Toć nikt nie stawia tutaj przed dylematem, którego z kolegów wybrać, albo odrzucić

Forum służy wymianie wiedzy, ale i opinii.
Kamar ma specyficzne podejście do tematu - jest autokratą i sceptykiem, jeżeli idzie o zdolności pracowników do bardziej skomplikowanych działań. Skutkiem jest dążenie do maksymalnego uproszczenia procesu produkcji celem uniknięcia pomyłek.
Faktycznie - jak się ma na maszynie kawałek złomu za parę tysięcy, to trzeba dmuchać na zimne. Przy tym kamar potrafi sam, i ma do dyspozycji Artura, piszącego procedury od ręki.
Ale tutaj trafiają również tacy, co procedury nie napiszą, za to jak im wytłumaczyć, co wpisywać w tabelki programu, to będą w stanie zrobić dowolny detal na swojej maszynie bez konieczności proszenia kogoś o naskrobanie paru linijek kodu specjalnie dla nich.
Wygląda na to, że muszę zmienić nazwę tego suba po prostu na o<toczenie>. Dawno to przestała być procedura o<walec>.
Wersja z poprawioną fazką i zmienioną nazwą. Wszystkie wartości początkowe wyzerowane. Poza wartością końcową w osi Z, gdzie została wartość, żeby procedura nie pluła się o dzielenie przez zero. Trzeba będzie jeszcze jednego ifa wsadzić
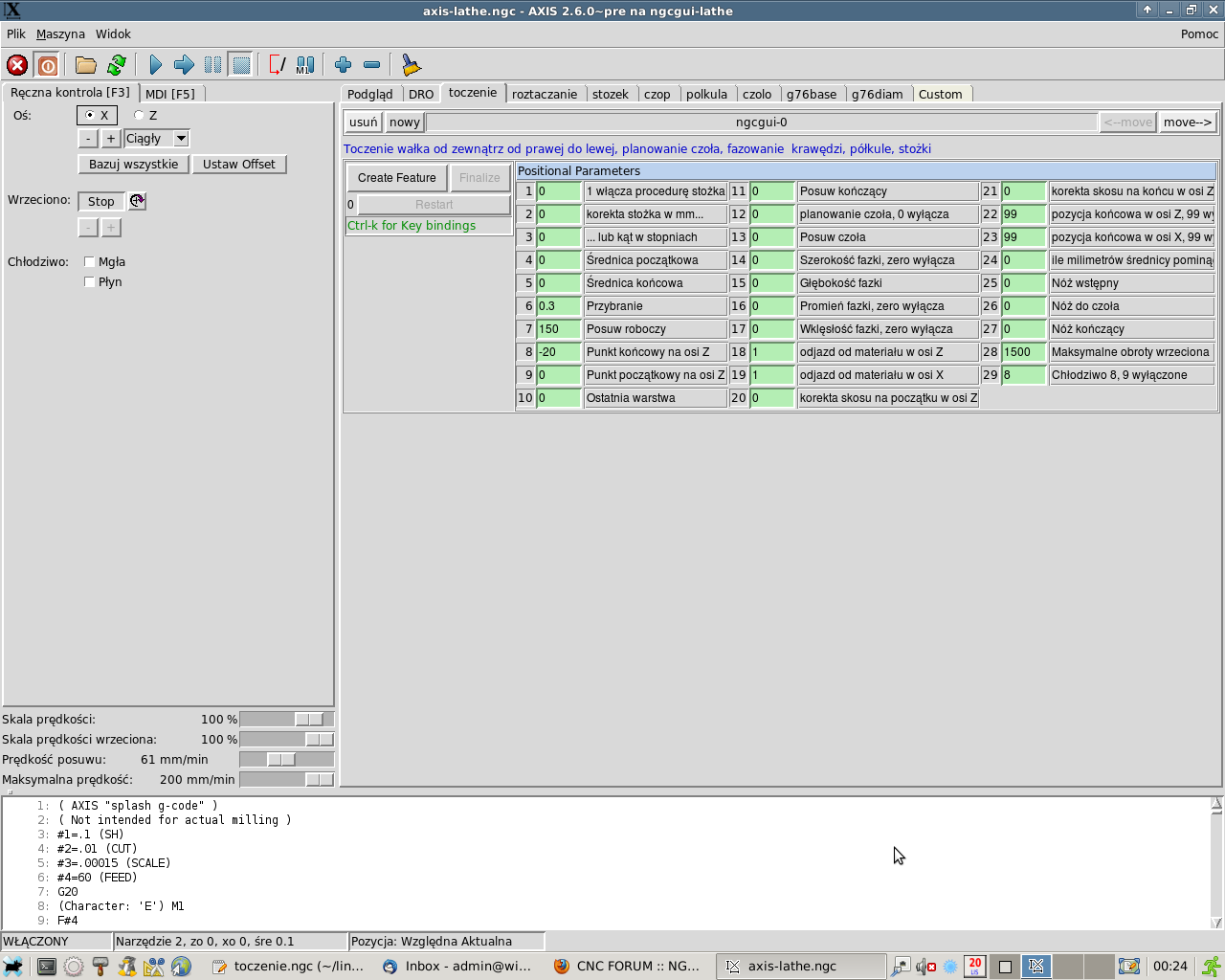
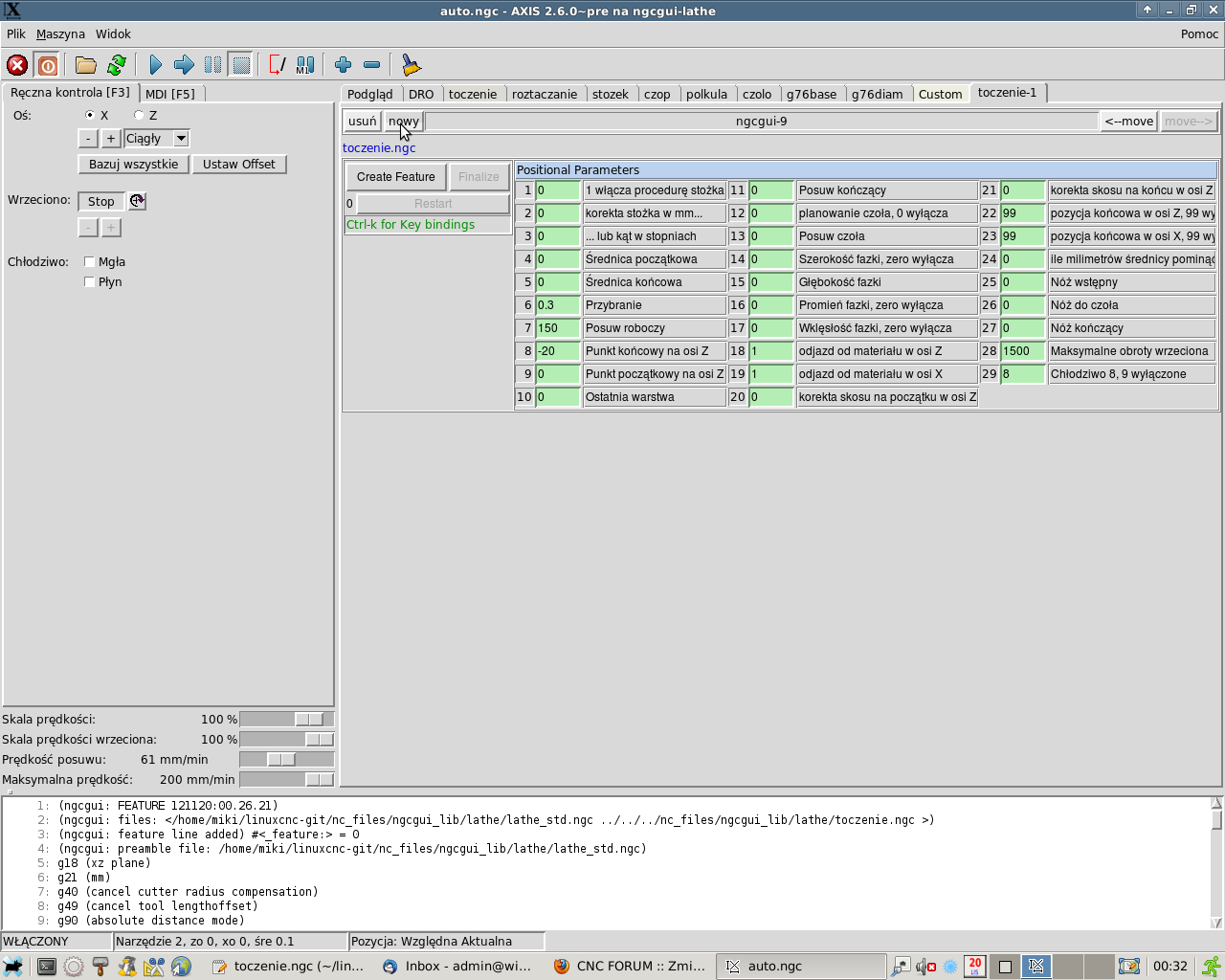
Tabelka startowa
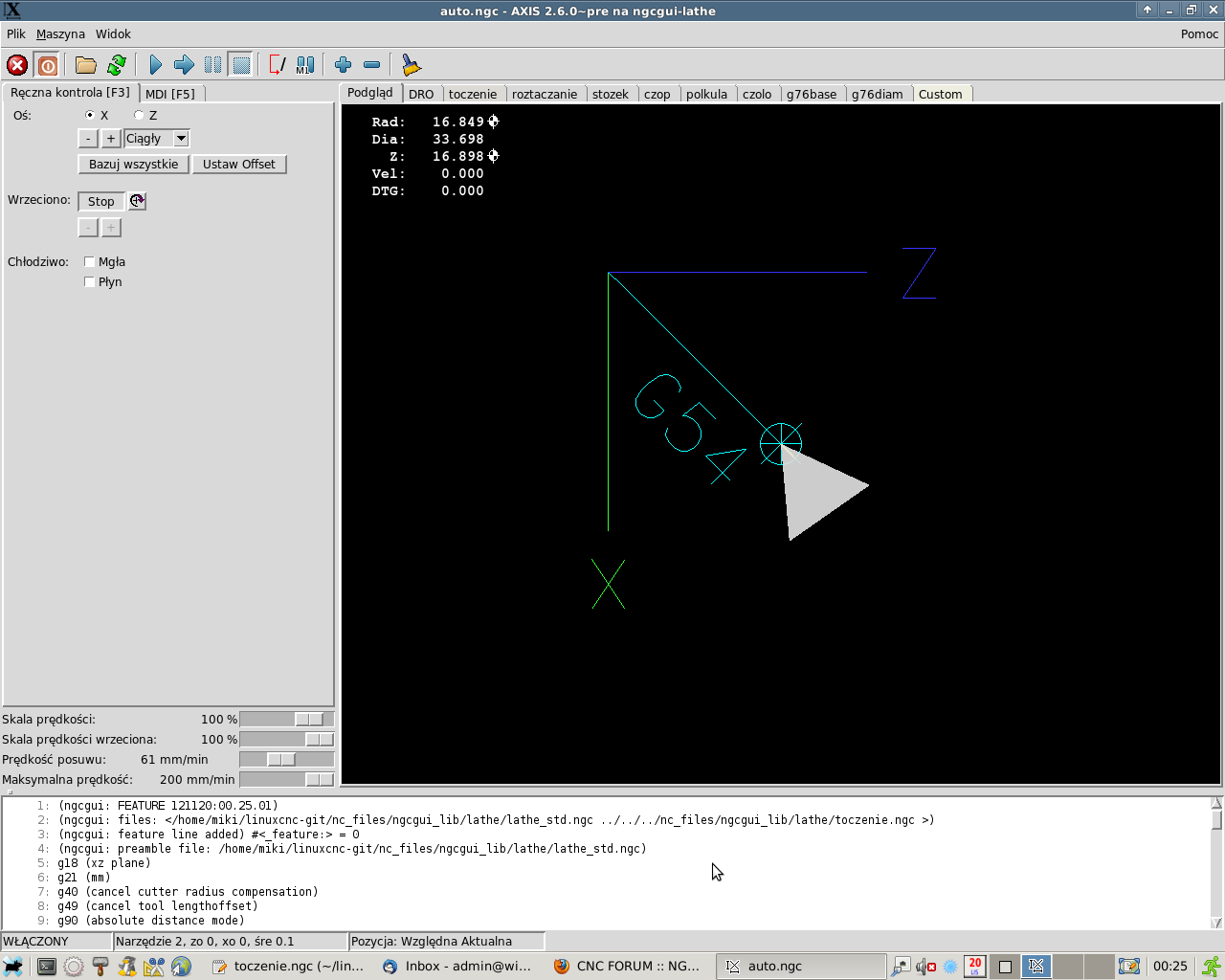
i po wywołaniu procedury bez wpisywania czegokolwiek po prostu nie ma nic.
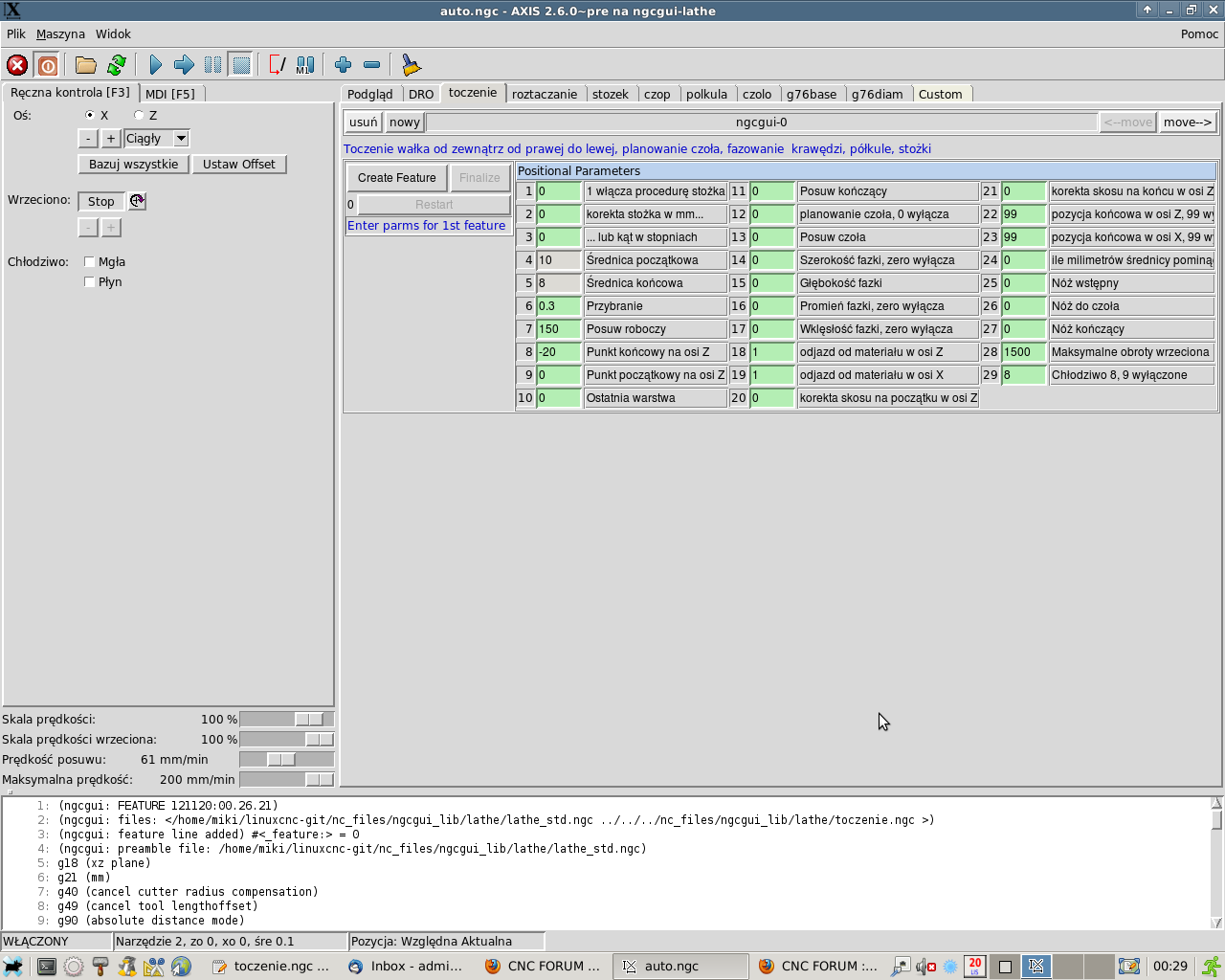
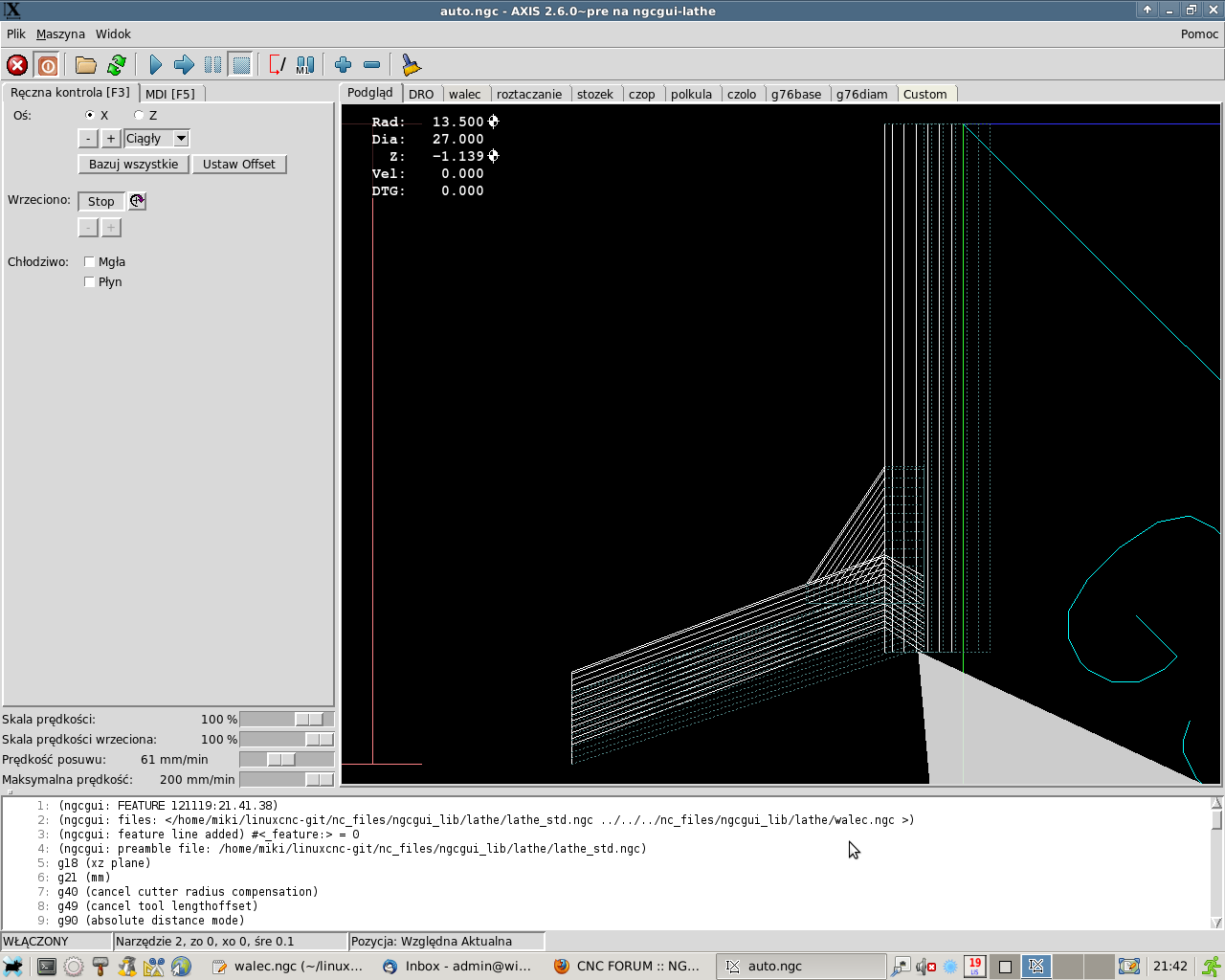
Wpisujemy średnicę początkową i końcową
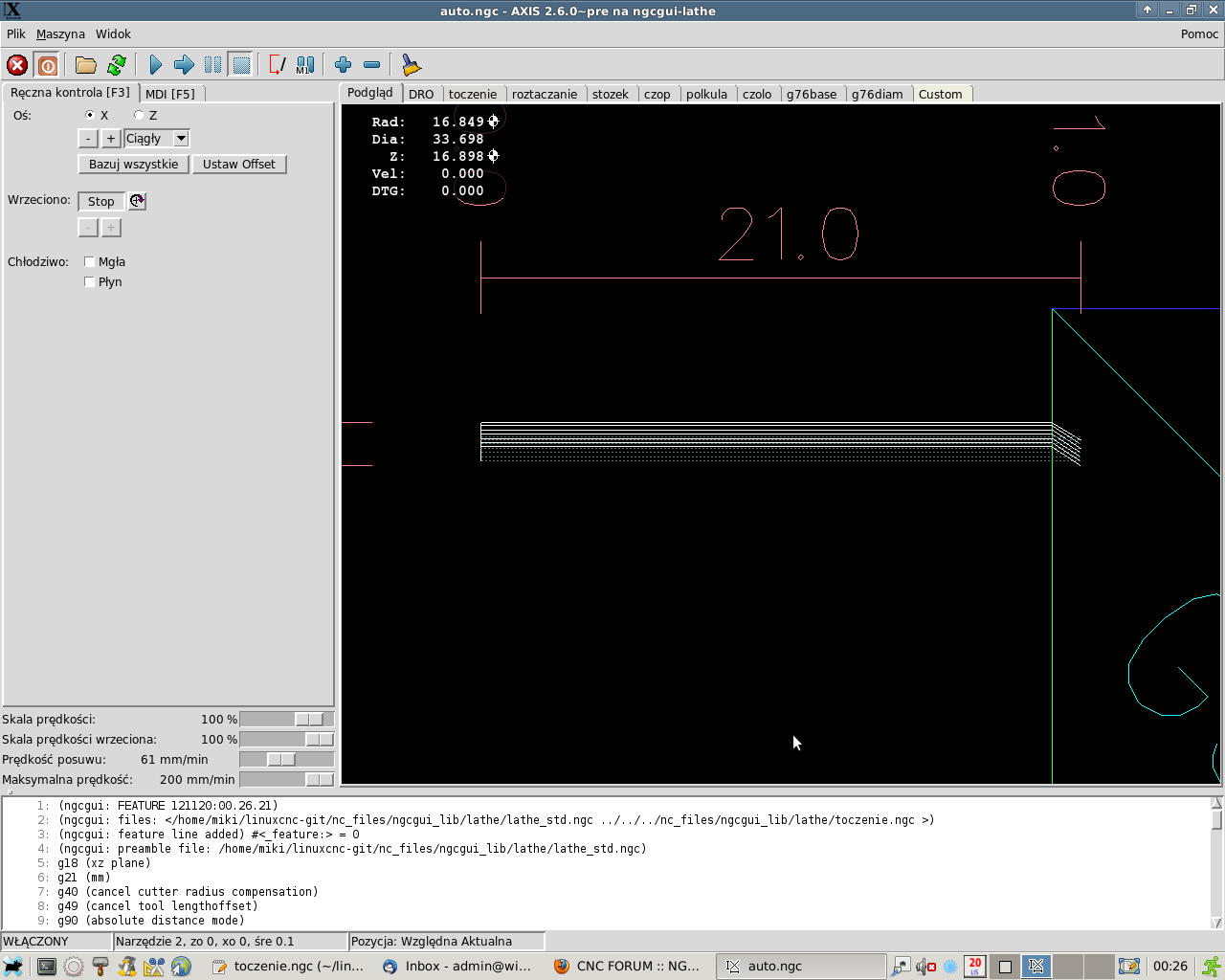
i toczymy walec.
Klikamy na "Nowy" i mamy nową zakładkę Toczenie-1 zupełnie pustą
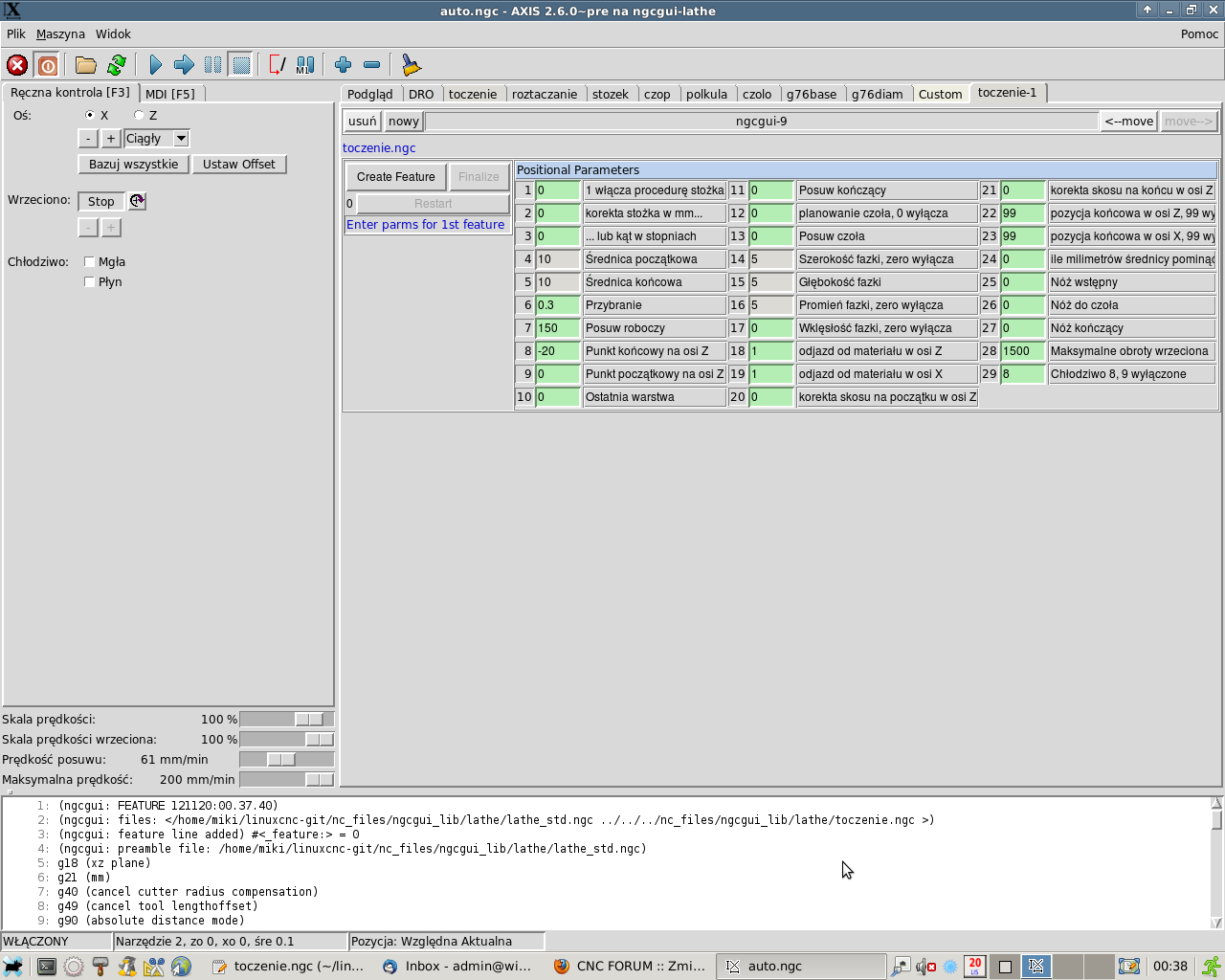
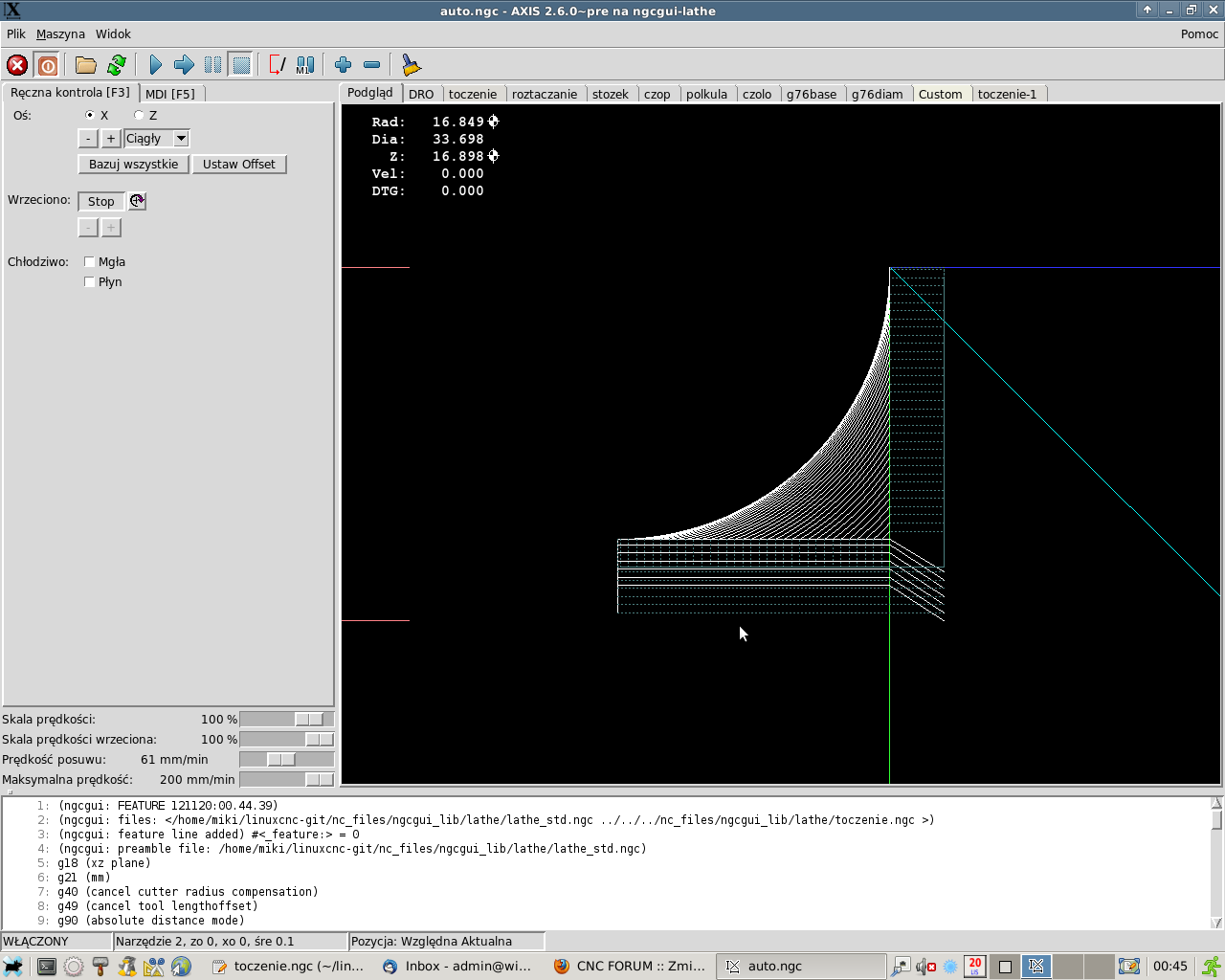
Wypełniamy tabelkę, wpisując tę samą wartość w oba pola średnic i połowę tej wartości jako szerokość, głębokość i promień fazki
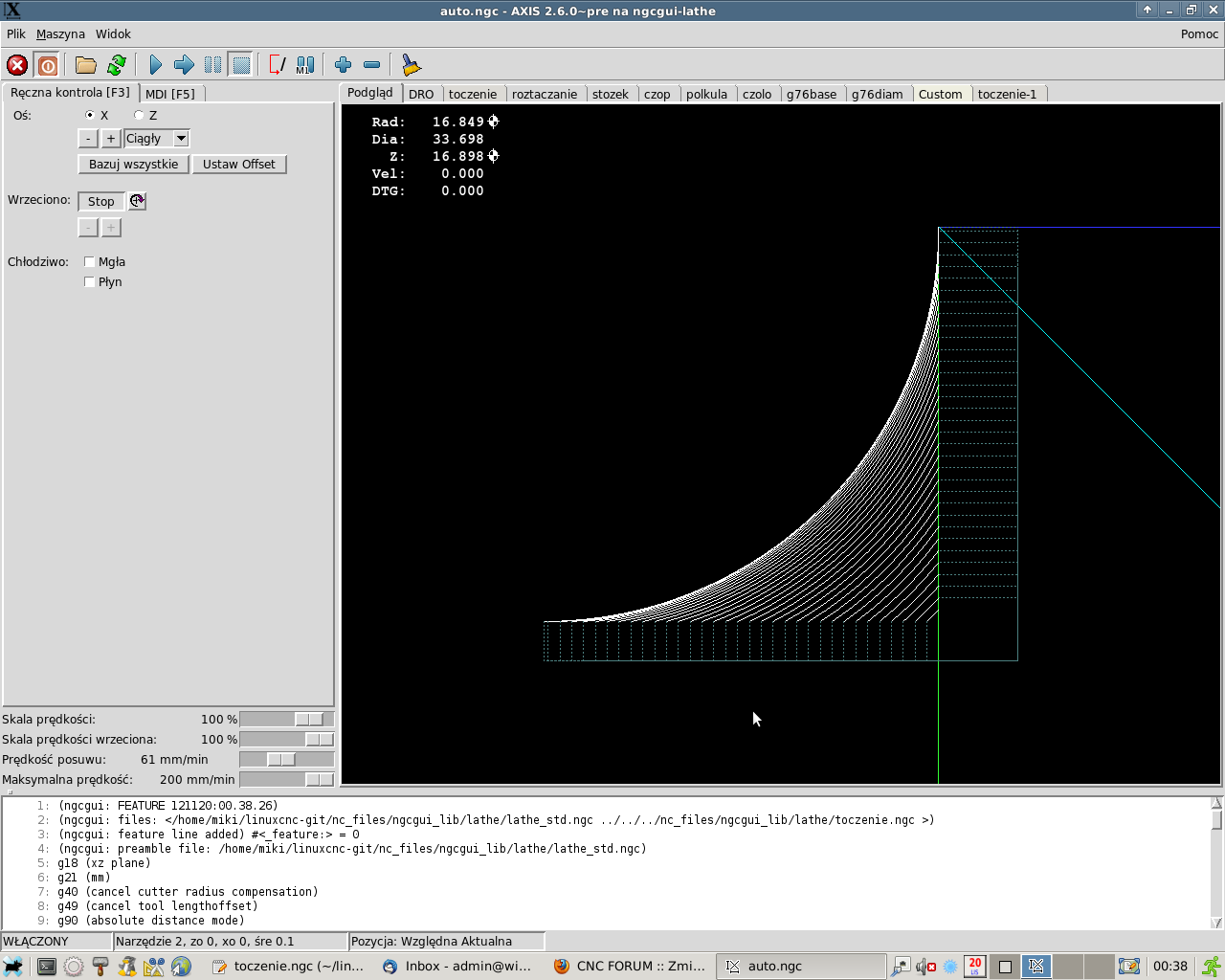
i toczymy półkulę na końcu walca. A jak walec miał 12 mm, a nie 10?
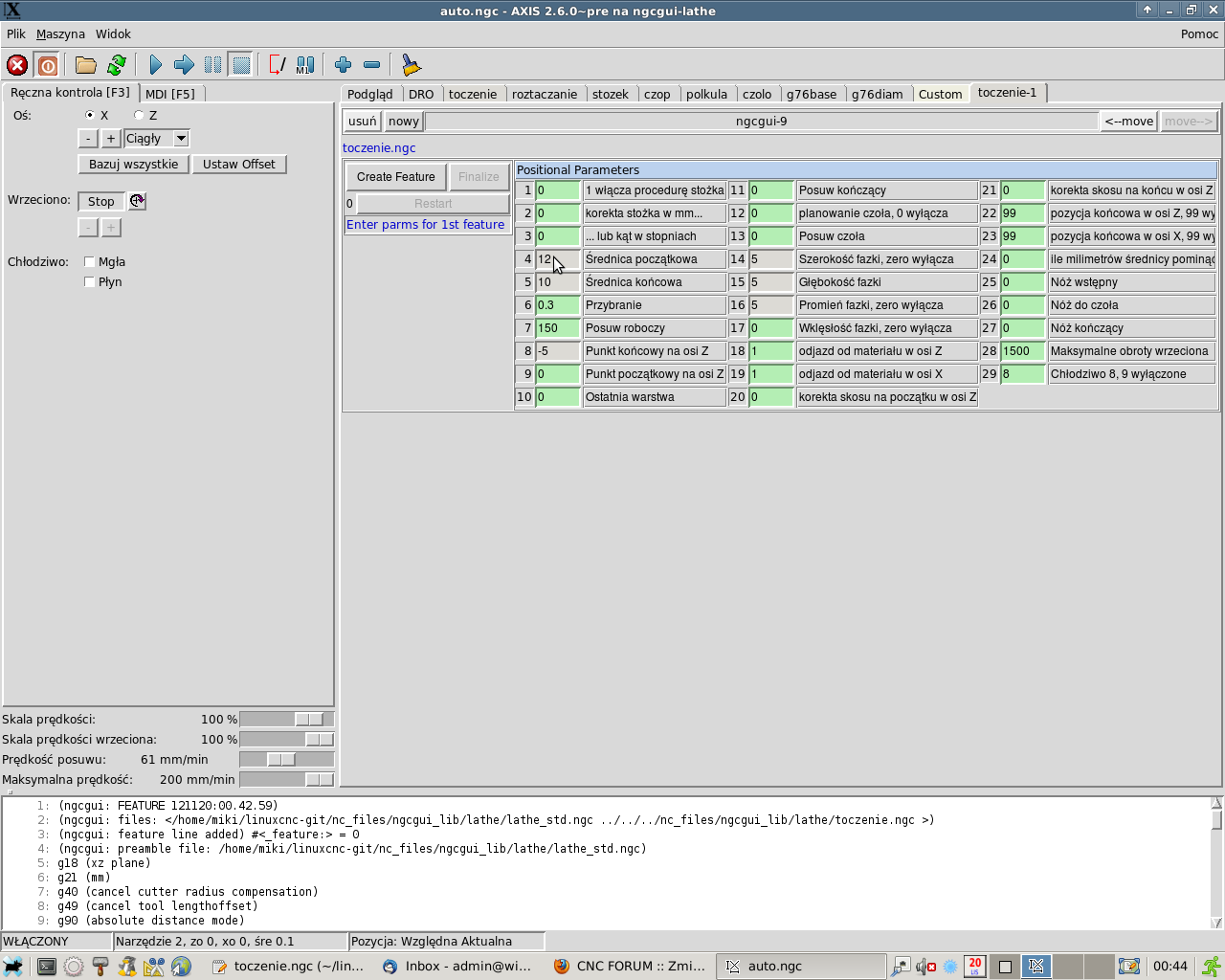
dopisujemy tą wartość jako średnicę początkową, zmieniamy długość walca, jaką chcemy przetoczyć na średnicę półkuli
I gotowe
Nie ma żadnego niebezpieczeństwa, że zapomnimy wykasować cokolwiek z poprzedniej tabelki - wystarczy przyjąć założenie, że każdą kolejną operację robimy przez stworzenie kolejnej zakładki, a nie przez poprawianie tej pierwszej.




")



")






