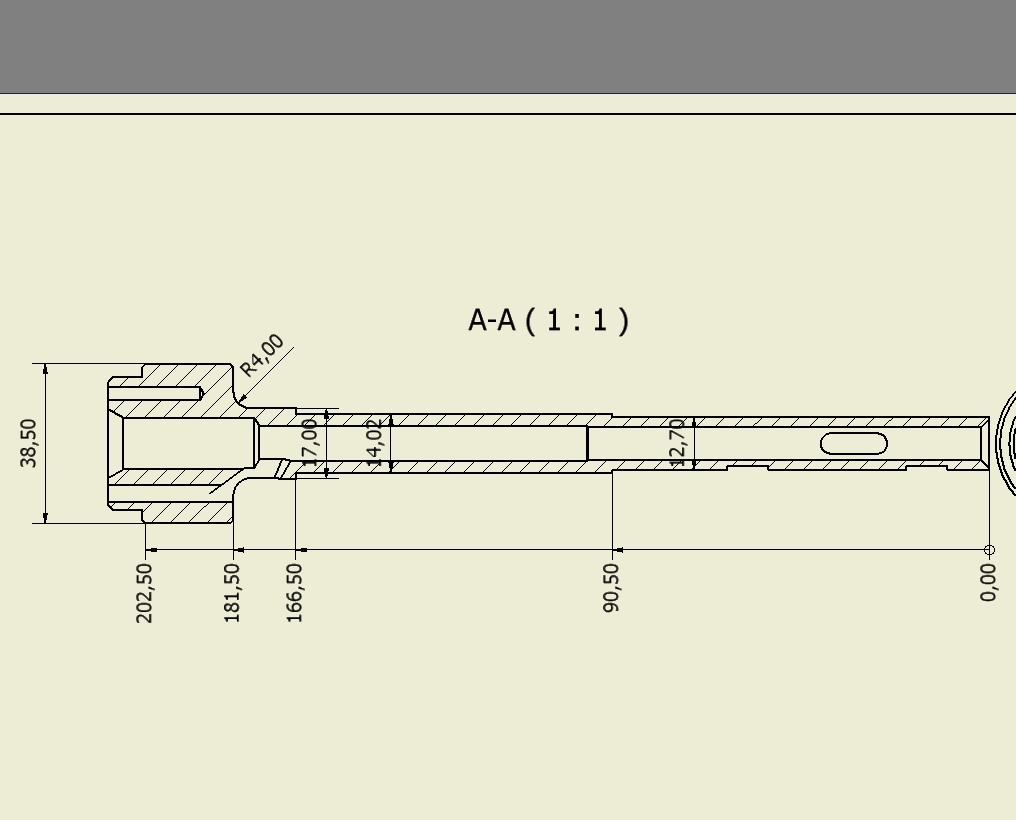
fazkę ma w tym toczeniu, gdzie jest średnica końcowa, na której jest ta fazka. Ja nie potrzebuję miliona zakładek na detal - starcza mi tyle, ile on ma średnic. Kiedyś juz ten wałek wrzucałeś, wczoraj go widziałem jak przeglądałem stare tematy. I zastanawiałem się, ile bym musiał zakładek na niego zużyć. Wyszło mi 4 po zewnątrz i jedna po wewnątrz na jedną stronę, zakładając, że detal juz jest przewiercony na jakieś fi, i trzy po przekładce - dwie wewnątrz i jedna po zewnątrz.
Moja procedura zastępuje mi wszystkie twoje. Mógłbym każdą twoją rozbudować, ale nadal by się automatycznie nie wiązały. A o to mi głównie chodzi, żeby operacje się same agregowały. A to można zrobić tylko w jednej procedurze - stan na dziś.
Moja procedura zastępuje mi wszystkie twoje. Mógłbym każdą twoją rozbudować, ale nadal by się automatycznie nie wiązały. A o to mi głównie chodzi, żeby operacje się same agregowały. A to można zrobić tylko w jednej procedurze - stan na dziś.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 27
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Akurat nie wiedziałem, nie wnikałem specjalnie w ten temat.MlKl pisze:tuxcnc - doskonale wiedziałeś, że stożki są tylko zamarkowane w procedurze. Ale masz okazję pokazać klasę
Postanowiłem jednak z ciekawości zainstalować twoje dzieło i zobaczyć co jest warte.
Jak były okienka, to je wypełniłem.
Dostałem błąd, że zmienna ilosc_nozy_w_tabeli nie została zadeklarowana.
To było moje pierwsze doświadczenie.
Jak już doszedłem o co chodzi z tym kretyńskim błędem, to postanowiłem potestować dalej.
Program przyjmuje bez protestu sprzeczne dane i jak należy się domyślać będzie wykonywał na nich operacje.
Które if się trafi pierwsze, to zadziała.
Nad tym burdelem niedługo sam nie będziesz w stanie zapanować.
Najpierw weryfikuje się dane wejściowe, program nie ma prawa ruszyć z błednymi danymi.
Jeśli podałem dwie średnice, długość i kąt, to program ma zasrany obowiązek wypluć komunikat o błędzie i się zatrzymać.
Przecież nie wiadomo które dane są prawidłowe, a które błędne.
.




