



mini lathe - problem z powierzchnią stali


-
kolec7
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1000
- Rejestracja: 01 mar 2009, 22:40
- Lokalizacja: Poznań
- Kontakt:
Re: mini lathe - progrem z powierzchnią stali
Jak takie dostaniesz w satysfakcjonującej Cię cenie, to bym od tego zaczął.
"W życiu piękne są tylko chwile...."
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 9
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: mini lathe - progrem z powierzchnią stali
Rafalgl pisze:czyli jak dobrze rozumiem, zamiast dcmt 070204 kupić mam dcmt 070202 albo 01 a najlepiej 00?
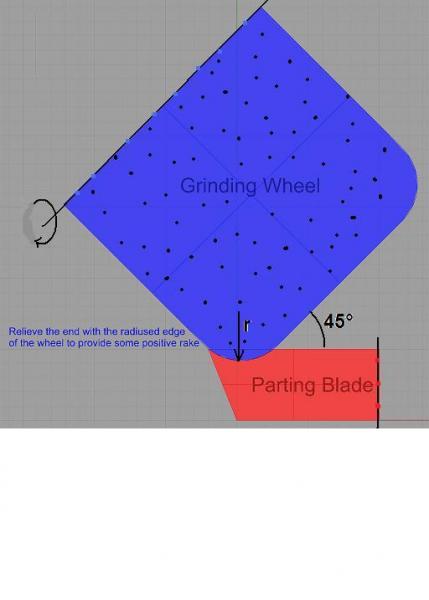
Kolego kup(jeśli nie masz) stalkę10x10 ÷ 12x12mm i zaszlifuj w niej taki kanałek wiórowy, i popróbuj sobie toczyć.
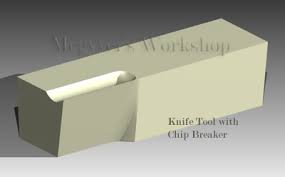
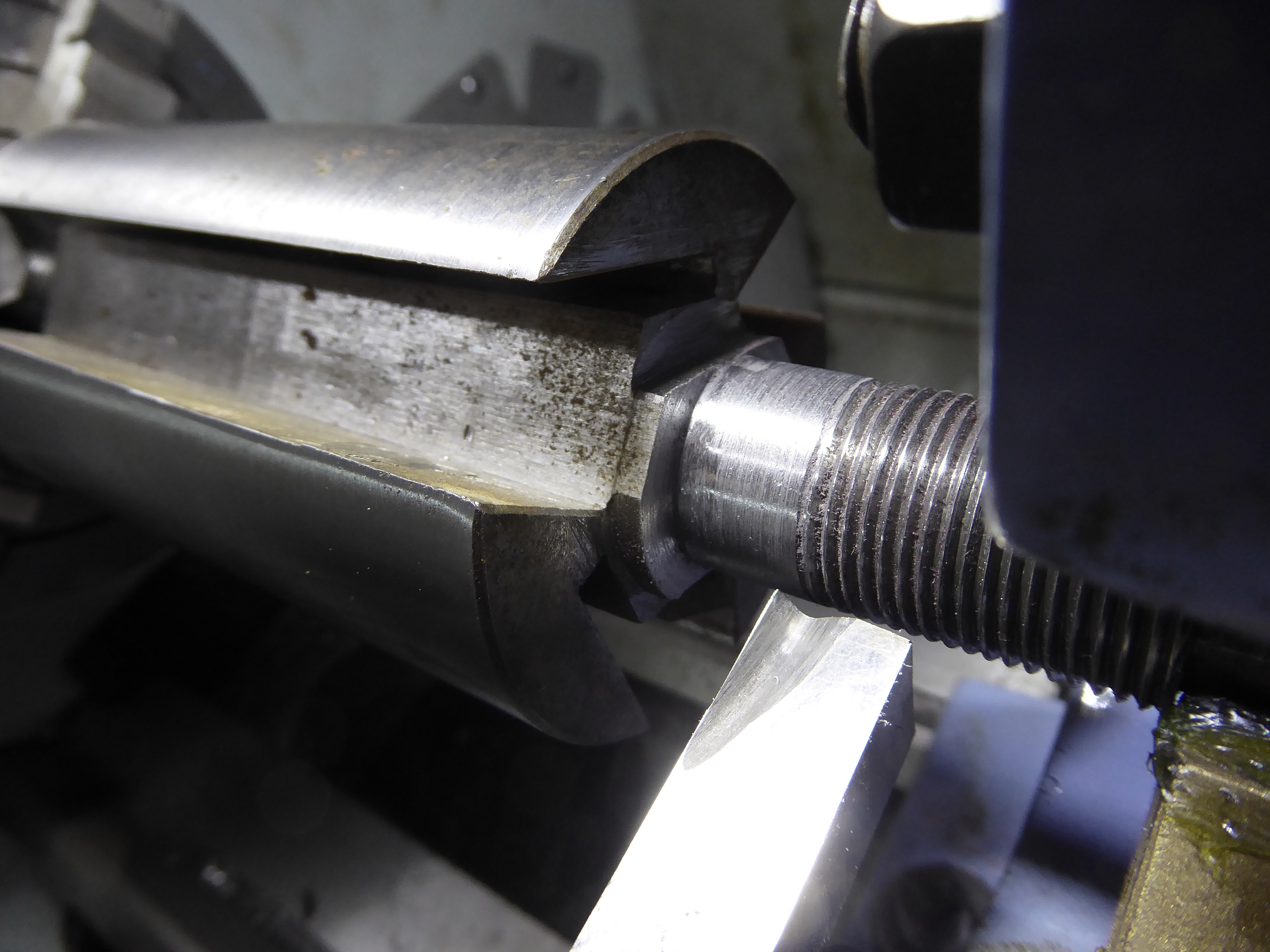
Jak prosto "kantem" ściernicy zaszlifować taki rowek znajdziesz w połowie strony
https://pfmrc.eu/topic/60403-frezowanie ... y-romanj4/
https://pfmrc.eu/topic/78625-techniki-t ... zu/page/3/
pozdrawiam,
Roman
Roman
-
 zacharius
zacharius
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2558
- Rejestracja: 04 paź 2007, 01:32
- Lokalizacja: Kraków
- Kontakt:
Re: mini lathe - progrem z powierzchnią stali
bardziej uniwersalnie wyjdą płytki CCMT06 bo masz do nich lewy i prawy nóz.
ale do miekkich stali i zbieraniu powiedzmy do 0,3 na promień przy posuwach 0,05-0,08 na obrót to polecę CCGT albo DCGT - tak, dokładnie te co są do alu.
np tak wygląda NC6 (miekka nie jest co prawda) po potraktowaniu DCGT na wykończenie (żadnego papieru ściernego nie było)
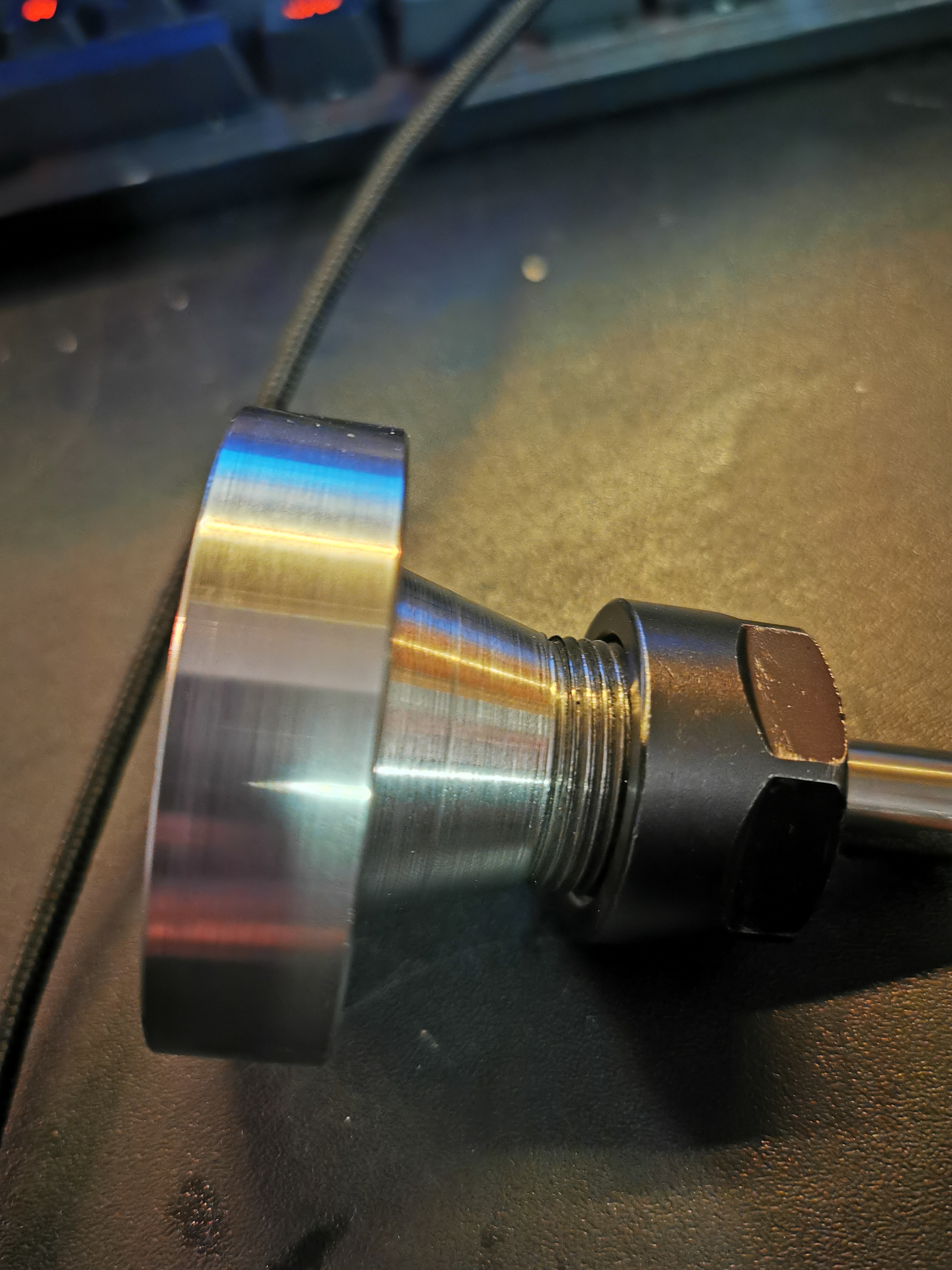

ale do miekkich stali i zbieraniu powiedzmy do 0,3 na promień przy posuwach 0,05-0,08 na obrót to polecę CCGT albo DCGT - tak, dokładnie te co są do alu.
np tak wygląda NC6 (miekka nie jest co prawda) po potraktowaniu DCGT na wykończenie (żadnego papieru ściernego nie było)
Nie otrzymasz koni wyścigowych krzyżując dwa osły
-
Majster70
- ELITA FORUM (min. 1000)
- Posty w temacie: 1
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Re: mini lathe - progrem z powierzchnią stali
Płytki ostre (z dodatnią geometrią) i małym promieniem R naroża ~0,2mm, możliwie mały posuw, możliwie wysokie obroty, niezbyt duża warstwa skrawania ~0,2mm.
Z promieniem naroża to jest tak - im większy, tym teoretycznie ładniejsza powierzchnia i tym większe opory skrawania - musisz doświadczalnie dobrać dla swojej tokarki dla danej stali dla danej operacji. Masz wiotką tokarkę, to mały promień.
Mały posuw - mniejsza chropowatość powierzchni czyli ładniejszy wygląd - ale do pewnej wartości znowu warunkowanej sztywnością obrabiarki, przy zbyt małym posuwie tokarka może ci się - obrazowo ujmując - uginać zamiast skrawać - i zaczyna skrawać dopiero jak się ugnie odpowiednio, potem trochę skrawa potem ugina i tak ana zmianę - czyli wpada ci w drgania (to taki mój nieudolny opis tego zjawiska) w rezultacie czego powierzchnia przy trochę większym posuwie może wyjść ładniejsza - możesz to praktycznie dobrać tylko doświadczalnie dla danej sytuacji.
To samo z warstwą skrawania teoretycznie im mniejsza tym opory skrawania mniejsze, ale do pewnej granicy. Przy zbyt małej warstwie tokarka będzie wpadała w drgania - powierzchnia będzie kiepska. Przy dalszym zmniejszaniu warstwy nóż będzie odpychany od materiału i będzie ci się tylko "ślizgał" po materiale. Na marginesie im sztywniejsza obrabiarka tym mniejsza warstwę materiału obrabiarka będzie skrawała, chociaż powierzchnia też będzie nieciekawa.
Wysokie obroty, dla węglika Vc>100m/min (wylicz sobie w zależności od średnicy pracy). Tutaj też obroty przy których zaczną się drgania zależą od sztywności obrabiarki, ale jeszcze bardziej od sztywności całego układu (mocowania) - fajnie że podparłeś detal konikiem. Obroty też mogą być limitowane przez rodzaj materiału. Przy miękkich stalach przy zbyt dużej prędkości skrawania mogą powstawać małe kraterki, widoczne gołym okiem lub przez lupkę. Na marginesie - jak masz sztywną obrabiarkę, lepsza powierzchnia wychodzi przy twardszych stalach, możesz stosować większe obroty i w pewnych zakresach materiałów i ich twardościach obróbka może iść szybciej - czyli opłaca się stosować droższe, ulepszone stale w wielu przypadkach.
Wiadomo, im bardziej ostra geometria, tym mniejsze opory (i mniejsza trwałość no i w odróżnieniu od ujemnych 1-no-stronna krawędź), ale ważny jest też kąt przystawienia, czyli kształt płytki też ma wpływ i jak ta płytka jest "ustawiona" względem kierunku skrawania, na ogół płytka C lub T będzie generowała trochę mniejsze opory - pomijalne przy sztywnych obrabiarkach. To nie przypadek, że w np w większości wytaczadeł (możliwość pracy na dużym wysięgu przy małej sztywności) stosuje się płytki C a nie np ekonomiczniejsze W.
No niestety, poniższymi wskazówkami możesz się tylko sugerować do pierwszego ustawienia, resztę musisz skorygować doświadczalnie na tokarce.
Najmniejsze opory skrawania dałby ci dobrze naostrzony nóż HSS, jak chcesz (musisz) używać płytek to z grubsza jak powyżej.
Z promieniem naroża to jest tak - im większy, tym teoretycznie ładniejsza powierzchnia i tym większe opory skrawania - musisz doświadczalnie dobrać dla swojej tokarki dla danej stali dla danej operacji. Masz wiotką tokarkę, to mały promień.
Mały posuw - mniejsza chropowatość powierzchni czyli ładniejszy wygląd - ale do pewnej wartości znowu warunkowanej sztywnością obrabiarki, przy zbyt małym posuwie tokarka może ci się - obrazowo ujmując - uginać zamiast skrawać - i zaczyna skrawać dopiero jak się ugnie odpowiednio, potem trochę skrawa potem ugina i tak ana zmianę - czyli wpada ci w drgania (to taki mój nieudolny opis tego zjawiska) w rezultacie czego powierzchnia przy trochę większym posuwie może wyjść ładniejsza - możesz to praktycznie dobrać tylko doświadczalnie dla danej sytuacji.
To samo z warstwą skrawania teoretycznie im mniejsza tym opory skrawania mniejsze, ale do pewnej granicy. Przy zbyt małej warstwie tokarka będzie wpadała w drgania - powierzchnia będzie kiepska. Przy dalszym zmniejszaniu warstwy nóż będzie odpychany od materiału i będzie ci się tylko "ślizgał" po materiale. Na marginesie im sztywniejsza obrabiarka tym mniejsza warstwę materiału obrabiarka będzie skrawała, chociaż powierzchnia też będzie nieciekawa.
Wysokie obroty, dla węglika Vc>100m/min (wylicz sobie w zależności od średnicy pracy). Tutaj też obroty przy których zaczną się drgania zależą od sztywności obrabiarki, ale jeszcze bardziej od sztywności całego układu (mocowania) - fajnie że podparłeś detal konikiem. Obroty też mogą być limitowane przez rodzaj materiału. Przy miękkich stalach przy zbyt dużej prędkości skrawania mogą powstawać małe kraterki, widoczne gołym okiem lub przez lupkę. Na marginesie - jak masz sztywną obrabiarkę, lepsza powierzchnia wychodzi przy twardszych stalach, możesz stosować większe obroty i w pewnych zakresach materiałów i ich twardościach obróbka może iść szybciej - czyli opłaca się stosować droższe, ulepszone stale w wielu przypadkach.
Wiadomo, im bardziej ostra geometria, tym mniejsze opory (i mniejsza trwałość no i w odróżnieniu od ujemnych 1-no-stronna krawędź), ale ważny jest też kąt przystawienia, czyli kształt płytki też ma wpływ i jak ta płytka jest "ustawiona" względem kierunku skrawania, na ogół płytka C lub T będzie generowała trochę mniejsze opory - pomijalne przy sztywnych obrabiarkach. To nie przypadek, że w np w większości wytaczadeł (możliwość pracy na dużym wysięgu przy małej sztywności) stosuje się płytki C a nie np ekonomiczniejsze W.
No niestety, poniższymi wskazówkami możesz się tylko sugerować do pierwszego ustawienia, resztę musisz skorygować doświadczalnie na tokarce.
Najmniejsze opory skrawania dałby ci dobrze naostrzony nóż HSS, jak chcesz (musisz) używać płytek to z grubsza jak powyżej.
-
Antwito
- Stały bywalec (min. 70)
")
- Posty w temacie: 3
- Posty: 77
- Rejestracja: 21 sie 2016, 01:07
- Lokalizacja: podkarpackie
Re: mini lathe - progrem z powierzchnią stali
Jeszcze do obróbki wykończeniowej można spróbować metody ze stalką położoną na boku. Zbiera nawet przy niewielkich głębokościach i daje jednorodną powierzchnię. Wadą jest problem z łamaniem wióra. Do połysku czasami wolę używać papieru ściernego (pamiętać o zasłonięciu łoża) niż męczyć się z parametrami skrawania. Dodatkowo papier pozwala na otrzymanie bardzo dokładnego wymiaru.
EDIT:
O tutaj jest pokazana ta metoda:
https://youtu.be/Ta5F3WC-gPo
EDIT:
O tutaj jest pokazana ta metoda:
https://youtu.be/Ta5F3WC-gPo
-
Grzegorz53
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 4
- Posty: 617
- Rejestracja: 30 gru 2009, 23:21
- Lokalizacja: W-wa
Re: mini lathe - progrem z powierzchnią stali
zacharius pisze:ale do miekkich stali i zbieraniu powiedzmy do 0,3 na promień przy posuwach 0,05-0,08 na obrót to polecę CCGT albo DCGT - tak, dokładnie te co są do alu.
Kieruje Kolega autora tematu w złym kierunku, pogrubiona trzecia litera oznaczenia płytek to jest tolerancja wymiarowa płytki i nie ma to wpływu na jej właściwości skrawające.
Tak naprawdę o właściwościach płytki informują litery i cyfry znajdujące się od 11 miejsca oznaczenia płytki (kształt krawędzi skrawającej, zwijacza wióra, materiał płytki i pokrycie). Kupując tanie płytki no name (podróbki) nie masz gwarancji do czego będą się nadawały.
-
strikexp
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 4862
- Rejestracja: 31 mar 2017, 19:47
- Lokalizacja: Warszawa
Re: mini lathe - progrem z powierzchnią stali
Trochę długi ten wątek. Ale mam podobną tokarkę i powierzchnia wychodzi super nie tyle po jakimś doborze płytek. Co po odpowiednio małym zagłębieniu i pokasowaniu luzów. Mini lathe bardzo łatwo wchodzi w drgania. W końcu to grubszy kawałek profilu o wadze kilkudziesięciu kilogramów.
Korbki muszą chodzić dość ciężko, bez żadnych luzów. Ja u siebie dodatkowo zmieniałem łożyska na stożkowe. Jest na forum temat o ulepszaniu mini lathe.
Korbki muszą chodzić dość ciężko, bez żadnych luzów. Ja u siebie dodatkowo zmieniałem łożyska na stożkowe. Jest na forum temat o ulepszaniu mini lathe.
-
zacharius
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2558
- Rejestracja: 04 paź 2007, 01:32
- Lokalizacja: Kraków
- Kontakt:
Re: mini lathe - progrem z powierzchnią stali
Grzegorz53 pisze:pogrubiona trzecia litera oznaczenia płytek to jest tolerancja wymiarowa płytki i nie ma to wpływu na jej właściwości skrawające.
a pewnie, aczkolwiek właśnie tak jest łatwo je znaleźć na allegro
Nie otrzymasz koni wyścigowych krzyżując dwa osły
-
 Rafalgl
Rafalgl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 26
- Posty: 1239
- Rejestracja: 24 gru 2020, 01:43
Re: mini lathe - progrem z powierzchnią stali
Udało mi się póki co dostać 5 płytek 070202 do stali i nierdzewki, tanie nie byly ale powierzchnia faktycznie wychodzi rewelacyjna przy odpowiednio duzej prędkości. Dzięki za rady, myślę że pozostałych sposobów też poprobuje

Kto pyta, nie błądzi.






